

5. Отпиливание металлов
5.1 Опиливание – процесс снятия слоя металла с поверхности заготовки при помощи различного вида напильников.
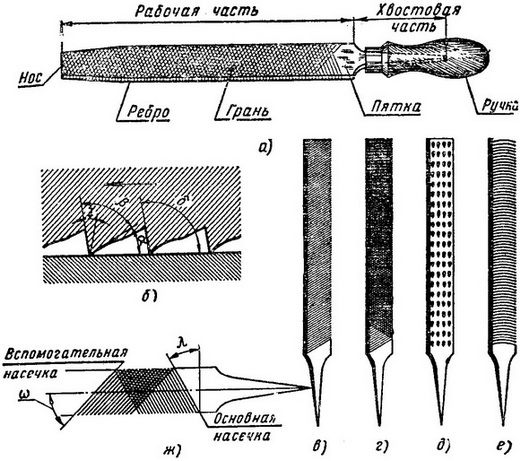
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
К обыкновенным относятся: плоские; квадратные; трехгранные; полукруглые; ромбические; круглые.
Рашпили – напильники с особым крупным клиновидным видом насечек(точечная насечка)
Надфили – мелкие напильники для обработки точных деталей.
Нельзя хранить напильники и надфили навалом, от этого зубья насечки затупляются и выкрашиваются. Во время работы нельзя класть напильник на замасленный верстак или браться за насеченную часть грязными руками— в масле или краске: от этого напильник быстро засаливается и перестает работать. Засаленный напильник или надфиль чистят куском твердого древесного угля, которым трут поперек напильника до полного удаления следов масла. Напильники нужно оберегать от воды,
загрязнения и особенно от абразивной пыли. Периодически насечку напильника прочищают стальной щеткой.
Ошибки при выполнении операции опиливании:
неверность выбора напильника
Неправильная работа напильником
Неправильное измерение
6. Резка металла
6.1 Резка – операция разделения металла на части, выполняется при помощи ручного, механического или электромеханического инструмента, а так же газовой резкой.
6.2. Сущность процесса резания.
Процесс резания осуществляется: рубки, резания, опиливание, сверление, притирки, шабрения.
Режущая часть любого металлорежущего инструмента имеет форму клина.
6
Рис 6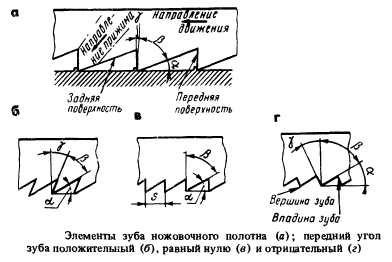
6.4. Приемы разрезания заготовки ножовкой.
Отметить место разрезания; закрепить деталь в тисках так, чтобы отрезаемая поверхность находилась слева; полотно должно находиться в горизонтальном положении; при окончании резания, нажатие ослабить и поддерживать отрезаемый кусок.
6.5 Образивная резка
Производится дисками, изготовленными из электокоронда, алмазной крошки и карбита кремния.
6.6. Правила безопасности при разрезании металла.
Нельзя выполнять резание со слабо или сильно натянутым полотном;
Чтобы избежать поломки полотна и ранения рук не следует сильно нажимать на ножовку;
Запрещается пользоваться со слабо насаженной или расколотой рукояткой
При выкрашивании зубьев, работу прекратить и доложить мастеру;
Для избежания соскакивания рукоятки и ранения рук, не ударять во время движения перед торцом рукоятки или разрезаемую деталь.
7. Опиливание металла и припасовка
7.1 Опиливание – процесс снятия слоя металла с поверхности заготовки при помощи различного вида напильников.
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
К обыкновенным относятся: плоские; квадратные; трехгранные; полукруглые; ромбические; круглые.
Рашпили – напильники с особым крупным клиновидным видом насечек(точечная насечка)
Надфили – мелкие напильники для обработки точных деталей.
Нельзя хранить напильники и надфили навалом, от этого зубья насечки затупляются и выкрашиваются. Во время работы нельзя класть напильник на замасленный верстак или браться за насеченную часть грязными руками— в масле или краске: от этого напильник быстро засаливается и перестает работать. Засаленный напильник или надфиль чистят куском твердого древесного угля, которым трут поперек напильника
до полного удаления следов масла. Напильники нужно оберегать от воды,
загрязнения и особенно от абразивной пыли. Периодически насечку напильника прочищают стальной щеткой.
Ошибки при выполнении операции опиливании:
неверность выбора напильника
Неправильная работа напильником
Неправильное измерение
7.2 Припасовка.
7.2.1 Припасовка это слесарная операция по взаимной пригонке двух сопряженных деталей способами опиливания.
Правила припасовки:
1. Припасовка двух деталей (пары) друг к другу должна выполняться в следующем порядке: вначале изготовляется и отделывается одна деталь пары (обычно с наружными контурами) – вкладыш, а затем по ней, как по шаблону, размечается и пригоняется (припасовывается) другая сопряженная деталь – пройма.
2. Качество припасовки следует проверять по просвету: в зазоре между деталями пары просвет должен быть равномерным.
3. Если контур пары деталей – вкладыша и проймы – симметричен, они должны при перекантовке на 180° сопрягаться без усилий с равномерным зазором.
Типичные дефекты при распиливании и припасовке деталей, причины их появления и способы предупреждения приведены в табл. 4.1.