

1.4 Фізико-хімічні основи утворення зварного з’єднання
1.4.1 Механізм утворення зварного з’єднання
Відповідно до законів термодинаміки будь–який процес у природі іде самовільно без витрат зовнішньої енергії, якщо вільна енергія системи зменшується. У процесі зварювання відбувається зменшення сумарної вільної поверхні з’єднуємих тіл за рахунок об’єднання двох контактуючих поверхонь, що веде до зменшення вільної енергії усієї системи.
Однак на практиці самовласне зварювання тіл не відбувається по ряду причин, які наведені далі.
1. Наявність забруднення поверхні.
2. Наявність шорсткості поверхні.
3. Наявність поверхневого енергетичного бар’єру.
В об’ємі твердого тіла хімічні зв’язки між атомами симетричні (зрівноважені). У атомів, які знаходяться на поверхні, з одного боку хімічний зв’язок відсутній (якщо це вакуум) або ослаблений (якщо це повітря, рисунок 1.6), а тому атоми прилеглі до поверхні притягають їх до себе, зменшуючи відстань між кристалографічними площинами. Таким чином на поверхні твердого тіла має місце викривлення кристалічної гратки, а будь–яке викривлення пов’язано із прибутком енергії, тому на поверхні твердого тіла має місце поверхневий енергетичний бар’єр (рисунок 1.7).

Рисунок 1.6 — Викривлення кристалічної гратки
поверхневого шару твердих тіл

W0 — енергія, яка необхідна атому для переміщення в середині
кристалічної гратки;
Wn — енергія, яка необхідна атому для виходу в навколишнє
середовище
Рисунок 1.7 — Енергетичний бар’єр потенційної енергії
системи атомів на поверхні кристалу
4. Некогерентність кристалічної гратки (рисунок 1.8).
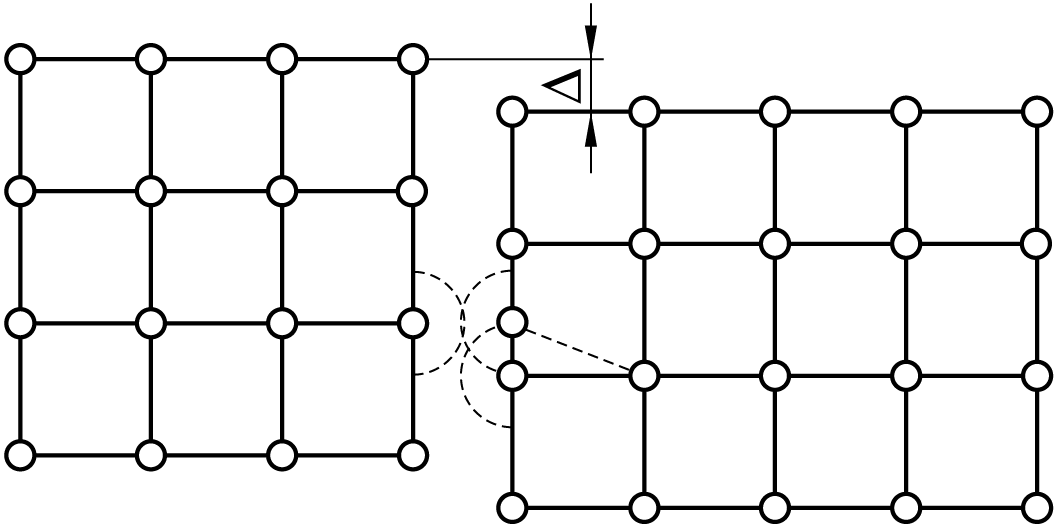
— величина зміщення
Рисунок 1.8 — Схема зміщення кристалографічних осей
кристалічних граток тіл, що з’єднуються
Для забезпечення процесу зварювання не достатньо наявності фізичного контакту, необхідно, щоб енергетичні поля атомів перекривалися. В тому випадку, якщо вони не перекриваються, хімічний зв’язок не утворюється і зварювання не відбудеться (це є некогерентність кристалічної гратки). Для уникнення цього, необхідно витратити енергію, щоб змістити атом для перекриття електронних полів цих атомів.
5. Наявність сил відштовхування.
Поверхня будь–якого твердого тіла має негативний заряд. Наявність електронної хмари навколо будь–якого твердого тіла забезпечує негативний заряд на його поверхні. Два тіла, які мають негативний заряд відштовхуються одне від одного, тому для зварювання потрібна енергія для подолання сил відштовхування.
6. Відсутність ненасичених хімічних зв’язків (активних центрів).
Для забезпечення процесу зварювання на поверхні, що зварюється, необхідно мати ненасичені (вільні) зв’язки.
1.4.2 Енергія активації
Енергія активації — зовнішня енергія, яка вводиться в зону зварювання і необхідна для приведення двох контактуючих поверхонь у реакційний стан.
Енергія активації необхідна для:
1) очищення поверхні;
2) створення фізичного контакту;
3) подолання некогерентності кристалічної гратки;
4) подолання сил відштовхування;
5) створення активних центрів;
6) подолання поверхневого енергетичного бар’єру.
Для енергії активації використовується слідуючи види енергії:
1) термічна (Т);
2) механічна (М);
3) термомеханічна (ТМ);
4) електрична;
5) інші.
Потрібно розрізнять енергію активації та енергію інтенсифікації процесу зварювання. Без енергії активації зварювання неможливе, а енергія інтенсифікації може посилити процес зварювання.
1.4.3 Двостадійність процесу зварювання
Процес зварювання відносять до топофізичних реакцій (тобто реакцій, які відбуваються на поверхні). Для них характерна двостадійність (рисунок 1.9):
1) фізична взаємодія (А);
2) хімічна взаємодія (Б).
в

1 — швидке протікання процесу зварювання;
2 — повільне протікання процесу зварювання;
в— міцність зварного з’єднання;
— час зварювання
Рисунок 1.9 — Схема двостадійності процесу зварювання
На стадії А має місце очищення поверхонь, які зварюються, і забезпечення фізичного контакту. На стадії Б має місце активація поверхонь, утворення хімічного зв’язку та хімічна взаємодія і утворення зварного з’єднання. Вид цих процесів визначається властивостями матеріалів, що зварюються, способом та режимом зварювання.
Додатково по пунктам 1.4.1-1.4.3 дивись [13, 14].
1.4.4 Контактування шорстких поверхонь
У початковий момент зварювання два тіла контактують в окремих точках (рисунок 1.10).
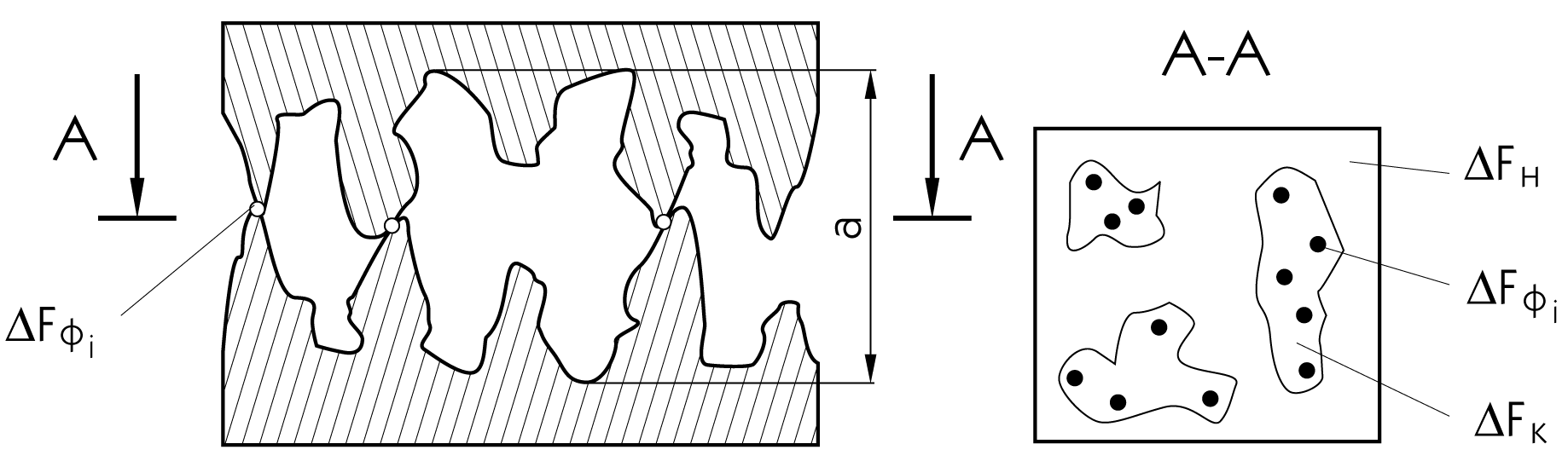
a — максимальна відстань між западинами поверхонь;
Fфі — площина елементарного фізичного контакту;
Fн — номінальна площина контакту (це площина
поперечного перерізу тіл у зоні зварювання);
Fк — контурна площина контакту (площина у межах
якої утворюються окремі мікроконтакти)
Рисунок 1.10 — Схема механічного контакту двох твердих тіл
Розрізняють слідуючи види контакту:
1) фізичний контакт (відстань між поверхнями сумірна з розмірами елементарної кристалічної гратки);
2) механічний контакт (роз’ємне з’єднання з товщиною межових шарів від частин міліметру до частин мікрометру);
3) електричний (будь–який механічний, крізь який протікає електричний струм);
4) контакт з’єднання — це механічний контакт, перетворений у процесі зварювання у нероз’ємне з’єднання;
5) фактичний контакт (та частина механічного контакту, по якому забезпечується фізичний контакт).
![]() , (1.2)
, (1.2)
де Fф — площина фізичного контакту;
n — кількість елементарних точкових контактів, де відбувається
фізичний контакт.
Для зварювання необхідно, щоб Fн = Fф.
1.4.5 Будова металевої поверхні на повітрі
Ювенільна поверхня — це ідеально чиста поверхня. Її можливо здобути у вакуумі (1.3·10-6 Па). Якщо поверхню алюмінію перемістити з вакууму на повітря, то на ній за час 2·10-9 с утворюється мономолекулярний шар оксиду, а за 15 секунд він буде досягати величини приблизно 12·10-4 мкм.
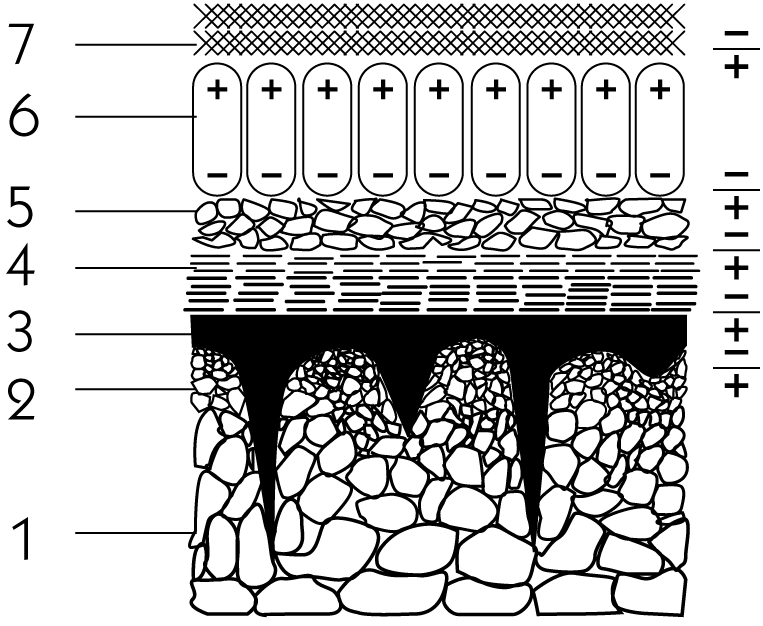
1 — відносно впорядкована структура металу в об’ємі;
2 — розупорядкована структура приповерхневого шару металу;
3 — оксидний шар (товщина до 700 Ǻ, 1Å=10-8 см);
4 — шар іонів кисню; 5 — молекули води;
6 — молекули жиру; 7 — пилоподібні частинки
Рисунок 1.11 — Схема основних видів адсорбованих
шарів на поверхні металу
На поверхні металу перед зварюванням завжди знаходяться і шари газів, що тяжко видаляються, води та інших речовин.
Якщо хімічний склад оксиду відповідає хімічній формулі, то це буде стехеометричний склад.
По товщині оксид можна розбити на три зони:
надлишок іонів металу ( зона прилягає до металу);
2) стехеометричний склад;
3) надлишок іонів кисню.
Над шаром кисню знаходиться шар води (до 50 – 100 молекул). Значно перешкоджає процесу зварювання жирова плівка. Навіть після самої ретельної обробки товщина плівки досягає 1 – 5 мікрометрів. Повністю віддалити жирову плівку дозволяє метод випалювання (підігрів до 400 °С).
Шкідлива дія жирової плівки пов’язана з:
а) не дозволяє встановити хімічний зв’язок між поверхнями, які з’єднуються;
б) розклинюючий ефект — жирова плівка, яка знаходиться у мікротріщинах збільшує їх розміри. Пояснюється це тим, що жирові молекули полярні (рисунок 1.12).
Розподіл шарів забруднень між собою у кожному випадку може відрізнятися.
1 — накопичений позитивний заряд; 2 — виріб; 3 — тріщина
Рисунок 1.12 — Розклинюючий ефект жирової плівки
1.4.6 Особливості будови поверхні скла
Внаслідок присутності лужноземельних металів скло має основні властивості.
Під дією вологи навколишнього середовища (молекул води), хімічних розчинів при очищенні скла має місце вилуговування модифікаторів, котрі в подальшому змиваються з поверхні скла у вигляді лужних розчинів. Тому приповерхневий шар скла уявляє собою сітку з склоутворювача (наприклад, оксид кремнію SіO2), у порах якого знаходиться кремнієва кислота, яка володіє кислотними властивостями, тому поверхня скла має кислотні властивості.
В наслідок механічної обробки (полірування, шліфування) поверхневий шар скла покритий сіткою мікротріщин, тому міцність зварних з’єднань на основі скла в 2–10 разів менша, ніж міцність самого скла в об’ємі.
При зварюванні скла з металом необхідно попередньо сформувати на поверхні метала шар типово основного оксиду, якщо це неможливо, то використовують проміжні прокладки з амфотерних оксидів. Цим умовам добре відповідає Al2O3.
Додатково по пунктам 1.4.4-1.4.6 дивись [6, 17].