

1. Взаимозаменяемость как свойство партии изделий, обеспечивающее заданный уровень качества при серийном производстве.
Для обеспечения заданного уровня качества серийновыпускаеммых изделий необходимо, чтобы все детали одного назначения были практически одинаковыми. Различие между деталями должны быть столь незначительными, чтобы любая из них собиралась с ответными деталями и чтобы, собранные вместе, они составляли изделие, неотличимое в работе от других таких же изделий. Такие детали называются взаимозаменяемыми.
2. Объекты взаимозаменяемости (деталь, элемент детали, размер, форма, расположение и шероховатость поверхности). Виды взаимозаменяемости.
Взаимозаменяемыми могут быть детали, составные части (узлы) и изделия в целом. В первую очередь такими должны быть те детали и составные части, от которых зависят надежность, долговечность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части.
Полная взаимозаменяемость – подразумевает взаимозаменяемость по всем нормированным параметрам.
Функциональная взаимозаменяемость – это аналог полной, который ограничивается необходимым и достаточным набором требований к функционированию (работе).
Внешняя взаимозаменяемость – это взаимозаменяемость покупных и кооперируемых изделий и составных частей по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей.
Внутренняя взаимозаменяемость распространяется на детали, составляющие отдельные узлы, или на составные части и механизмы, входящие в изделие.
Групповая – замена элементов возможна только в пределах групп элементов.
3. Основные принципы построения систем допусков и посадок.
1. Принцип предпочтительности.
Назначение состоит в создании необходимого разнообразия стандартных решений при ограничении использования их номенклатуры.
2. Принцип измерений при нормальных условиях.
Измерения в нормальных условиях означают что измерения проводят нормальных физических величин.
3. Принцип формализации допусков.
4. Принцип установления уравнений относительно точности.
Для гладких цилиндрических соединений в системе допусков и посадок введены дополнительные принципы:
1. Оптимальное расположение поля допуска основной детали.
2. Использование в посадке неравноточных допусков, отверстий и валов.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
Номинальный размер – размер, относительно которого определяют предельные размеры и который служит также началом отсчета отклонений.
Действительный размер – так называется размер, установленный измерением с допустимой погрешностью.
Предельный размер – установленные заранее размеры, в промежутке между наименьшим и наибольшим предельными размерами должен находится действительный размер.
Допуском Т называется разность между наибольшим и наименьшим допустимыми значениями того или иного параметра. Допуск Т размера – разность между наибольшим и наименьшим предельными размерами или абсолютная алгебраической разности между верхним и нижним отклонениями.
Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок.
4. Посадки. Виды посадок. Числовые характеристики посадок. Стандартизация посадок. Предпочтительные посадки.
Посадкой называется характер соединения деталей, определяемый величиной получающихся зазоров или натягов.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала; он обеспечивает возможность относительного перемещения собранных деталей; наибольший и средний зазоры определяют по формулам:
![]() ;
;
![]() ;
;
![]() .
.
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия; он обеспечивает взаимную неподвижность деталей после их сборки. Наибольший, наименьший и средний натяги определяют по формулам:
![]() ;
;
![]() ;
;
![]() .
.
Посадка
с зазором
– посадка, при которой обеспечивается
зазор в соединении (поле допуска отверстия
находится над полем допуска вала). К
посадкам с зазором относятся также
посадки, в которых нижняя граница поля
допуска отверстия совпадает с верхней
границей поля допуска вала, т. е.
![]() .
.
Посадка с натягом – посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала).
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью).
![]()
Допуск посадки – разность между наибольшим и наименьшим допустимыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допустимыми натягами (допуск натяга TN в посадках с натягом):
![]() ;
;
![]() .
.
5. Посадки в системе отверстия и в системе вала. Достоинства и недостатки, области применения систем.
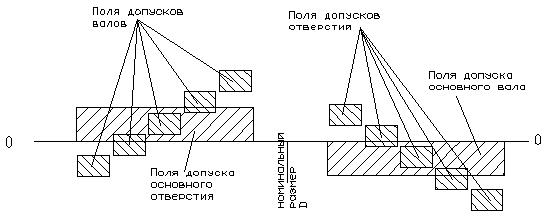
Посадки в системе отверстия – посадки, в которых различные зазоры и натяги получают соединением различных валов с основным отверстием, обозначаются буквой H. EI=0.
Посадки в системе вала – посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом, обозначаются буквой h. es=0.
Поле допуска основного отверстия откладывают вверх, а основного вала вниз от основной линии.
В системе отверстия различных по предельным размерам отверстий будет меньше, чем в системе вала, а следовательно, будет меньше и номенклатура режущего инструмента, необходимого для обработки отверстий. Уменьшение номенклатуры позволяет увеличить изготовляемые централизованно партии инструмента, применить производительное специализированное оборудование и тем самым увеличить выпуск инструмента с наименьшими затратами.
В некоторых случаях приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу.
6. Предельные отклонения размеров с неуказанными допусками.
Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа при условии, что эта запись однозначно определяет значения и знаки предельных отклонений.
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с ГОСТ 25346 (для отклонений по квалитетам) или по ГОСТ 25670 (для отклонений по классам точности).