

Испытания рэс на воздействие линейного ускорения
Испытания проводят с целью проверки способности изделий противостоять разрушающему действию линейного ускорения и выполнять функции в процессе воздействия линейного ускорения, если это указано в стандартах и ТУ на изделия и ПИ, а также для проверки структурной прочности изделия в процессе производства.
Центрифуга должна обеспечивать получение линейного (центрост-ремительного) ускорения, значение которого соответствует требуемой степени жесткости.
Испытания проводят путем воздействия линейного ускорения, значение которого должно соответствовать одному из указанных в табл. 4.15.
Ускорение устанавливают по показаниям средств измерения с допустимым отклонением ± 10 % от заданного значения.
Режимы испытаний на линейное ускорение
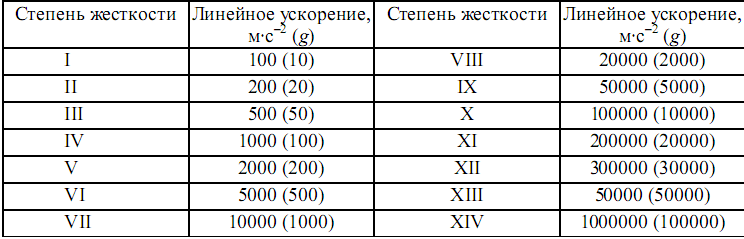
Примечание. Испытания по степеням жесткости XII – XIV предусмотрены для проверки структурной прочности изделий в процессе производства.
Время
разгона или торможения центрифуги
![]() в секунду должно удовлетворять
условию:
в секунду должно удовлетворять
условию:
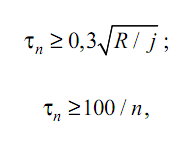
где j – линейное ускорение, g; R – расстояние от центра вращения центрифуги до контрольной точки, см; N – частота вращения платформы центрифуги, об/мин.
Продолжительность испытания – 3 мин в каждом направлении при испытании с ускорением до 5000 м·с–2 (500 g), если большее время не требуется для контроля и измерения параметров изделий.
В процессе испытания, если указано в стандартах и ТУ на изделия и в ПИ, проводят контроль параметров изделий. Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и в ПИ.
Контроль показателей надежности при заданных планах испытаний 171
Контроль показателей надежности в процессе испытаний имеет цель обеспечить приемку РЭС с уровнем надежности R ≥ RТР и их браковку при R < RТР, где RТР – требуемый уровень надежности РЭС данного типа.
Как отмечалось ранее, вероятность приемки любого устройства в зависимости от его качества, в том числе и его важнейшего показателя – надежности оценивается с помощью оперативной характеристики плана контроля. На рис. 7.4 показаны два вида оперативных характеристик плана контроля надежности – идеальная и реальная.
Получение идеальной оперативной характеристики с уровнем надежности RТР связано с необходимостью проведения испытания очень большого объема выборки однотипных изделий РЭС, что практически можно считать недопустимым. На реальной оперативной характеристике указываются уровни приемочного R0 и браковочного R1 показателей надежности и соответствующие этим уровням вероятности рисков поставщика α и заказчика β.
Как видно из рис. 7.4, α = 1 – L(R0), а β = L(R1). Изделия с уровнем надежности R ≥ R0 считаются удовлетворяющими техническим требованиям и принимаются. Изделия с уровнем R < R1 бракуются.
Числа R1, α и β определяют точки а, β реальной оперативной характеристики, что позволяет выбрать план контроля и объем выборки n при испытании. При этом объем выборки n является единственным ограничением, не позволяющим произвольно уменьшать риски а и β и тем самым сближать приемочный R0 и браковочный R1 уровни.