

2. Технология восстановления деталей давлением на примере втулок подшипников скольжения
Восстановление и механическая обработка деталей с применением объемной пластической деформации.
Метод основан на перемещении металла детали с нерабочих участков на изношенные рабочие.
Условия восстановления:
1. Достаточно высокая пластичность Me (при холодном или горячем деформировании).
2. Наличие запаса Me.
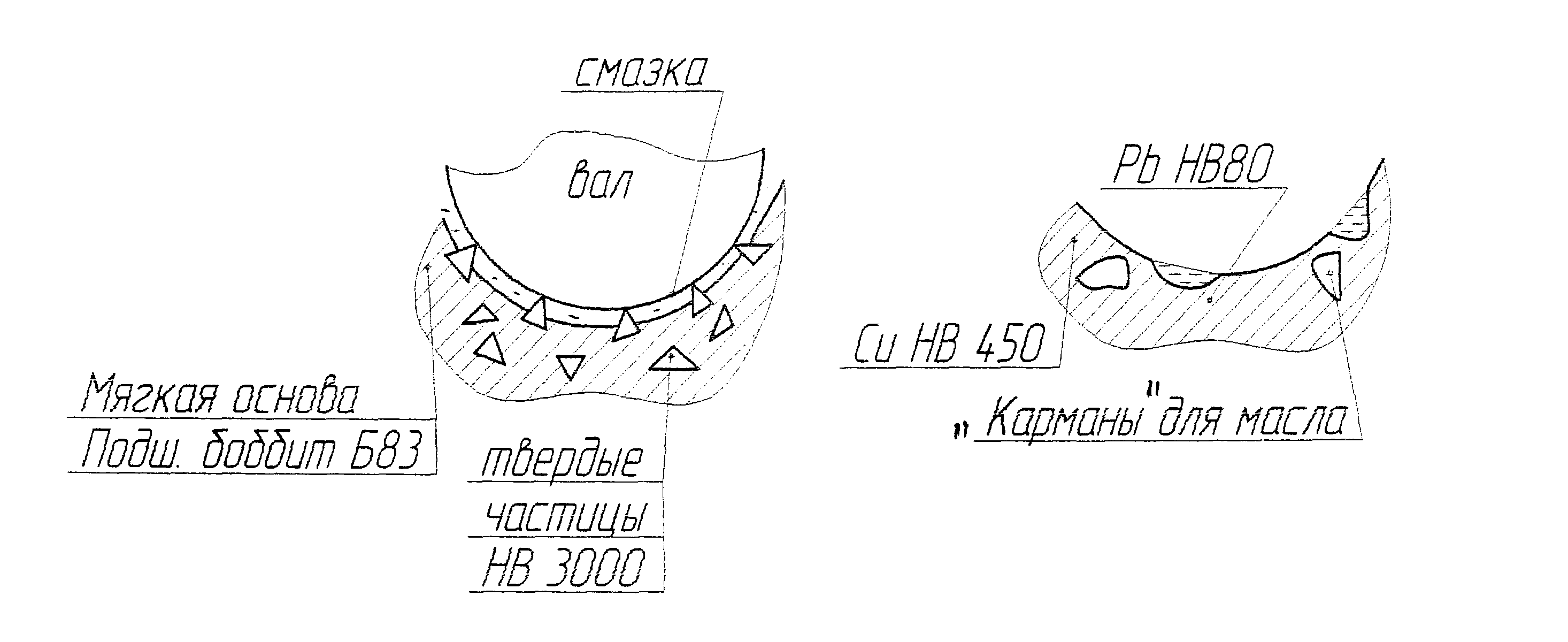
Втулки подшипников скольжения (часто Бр СЗО, Бр 05С5Ц5).
Методы восстановления:
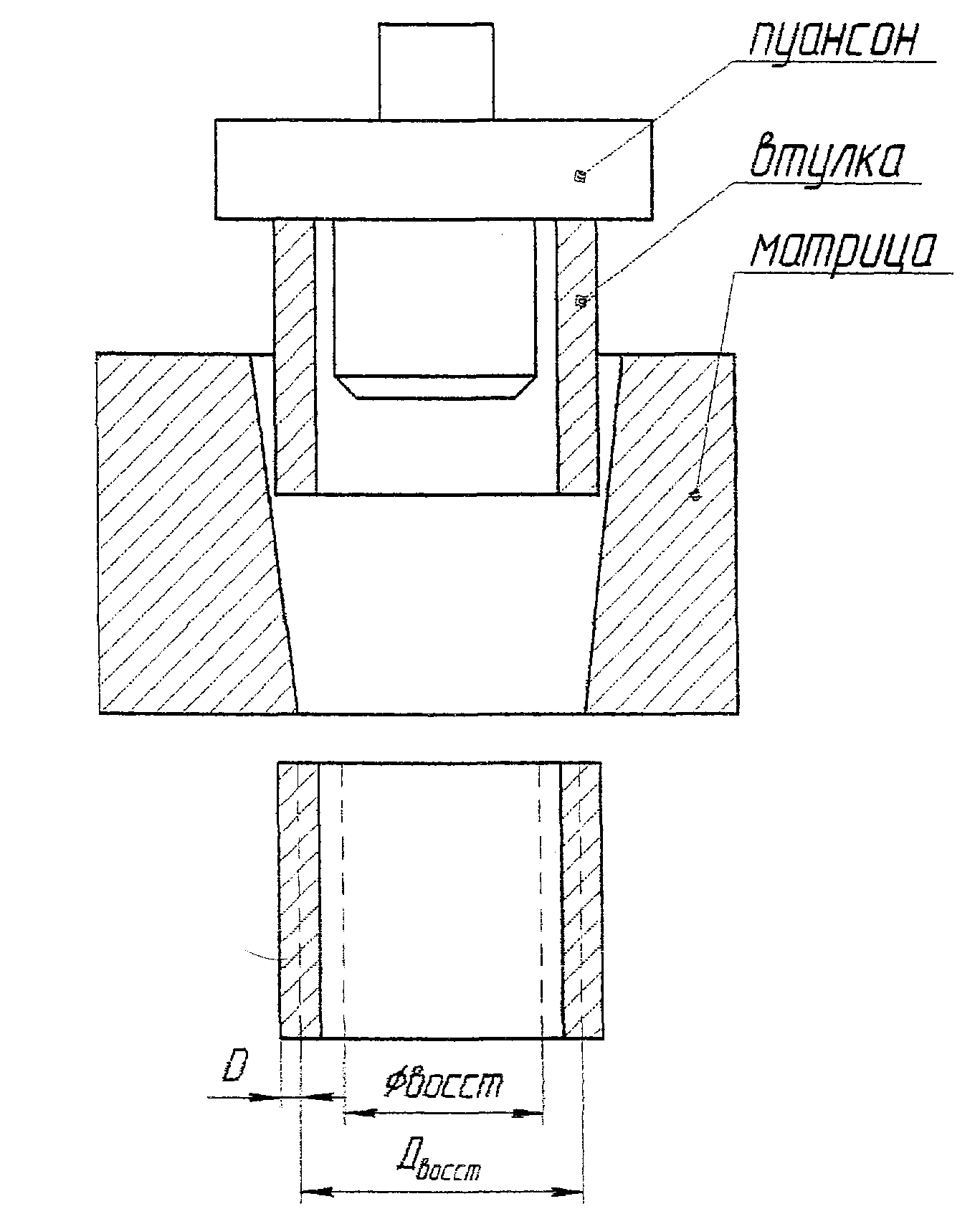
1. Обжатие. F = f(K, ат, AD), где
К - коэффициент, характеризующий материал и условия обжатия,
AD - величина деформации.
Этим способом восстанавливают детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров. Направление действующих сил и деформаций совпадают, но направлены во внутрь детали. Обжатие осуществляется в холодном состоянии под прессом в специальном приспособлении. Втулку проталкивают через матрицу, которая имеет сужающееся входное отверстие под углом 7-8˚, калибрующую часть и выходное отверстие, расширяющееся под углом 18-20˚. Калибрующая часть матрицы позволяет уменьшить внутренний диаметр детали на величину износа с учетом припуска на развертывание до требуемого размера.
2. Меднение или цинкование по наружному диаметру (наращивание материала, диффузионное наращивание).
Запрессовка втулки в отверстие детали.
Развертывание отверстия до необходимого номинального размера.
Развёртывание — вид чистовой механической обработки отверстий резанием.
Вращающийся инструмент — развёртка снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия.
Развёртывание выполняется на всех станках применяемых и приспособленных для зенкерования, и в редких случаях вручную.
Основным инструментом для выполнения развёртывания являются развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо конические инструменты, имеющие ось вращения и при вращении которых происходит резание материала.
Билет 4
1. Система ппр металлообрабатывающих станков, направления ее совершенствования.
Система планово-предупредительного ремонта (ППР) металлообрабатывающих станков включает требования и регламентацию способов технического обслуживания (ТО) и ремонта:
диагностирование оборудования;
техническое обслуживание;
текущий ремонт;
капитальный ремонт.
Система ППР предусматривала содержание каждого вида воздействия на оборудование и сроки их проведения.
Методы ремонта (система ППР предусматривает):
необезличенный ремонт, когда детали станков после восстановления устанавливаются на этот станок;
обезличенный ремонт применяют на специализированных ремонтных предприятиях с поточной организацией ремонта, когда детали разных машин комплектуются в отдельные группы;
агрегатный ремонт, при котором заменяются отдельные агрегаты или узлы.
Пути совершенствования ППР:
Обеспечить рациональную эксплуатацию станочного оборудования путем внедрения регламентированного профилактического технического обслуживания с обязательным техническим (ресурсным) диагностированием.
2) Обеспечить качественный ремонт металлообрабатывающих станков. Это позволяет увеличить межремонтный срок службы оборудования до 8-12 лет при проведении одного капитального ремонта, а не 3-4х или вообще отказаться от капитального ремонта.
Оптимальные сроки службы станков Академик Д. С. Львов на основании многолетних исследований предложил оптимальные сроки службы металлорежущих станков:
в основных цехах машиностроительных заводов 8-10 лет;
в вспомогательных цехах 12-15 лет;
на немашиностроительных заводах 16-20 лет.
В настоящее время в России металлообрабатывающие станки служат 6…50 лет ( в среднем 17 лет).
Они проходят 3-4 КР, 6-8 СР, до 20 и более МР. Ежегодные затраты 20... 30% от стоимости станка. За всю эксплуатацию затрачивается в 3…5 раз и более стоимости нового станка.
При сокращении срока службы металлообрабатывающих станков уменьшаются моральный износ и ускоряется обновление оборудования, но увеличивается себестоимость продукции за счет увеличения амортизационный отчислений и требуется значительное увеличение (примерно в 3 раза) выпуска новых станков. При увеличении срока службы станков снижается расходы на приобретение новых, но снижается производительность работы старого оборудования и значительно увеличиваются расходы на его обслуживание и ремонт.