

31 Розрахунок згинних елементів у пружно-пластичній стадії роботи матеріалу
35,36 Розрахунок позацентрово навантажених елементів
Довгі гнучкі та короткі жорсткі позацентрово навантажені елементи залежно від розрахункової схеми можуть бути позацентрово розтягнутими (розтягнуто-зігнутими) і позацентрово стиснутими (стиснуто-зігнутими).
До позацентрово розтягнутих відносять елементи, в яких одночасна робота на розтяг та згин може відбуватися як від позацентрово розміщених розтягуючих сил (рис.3.14,а), так і від спільної дії сил, центрально розтягуючих елемент, та сил, що викликають поперечний згин (рис.3.14,б).
У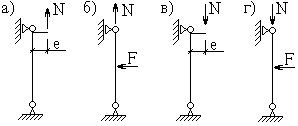 позацентрово стиснутих елементах
(рис.3.14,в) стискаюча сила прикладається
з ексцентриситетом “е”. При одночасному
прикладанні поздовжньої осьової
стискаючої сили і поперечного навантаження,
яке викликає згин, стержень буде
стиснуто-зігнутим (рис.3.14,г).
позацентрово стиснутих елементах
(рис.3.14,в) стискаюча сила прикладається
з ексцентриситетом “е”. При одночасному
прикладанні поздовжньої осьової
стискаючої сили і поперечного навантаження,
яке викликає згин, стержень буде
стиснуто-зігнутим (рис.3.14,г).
Рисунок 3.14 - Розрахункові схеми позацентрово навантажених елементів
Розрахунок позацентрово навантажених елементів ведуть за І гр. граничних станів, а саме:
позацентрово розтягнутих і коротких позацентрово стиснутих – на міцність в пружній стадії роботи сталі або з врахуванням розвитку пластичних деформацій;
довгих гнучких позацентрово стиснутих – на стійкість.
Розрахунок позацентрово розтягнутих і коротких позацентрово стиснутих елементів, виконаних із сталі високої міцності з межею текучості sу>530 МПа, при дії статичного та динамічного навантаження слід виконувати за формулою:
N Mx My
s = ¾ ± ¾¾ · y ± ¾¾ · x £ Rygc ,
An Ix, n Iy, n
де N, Mx i My – абсолютні значення відповідно поздовжньої сили і згинаючих моментів при найбільш несприятливому їх сполученні;
х і у – координати точки перерізу, що розглядається, відносно його головних осей.
Стиснуто-зігнуті стержні прирівнюються до позацентрово стиснутих і обидва види стержнів розраховуються однаково.
Основними перевірками для довгих позацентрово стиснутих елементів є дві перевірки стійкості: в площині і з площини дії момента.
Умова стійкості в площині дії момента дії момента має вигляд
де jе – коефіцієнт зниження розрахункового опору при позацентровому стиску для запобігання втрати стійкості, jе визначається за СНиП залежно від конструктивного оформлення стержня.
jе < 1.
Розрахунок на стійкість позацентрово стиснутих елементів постійного перерізу з площини дії моменту при згині їх в площині найбільшої жорсткості (Іх > Іу), яка співпадає з площиною симетрії, слід виконувати за формулою:
де с – коефіцієнт, який обчислюється за СНиП;
jу –коефіцієнт поздовжнього згину, що визначається як для центрально стиснутого стержня за гнучкістю
39 Переваги та недоліки зварювання. Види зварювання в будівництві
В будівництві в основному застосовується електродугове зварювання. Воно було винайдене російським інженером М.М.Бенардосом (1882 р.) і вдосконалене в 1888 р. М.Г.Славяновим.
Електродугове зварювання основане на явищі виникнення електричної дуги між стальним стержнем (електродом) і зварюваними стальними деталями, яка розплавлює основний метал і метал електроду, змішує їх, в результаті чого при охолодженні утворюється зварний шов, з'єднуючий окремі деталі в одне ціле.
Переваги зварювання перед болтовими з’єднаннями:
до 20% знижується трудомісткість виготовлення конструкцій;
на 10…20% знижується металомісткість;
с
 прощується
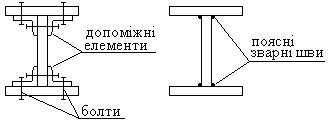
конструктивна форма:
прощується
конструктивна форма:
Рисунок 4.1 - Конструктивна форма складених балок
підвищується можливість автоматизації процесу виготовлення конструкцій (з використанням зварювальних агрегатів).
Недоліки зварювання:
чутливість до концентрації напружень (зварні напруження приводять до крихкого руйнування при динамічних навантаженнях або понижених температурах);
м
 ожливе
деформування елементів внаслідок
усадки зварних швів.
ожливе
деформування елементів внаслідок
усадки зварних швів.
Рисунок 4.2 - Деформація внаслідок усадки шва
40За ступенем автоматизації електродугове зварювання поділяється на три види: ручне; напівавтоматичне; автоматичне.
Охарактеризуємо коротко кожний вид.
Ручне: виконується зварником за допомогою електродів. Це найбільш повільне та трудомістке зварювання. Залежить від кваліфікації зварника: він має витримувати постійну відстань між електродом та конструкцією, що досить важко. Але це зварювання найбільш універсальне і широко застосовується при монтажі конструкцій. Може використовуватися в любому положенні, а також в тяжко доступних місцях.
Електроди поділяються на окремі типи, позначаються Е42…Е85. Число вказує межу міцності на розтяг металу шва у кг/мм2 (наприклад Е42 – 42 кг/мм2). Після числа може стояти літера “А” (Е42А). Вона означає підвищену пластичність.
Напівавтоматичне: ведеться зварювальним напівавтоматом, який вздовж шва пересуває зварник. Останні операції виконуються автоматично.
Автоматичне: ведеться за допомогою голого електродного дроту, який автоматично подається до місця зварювання, під шаром флюсу або в середовищі інертного газу, які перешкоджають попаданню в розплавлений метал шкідливих домішок (вуглецю та кисню з повітря). Дає можливість в 5-10 разів підвищувати продуктивність (в порівнянні з попередніми видами зварювання).
Тип електроду або марка дроту призначається так, щоб міцність матеріалу шва була не нижчою міцності сталі з’єднуваних елементів