Изм

Содержание
Введение 4
1 Исходные данные для разработки РТК 5
2 Выбор основного оборудования 11
3 Выбор промышленного робота для РТК 26
4 Выбор вспомогательного оборудования для РТК 29
5 Анализ возможных вариантов компоновок РТК 31
6 Построение и расчет элементов траектории захватного устройства ПР 33
7 Расчет допустимых скоростей перемещения заготовки (детали) 35
8 Построение циклограммы функционирования РТК 37
9 Определение основных показателей РТК 40
10 Заключение 42
Список использованной литературы 41
Курсовой проект по дисциплине “Проектирование Технологических Комплексов”
Введение
Прогрессивное развитие технологических процессов в области технологии машиностроения должно проходить путем механизации и автоматизации, обеспечивающих непрерывный рост производительности труда, снижению себестоимости выпускаемой продукции и повышению ее качества.
Интенсивное развитие наиболее прогрессивных областей техники вызывает частое обновление продукции. В последнее время практически во всем мире появились тенденции увеличить разнообразие выпускаемых изделий. А применение технологического оборудования с ЧПУ обеспечивает необходимую гибкость производства изделий.
В настоящее время разнообразное технологическое оборудование с ЧПУ и робототизированные технологические комплексы объединяют в единые производственные комплексы с помощью транспортной и управляющей систем, обеспечивающих функционирование этих комплексов в автоматическом режиме в течении заданного интервала времени, и обладающих свойством автоматической переналадки при производстве изделий произвольной номенклатуры в установленных пределах. Эти комплексы называют ГПС.
Робототизированным технологическим комплексом (РТК) называется совокупность промышленного робота, основного оборудования, непосредственно выполняющего операции технологического процесса и вспомогательного оборудования автономно функционирующая.
В данном курсовом проекте будет разрабатываться базовая компоновка РТК на сверлильную операцию для обработки вала-шестерни в среднесерийном производстве, позволяющая сократить время на выполнение операции и повысить качество изготавливаемых деталей.
1 Исходные данные для разработки ртк
К исходным данным относят:
- рабочий чертеж детали;
- рабочий чертеж заготовки;
- годовой объем выпуска деталей (N=3600 шт.);
- маршрутный технологический процесс.
Деталь представлена на рисунке 2
Материал детали – сталь 45 ГОСТ 1050-88.
Твердость детали – 220…270HB.
Масса детали – 9 кг.
В соответствии с объемом выпуска, массой детали, а также норм времени на каждую операцию принимаем среднесерийный тип производства.
Для среднесерийного производства заготовку экономически целесообразно получать штамповкой на КГШП, что повышает коэффициент использования материала и уменьшает время на обработку, так как заготовка наиболее приближена по форме и размерам к детали. Соответственно, увеличивается производительность выпускаемой продукции и уменьшается ее себестоимость.
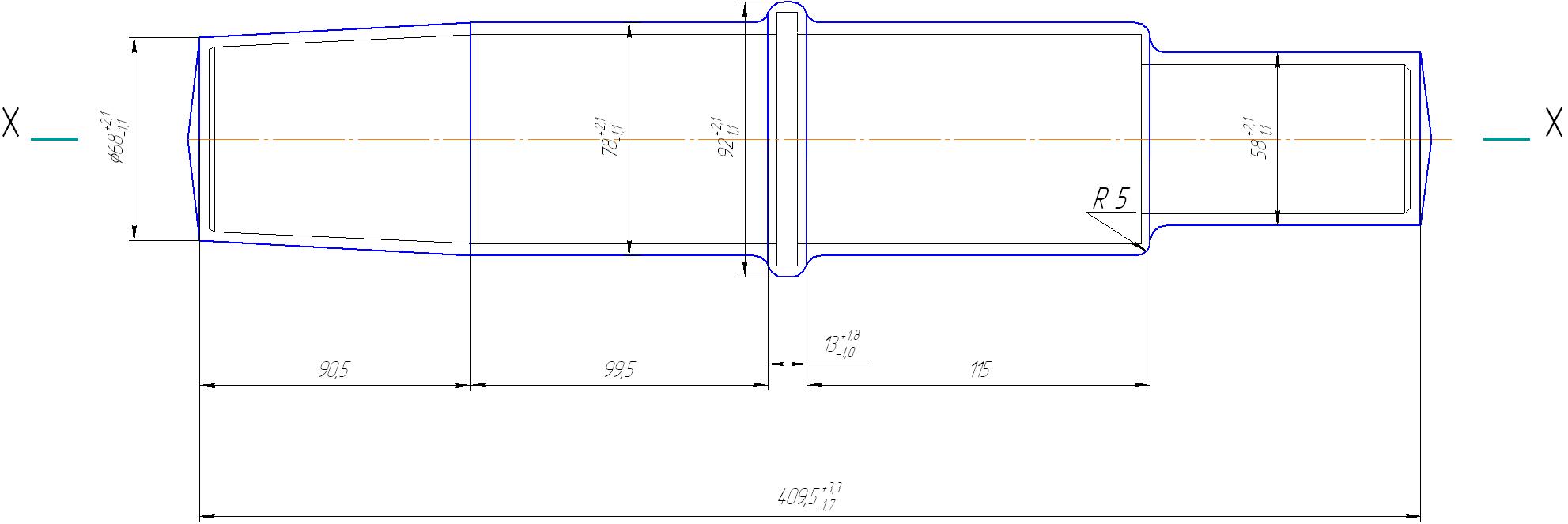
Рисунок 1 – Рабочий чертеж заготовки
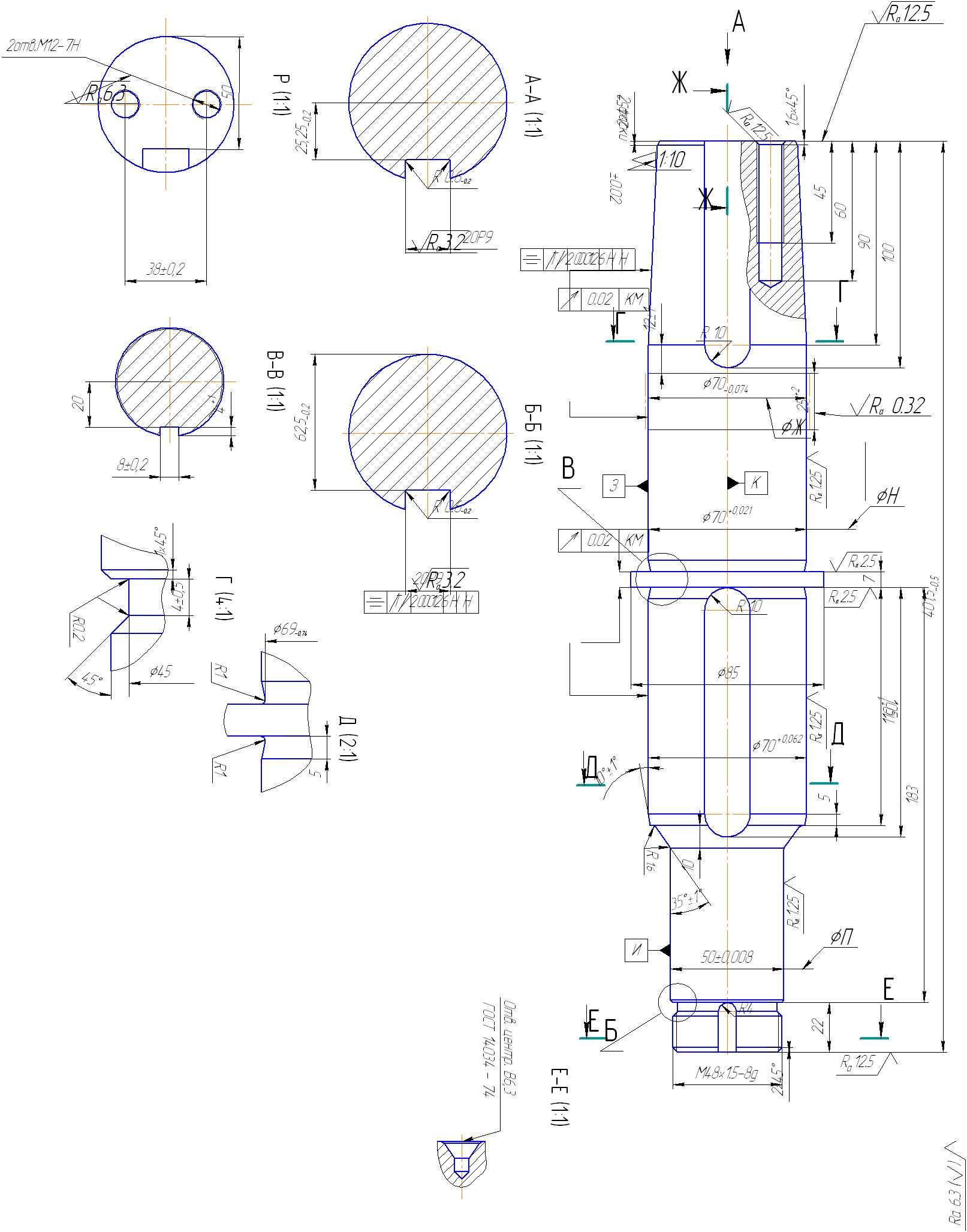
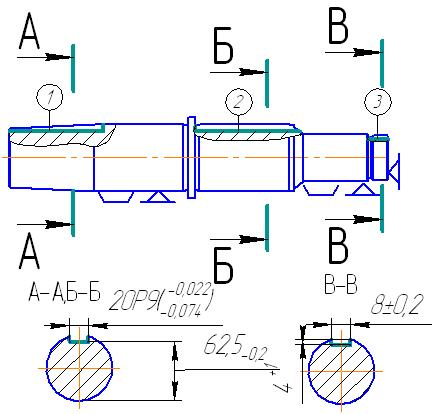
Рисунок 2 – Рабочий чертеж детали
Маршрутный технологический процесс обработки детали приводим в таблице 1.
Таблица 1 – Маршрутный техпроцесс изготовления вала-шестерни
№ операции |
Наименование и краткое содержание операции |
Технический эскиз |
Режущий инструмент |
Модель станка |
1 |
2 |
3 |
4 |
5 |
05 |
Заготовительная |
|
Штамп |
КГШП |
10 |
Фрезерно-центровальная 1 Фрезеровать две поверхности 1 одновременно 2 Сверлить два центровочных отверстия 2 одновременно |
|
Фреза торцовая Ø160; Т15К6 Сверло центровочное Ø6,3; Р6М5 |
МР-75 |
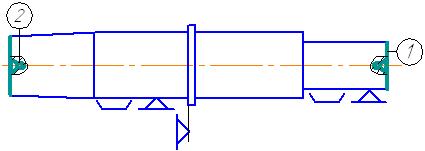
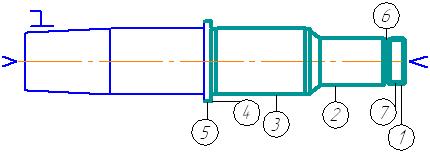
15 |
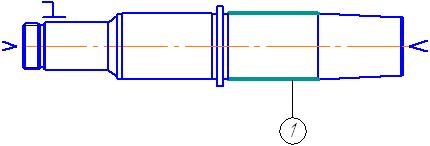
Токарная с ЧПУ 1 Точить начерно поверхности 1, 2, 3, 4,5 и фаски 2 Точить начисто поверхности 2, 3 и фаски 3 Точить канавку 6 4 Точить резьбу7 |
|
Резец проходной 16×25; Т15К6 канавочный, резьбовой |
16К20Ф3 |
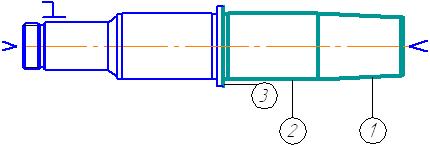
20 |
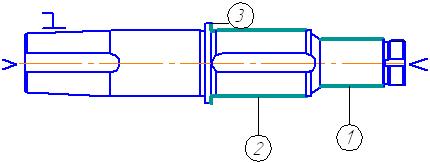
Токарная с ЧПУ 1 Точить начерно поверхности 1, 2, 3, и фаски 2 Точить начисто поверхности 1, 2 и фаски |
|
Резец проходной 16×25; Т15К6 |
16К20Ф3 |

Продолжение таблицы 1
1 |
2 |
3 |
4 |
5 |
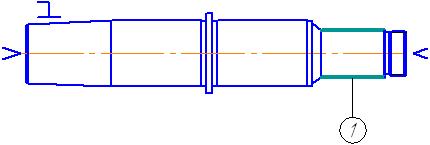
25 |
Шлифовальная с ЧПУ 1 Шлифовать поверхность 1 |
|
Круг шлифовальный |
3М151Ф2 |
30 |
Шлифовальная с ЧПУ 1 Шлифовать поверхность 1 |
|
Круг шлифовальный |
3М151Ф2 |
35 |
Фрезерная с ЧПУ 1 Фрезеровать паз 1,2 2 Фрезеровать паз 3 |
|
Фреза концевая Ø20; Р6М5 Ø8; Р6М5 |
6Р13Ф3 |
Продолжение таблицы 1
1 |
2 |
3 |
4 |
5 |
40 |
Термическая |
|
|
|
45 |
Сверлильная с ЧПУ 1 Засверлить два отверстия1 последовательно 2 Сверлить два отверстия 2 последовательно 3 Зенковать в двух отверстиях фаску 3 последовательно 4 Нарезать резьбу 4 в двух отверстиях последовательно |
|
Сверло центровочное Ø4; Р6М5; Сверло спиральное Ø10; Р6М5; зенковка Р6М5; Метчик М12 Р6М5; |
ГДВ500 |
50 |
Торце-круглошлифовальная Установ А 1 Шлифовать поверхности 1,2,3 Установ Б Шлифовать поверхности 1,2
|
Установ А
Установ Б
|
Круг шлифовальный |
3Т160 |

Продолжение таблицы 1
1 |
2 |
3 |
4 |
5 |
55 |
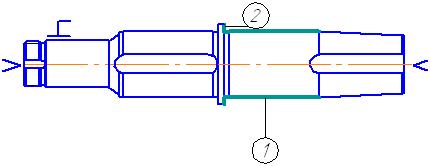
Круглошлифовальная 1 Шлифовать поверхность 1
|
|
Круг шлифовальный |
3М153 |
60 |
Токарная 1 Накатывание поверхности 1 2 Полирование поверхности 2 |
|
Накатник; Шкура полировальная тканевая 770*50 ГОСТ 6009-82 |
1К62 |
65 |
Контрольная |
|
|
Стол ОТК |