

1. Технологические параметры процесса подгибки кромок (способы – 4; технология, оборудование, заводы);
Существуют четыре способа подгибки кромок.
1) Подгибка кромки по всей длине листа. Осуществляется на прессах расположенных в шахматном порядке, или на двух прессах одновременно. Подгибка осуществляется следующим образом. Лист манимулятором с качающегося стола задается в пресс. Затем прижимным механизмом прижимается к пуансону, находящемуся сверху. Движущаяся матрица формует кромку. После чего кромка возвращается на стол. Далее лист с подогнутой кромкой перемещается ко второму прессу, на котором подгибается вторая кромка. Подгибка кромки осуществляется на прессах подгибки кромок, состоящих из с-образной станины, неподвижного пуансона и подвижной матрицы, качающегося стола, манипулятора. Эта схема применяется на ВМЗ в линии ТЭСА 1020.
2) Шаговая подгибка кромки. Осуществляется следующим образом. К листу приближаются пресса. Далее осуществляется подгибка части кромки. Затем лист смещается, и пресса подгибают следующую часть кромки. Подгибка осуществляется на прессах подгибки кромок. Пресс представляет собой с-образную станину, пуансон и матрицу, прижимные механизмы. Длина рабочего инструмента 2-4 м. Такая схема подгибки существует на заводах ИТЗ, ВМЗ, ЧТПЗ в линии ТЭСА 1420.
3) Ролико-валковая подгибка кромки. Процесс осуществляется так. Ролики имеют определенный профиль, позволяющий постепенно формовать кромку. Лист проходит непрерывно через ролики. Формовка осуществляется на ролико-валковых машинах одновременно. Ролики имеют консольное крепление. Машина состоит из 4-6 пар роликов. Схема применяемая на ЧТПЗ выполнена следующим образом. Лист приходит на установку подгибки кромок. Кромки опускаются к матрице и роликами кромка гнется, до соприкосновения листа с матрицей. Затем лист покидает пресс.
4) Догибка продольных кромок. В линии 1420 ВТЗ формовка труб осуществляется в вальцах. Так как вальцы не формуют кромку, то её далее деформируют в роликовой машине. Для этого трубу устанавливают в положение, когда кромки направлены вниз. Труба входит в роликовый узел. Нижний ролик выполняет роль матрицы, а верхний роль пуансона.
2. Геометрические параметры профиля для однорадиусных, многорадиусных и многопараметрических (эвольвента) кривых профилей инструмента;
В зависимости от схемы кривой профиля инструмента рассчитывают геометрические параметры:
- радиус формовки участка и радиус расформовки участка;
- угол формовки участка и угол расформовки участка;
- длина участка.
Количество параметров зависит от количества участков, на которые условно можно разделить инструмент. Для однорадиусной схемы 3, для двухрадиусной - 6, для трехрадиусной - 9.

3. Последовательность определения гп профиля пуансона для базовой системы и системы расположения очага деформации кгп;
С
начала определяется ширина листа с
учетом увеличения диаметра при
экспандировании. Далее находится ширина
шага подачи пресса ПШФ. Затем непосредственно
находится длина подгибаемой кромки.
Длина кромки находится с учетом
переформовки кромки на прессе ПШФ.
Коэффициент переформовки выбирается
по экспериментальным данным. Строится
базовая эвольвента и находятся её
координаты (y,
z).
Затем переводим координаты эвольвенты
в координаты системы КГП. По координатам
в системе КГП находим длину соответствующую
длине кромки. Делим эту длину на 5 (10)
участков, определяем их начало, середину
и конец. Затем находим длину, радиус и
угол участка. После чего непосредственно
определяются координаты точек кромки.
Координаты кромок определяются по
принципу сопряженной сборки. При этом
с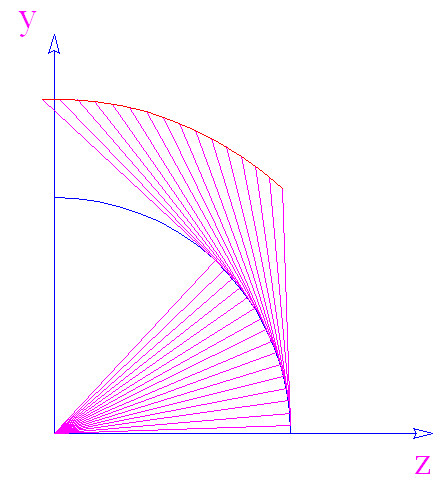 уммарный
угол не должен превышать 900.
уммарный
угол не должен превышать 900.