

3.4. Обрезной штамп.
Обрезные штампы применяются для обрезки колпаков, полученных после вытяжки, в связи с тем, что в процессе вытяжки кромки фланца колпаков часто получаются неровными. На рис.2 приведена типовая конструкция штампа для обрезки фланца колпака. Установка колпака перед обрезкой на штампе производится фиксатором 5, закрепленным на обрезном пуансоне 4. Внутри матрицы 3 помещается выталкиватель 2, действующий от толкателя пресса через шпильку 1 и служащий для удаления обрезной детали из матрицы. Отходы, остающиеся на пуансоне, разрезаются ножами 6 на две части и падают на нижнюю плиту. Для обеспечения безопасности работы колпаков в штамп и удаления обрезанных деталей производят пинцетам.
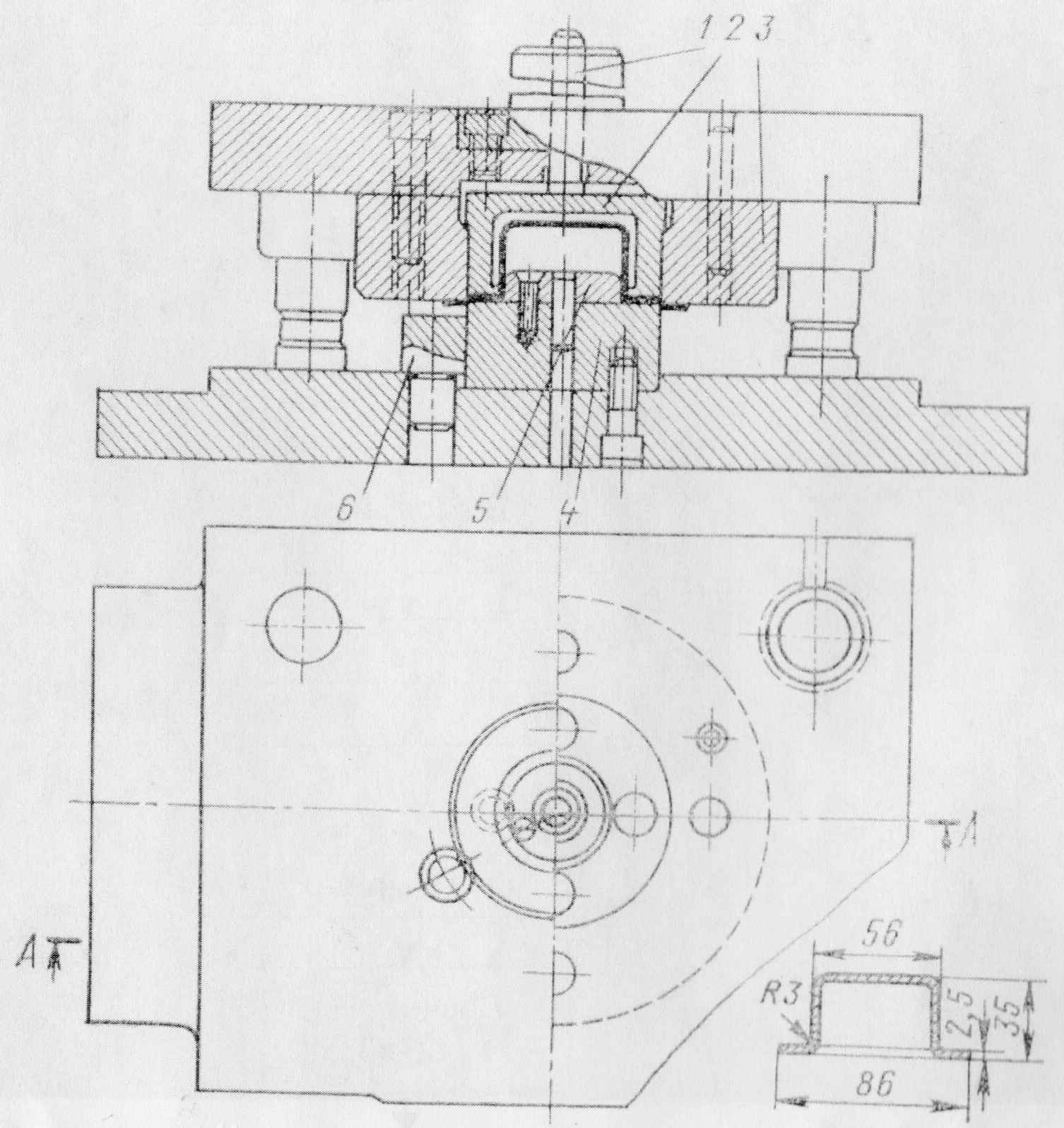
Рис 3.3. Штамп для обрезки фланца колпака.
3.5.Штампы для формоизменяющих операций. Штампы для гибки.
Штампы для гибки состоят в основном из тех же элементов, что и штампы для вырубки и пробивки. Главное отличие их заключается в конструкции и форме рабочих инструментов – пуансонов и матриц.
Штампы для гибки подразделяются на штампы простого, последовательного и совмещенного действия. В особую группу могут быть выделены штампы для гибки с наложением продольных, растягивающих или сжимающих сил.
В штампах простого действия за один ход подвижной части блока выполняется только одна операция или переход гибки. Штампы этой группы подразделяются на специальные и универсальные. Специальные штампы применяют для изготовления деталей простейшей формы однооперационной гибкой в одном штампе или для получения деталей сложной формы много переходной поэлементной гибкой в штампах простого действия. Универсальные штампы применяют для получения однотипных деталей простой формы, но разных размеров, однопереходной гибкой или для выполнения деталей сложной формы много переходной гибкой в одном и том же универсальном переналаживаемом штампе. Универсальные штампы обеспечивается изменением расстояния между опорами (полуматрицами) и заменой пуансонов для гибки.
На рис. 1(а) показан специальный штамп простого действия для одноугловой гибки. Рабочим органом его является пуансон 1 и матрица 2, прикрепленная к плите 3. заготовка устанавливается в штамп из регулируемого упора 4, который установлен на нижней плите 3.
На рис. 1(б) показан специальный штамп простого действия для двухугловой гибки. Матрица 1 этого штампа состоит из правой и левой половинки. Между матрицами находиться опорная планка 2, выполняющая роль выталкивателя при обратном ходе ползуна пресса. Заготовка устанавливают в штамп по регулируемому упору 3.
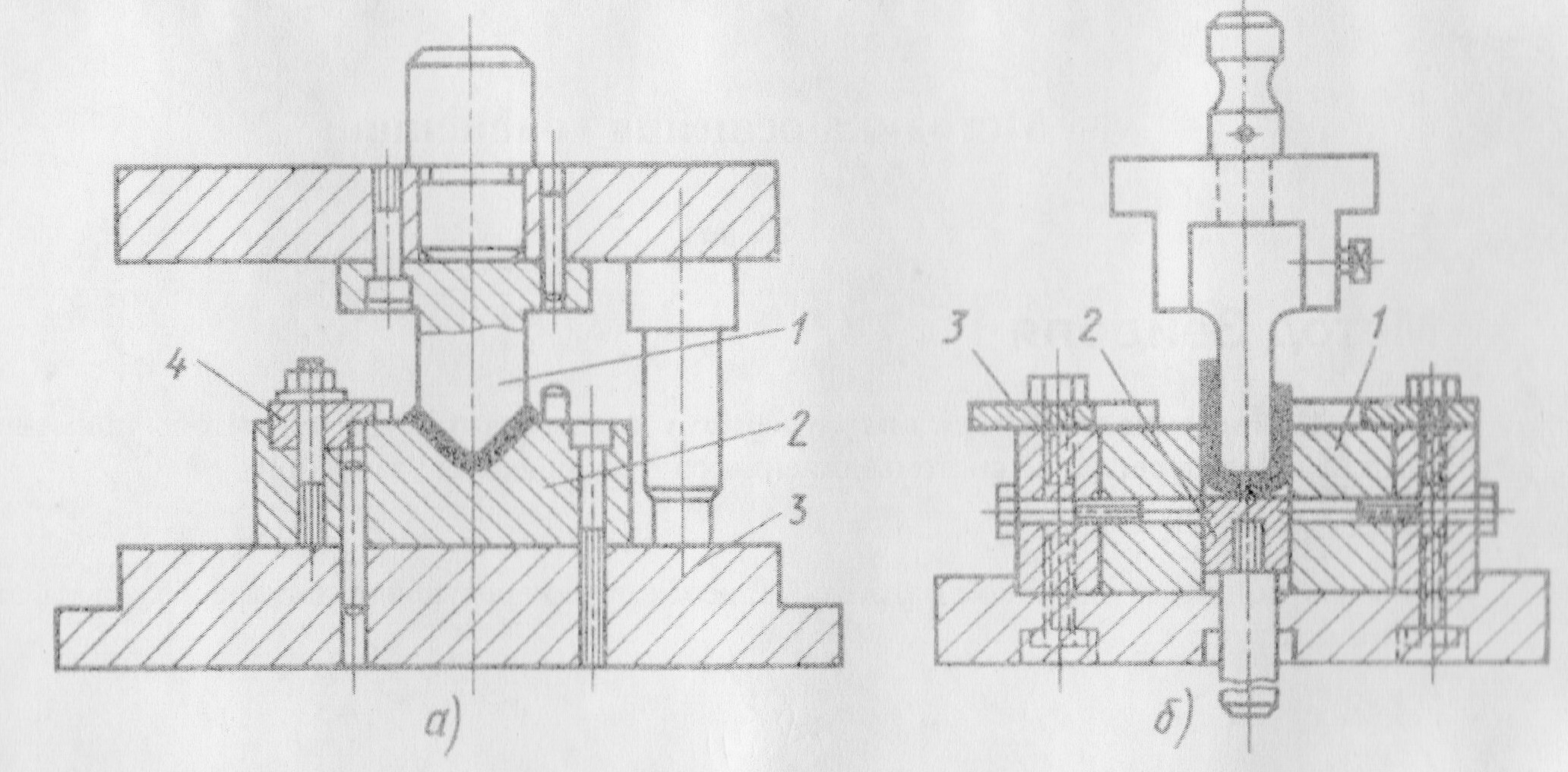
Рис.3.4. Штамп простого действия для гибки:
а – одноугловой детали; б – двухугловой детали
Штампы для вытяжки и комбинированные штампы
Конструктивное исполнение штампов для вытяжки зависит от способа вытяжки (первый и последующий), применяемого оборудования (прессы простого и двойного действия) и числа одновременного выполняемых переходов за один ход подвижной части штампа. Штампы для вытяжки, как и штампы для вырубки пробивки и гибки, подразделяются на штампы простого, совмещенного и последовательного действия.
Штампы для первой операции вытяжки без прижима заготовки (рис.1.) отличаются простой конструкции. Он состоит из пуансона 1, который при относительно малом диаметре выполняется как одно целое с хвостовиком, матрицы 2, имеющей выточку для фиксации заготовки и выточку для облегчения проталкивания полуфабриката сквозь матрицу и съема детали при обратном ходе пуансона. Высота рабочего пояска 4-6 мм , угол наклона образующей рабочей части 15-45. Матрицу прикрепляют к нижней плите 3 при помощи установочного кольца 4. Зазор между пуансонами и матрице принимается равным 1,2-1,3 толщины заготовки, радиусы скругления пуансона и матрицы rп и rм равны 4-6 толщинам заготовки.
Для устранения возможности образования вакуума при съеме вытянутого стакана с пуансона в нем предусмотрено центральное отверстие, через которое может поступать воздух в полость между торцом пуансона и дном вытянутого стакана. Штамп устанавливают на пресс простого действия, работа ведется «на провал».
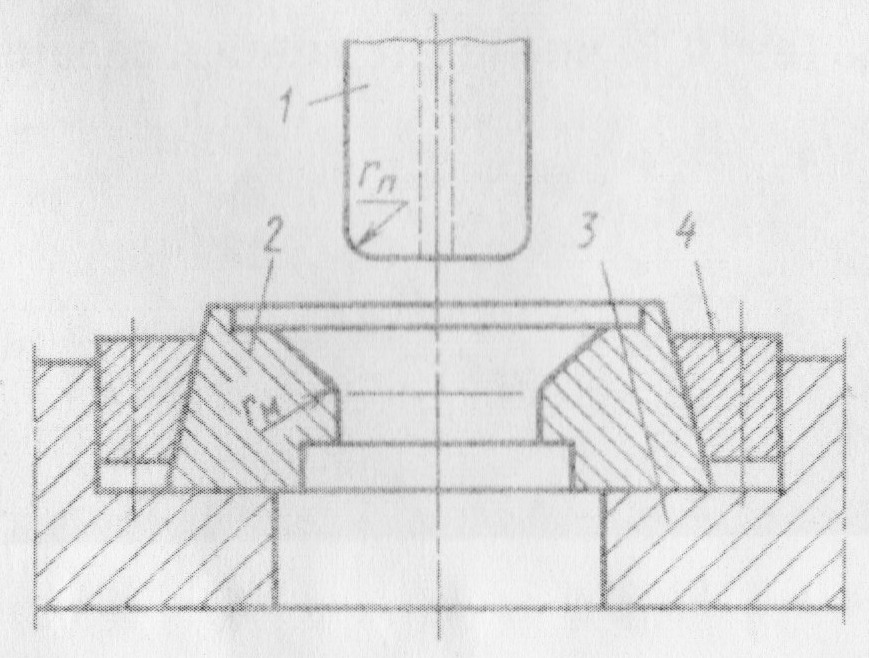
Рис.3.5. Штамп простого действия для вытяжки без прижима заготовки
Схема штампа для первой операции вытяжки с прижимом заготовки показана на рис 2(а). Штамп состоит из матрицы 1, прикрепленной к верхней плите 3 при помощи матрицедержателя 2; пуансона 5, прикрепленного к нижней плите 13; прижимного кольца 6, опирающегося на три штифта 7; буферного устройства, состоящего из штока 8, опорных шайб 9 и 11, пружины 10 и регулировочных гаек 12.
Плоскую заготовку устанавливают на прижимное кольцо 6 и фиксируют на нем при помощи упоров 15. При ходе подвижной части штампа вниз матрица опускается и прижимает фланец заготовки к прижимному кольцу, которое также опускается, сжимая пружину 10. При этом заготовка втягивается в матрицу, опираясь на пуансон. При обратном ходе ползуна пресса прижимное кольцо под действием буферного устройства возвращается в исходное положение, фиксируемое винтами 14, а выталкиватель 4 удаляет вытянутую деталь из матрицы.
Схема штампа для первой операции вытяжки с прижимом заготовки на пресс двойного действия показана на рис. 2(б). Отличительная особенность прессов двойного действия заключается в том, что они имеют два ползуна: внешний и внутренний, которые совершают рабочий ход неодновременно: вначале опускается внешний ползун, а затем – внутренний. Применение пресса двойного действия позволяет существенно упростить конструкцию штампа для вытяжки. Он состоит всего из трех основных деталей: пуансона 1, прикрепляемого к внутреннему ползуну пресса, прижимного кольца 2, установленного на внешнем ползуне пресса, и матрицы 4. Плоскую заготовку устанавливают на матрицу и центрируют на ней по упорам 3. После включения пресса опускается внешний ползун вместе с прижимным кольцом 2 штампа, которое прижимает заготовку к матрице 4 . Затем опускается внутренний ползун вместе с пуансоном 1, втягивающим заготовку в матрицу. При обратном ходе выталкиватель 5 удаляет вытянутую деталь из матрицы на ее поверхность.
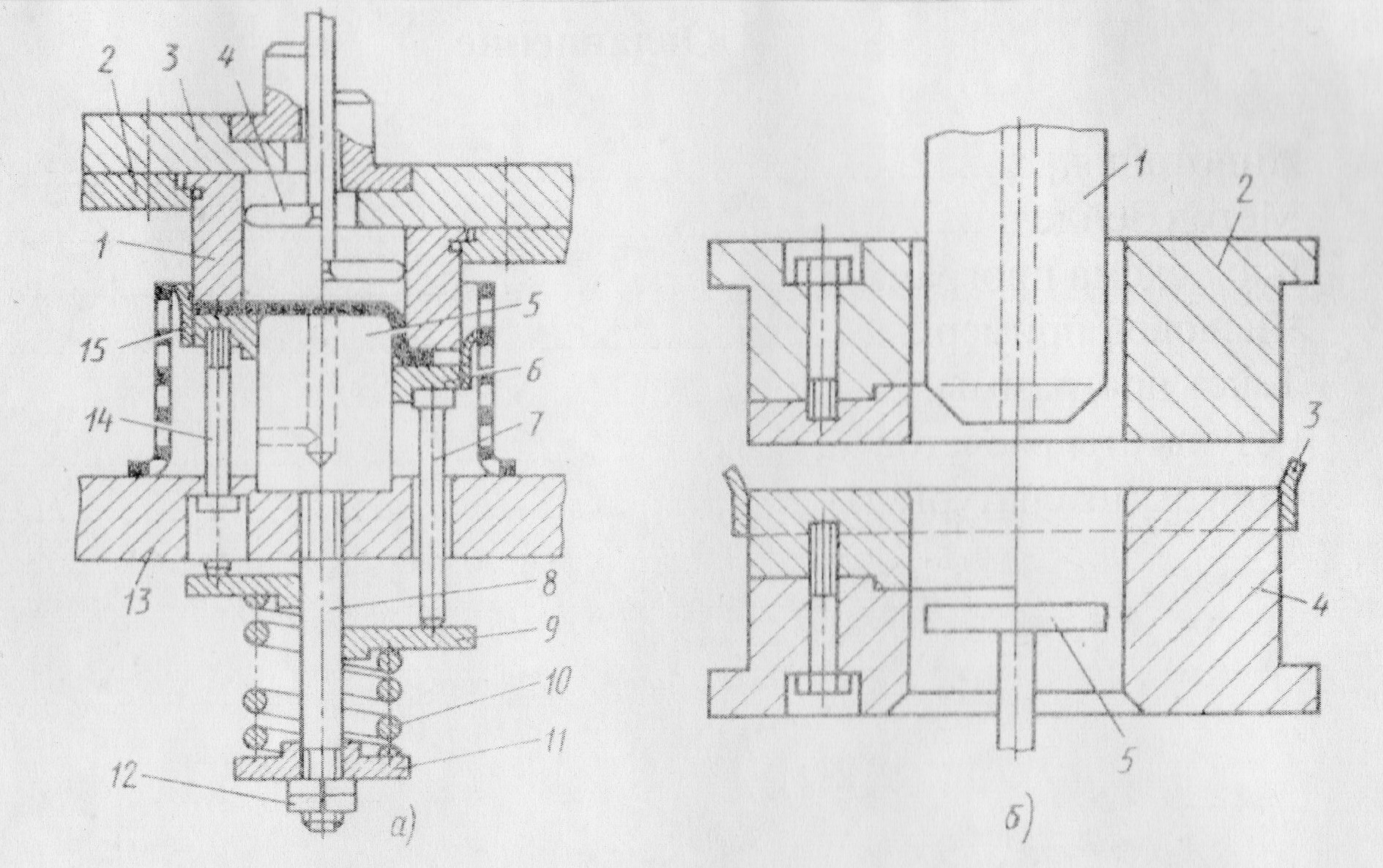
Рис.3.6. Штамп первой операции вытяжки с прижимом заготовки: а- на прессе простого действия; б- на прессе двойного действия
Схема штампа для второй операции вытяжки с прижимом заготовки на пресс простого действия показана на рис.3 . Данный штамп сходен по своей конструкции со штампом для первой операции вытяжки на прессе простого действия (см.рис. 2а) . Отличие состоит в форме прижимного кольца, наружный диаметр которого соответствует внутреннему диаметру полуфабриката, полученного после первой операции вытяжки, а высота рабочей части кольца на 20-25 мм выше высоты этого полуфабриката. Заготовку-полуфабрикат надевают на прижимное кольцо 3, находящееся в верхнем положении. При опускании подвижной части штампа вниз матрица 1 прижимает донную часть заготовки к прижимному кольцу 3, которое также опускается, сжимая пружину буфера. При этом заготовка втягивается в матрицу 1, опираясь на пуансон 2. Диаметр заготовки уменьшается, а высота увеличивается. При обратном ходе прижимное кольцо возвращается в исходное положение, фиксируемое буртом ограждающего кольца 4, а выталкиватель 5 удаляет деталь из матрицы.
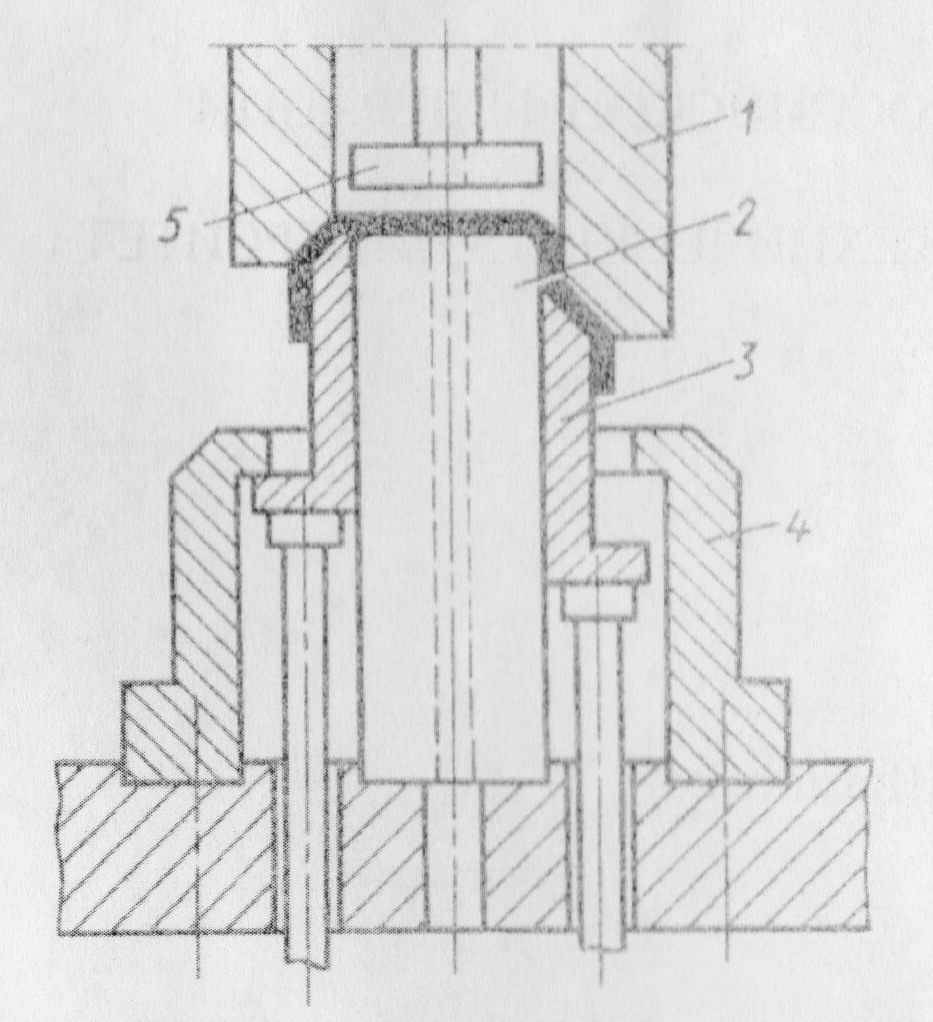
Рис.3.7. Штамп для последующих операций вытяжки на прессе простого действия
Штампы совмещенного действия предназначены для выполнения двух переходов вытяжки или двух и более разноименных операций (вырубка-вытяжка, вырубка ---I и II переходы вытяжки, вырубка – вытяжка-пробивка и пр.) в пределах одного шага подачи за один ход подвижной части штампа.
Конструкции штампа совмещенного действия зависит от вида оборудования (прессы простого или двойного действия).
Схема штампа совмещенного действия или вырубка заготовки и вытяжки с прижимом на прессе простого действия показана на рис.4(а). Штамп состоит из следующих деталей: пуансона-матрицы 1, наружный диаметр которого равен диаметру заготовки, а внутренний – диаметру вытягиваемого изделия, матрицы для вырубки 2, прижимного кольца 3, пуансона для вытяжки 4, верхнего выталкивателя 6 и съемника 5 отхода.
Детали штампов прикреплены к штамповому блоку, состоящему из верхней и нижней плит, хвостовика и направляющих колонок и втулок(на рисунке они не показаны). Направляющие колонки и втулки обеспечивают равномерный зазор между контуром матрицы и пуансона. Штамповка ведется из полосы или листа, которые подаются в штамп до упора. При опускании подвижной части штампа происходит вначале вырубка заготовки, а затем вытяжка. При этом прижимное кольцо 3 сжимает пружину буферного устройства, а заготовка постепенно втягивается в матрицу 1, опираясь на пуансон 4. При обратном ходе прижимное кольцо 3 выполняет роль съемника детали с пуансона, выталкиватель 6 удаляет деталь из пуансона-матрицы 1, а съемник 5 снимает отход с пуансона для вырубки.
Схема штампа совмещенного действия для вырубки и вытяжки с прижимом заготовки на прессе двойного действия показана на рис.4(б). Штамп состоит из матрицы 1 для вырубки и прижимного кольца 2, прикрепленных к верхней плите, пуансона матрицы 4 и съемника отхода 5, прикрепленного к нижней плите, пуансона 3 и выталкивателя 6. Штамповка ведется из ленты или листа, подаваемых в штамп до упора. После включения пресса опускается внешний ползун с верхней плитой штампа, на которой установлена матрица 1 и прижатие ее к зеркалу пуансона матрицы 4. Затем опускается внутренний ползун пресса вместе с прикрепленным к нему пуансоном3, в результате чего происходит втягивание заготовки в матрицу 4. При обратном ходе пресса выталкиватель 6 удаляет деталь из матрицы, а съемник отхода 5 снимает отход с пуансона - матрицы 4,направляющие колонки и втулки, установленные на нижней и верхних плитах штампа, обеспечивают равномерный зазор между матрицей и пуансоном.

Рис.3.8. Комбинированный штамп для вырубки и вытяжки: а- на прессе простого действия; б- на прессе двойного действия