

Расчет привода конвейера
Исходные данные для расчета
На конвейере происходит подача листового (2500х500х40 мм) и трубного (Ø 400 мм) проката. Конвейер имеет 5 стальных роликов Ø 110 мм и длиной 503 мм. Звездочки цепной передачи имеют 12 зубьев. Диаметр опорных цапф роликов d=40 мм. Одновременно на конвейере может находиться только одна плита, либо труба.
Макс. скорость –

Макс. допустимое ускорение –

Наружный диаметр роликов –

Внутренний диаметр роликов –
Диаметр звездочек –

Максимально допустимая масса –

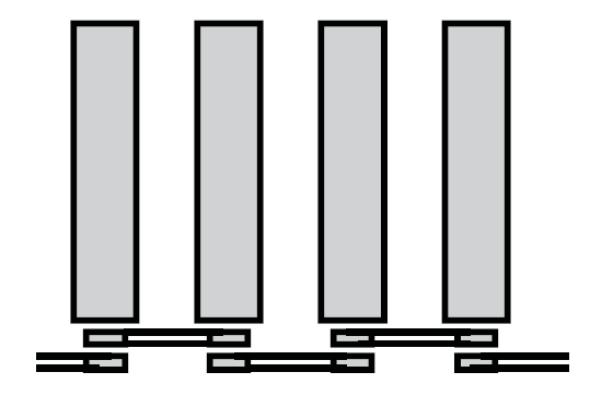
Рис. 27 Расположение цепей
Расчет параметров двигателя
Сила сопротивления качению: сила сопротивления рассчитывается также, как и для привода транспортного устройства.
 (1)
(1)
Где,
![]() - сила сопротивления качению;
- сила сопротивления качению;
![]() -
коэффициент трения в подшипниках (для
подшипников качения
-
коэффициент трения в подшипниках (для
подшипников качения
![]() );
);
![]() - трение качения
(для пары сталь/сталь
- трение качения
(для пары сталь/сталь
![]() );
);
![]() - коэффициент
трения обода и реборды колеса (
- коэффициент
трения обода и реборды колеса (![]() ).
).
 (2)
(2)
Статистическая мощность
КПД цепной передачи
![]() для каждого полностью охваченного
элемента. Как видно из расположения
цепи в нашем случае имеется 5 полностью
охваченных звездочек. Таким образом, с
учетом числа обхватов = 5 получаем КПД
цепной передачи:
для каждого полностью охваченного
элемента. Как видно из расположения
цепи в нашем случае имеется 5 полностью
охваченных звездочек. Таким образом, с
учетом числа обхватов = 5 получаем КПД
цепной передачи:
![]() (3)
(3)
При этом необходимая
статистическая мощность двигателя при
КПД редуктора
![]() :
:
![]() (4)
(4)
Внешний момент инерции и моменты двигателя
В данном случае внешний момент инерции состоит из моментов инерции плиты и роликов. В таких условиях моментом инерции цепей можно пренебречь.
Момент инерции плиты:
 (5)
(5)
Объем ролика:
 (6)
(6)
Масса ролика:
![]() (7)
(7)
Момент инерции ролика:
![]() (8)
(8)
Чтобы привести момент инерции ротора двигателя и внешний момент инерции к общей базе отсчета, последний необходимо пересчитать с учетом передаточного числа редуктора.
Внешний момент инерции:
 (9)
(9)
Частота вращения выходного вала рассчитывается по скорости подачи плиты и диаметру роликов.
Частота вращения выходного вала:
![]() (10)
(10)
Таким образом, приведенный к валу двигателя момент инерции одного ролика:
![]() (11)
(11)
В этом случае внешний момент инерции:
![]() (12)
(12)
Динамический момент на входе редуктора, необходимый для разгона нагрузки (без учета массы ротора).
Динамический момент:
 (13)
(13)
Динамическая мощность:
![]() (14)
(14)
Полная потребляемая мощность (без учета мощности на ускорение ротора двигателя, которая еще не определена) составляет:
![]() (15)
(15)
Выбор двигателя
На основе проделанных расчетов выбираем двигатель мощностью 0,18 кВт – АИС63 В4 (Рис. 28):

Рис. 28 Асинхронный двигатель АИС63 В4
Технологический раздел
Проектирование технологических процессов.
Для проектирования технологического процесса изготовления изделия необходимо иметь следующую информацию:
краткое описание, определяющее служебное назначение, изделия;
технические условия и нормы, определяющиеся ее служебным назначением;
рабочие чертежи изделия;
данные о количестве изделий, намеченных к выпуску по неизменным чертежам;
условия, в которых предполагается организовать и осуществить подготовку, изготовление и выпуск изделия (действующий завод или вновь создаваемое производство, цех, участок);
местонахождение завода, цеха с целью выяснения возможности кооперирования с другими заводами, цехами или участками;
плановые сроки подготовки, освоения нового вида изделия и организации его выпуска.
Задачей каждого технологического процесса является наиболее экономичное изготовление изделия, отвечающего служебному назначению.
В соответствии с этим технологический процесс рекомендуется разрабатывать (проектировать) в следующей последовательности:
Ознакомление и изучение служебного назначения изделия.
Изучение и критический анализ условий и норм точности, производительности и т.п., определяющих служебное назначение изделия.
Ознакомление с количеством выпуска в единицу времени по неизменным чертежам, необходимое для выбора наиболее экономичного варианта технологического процесса; степени механизации и автоматизации.
изучение рабочих чертежей изделия и критический анализ возможности выполнения изделием служебного назначения, намечаемых конструктором методов получения точности; выявление и исправление ошибок.
Изучение следует начинать с нахождения исполнительных поверхностей изделия и уточнения их взаимосвязи. Поиск связей удобно начинать с размерных цепей, при помощи которых определяется расстояние между исполнительными поверхностями изделия, а затем находят размерные цепи, определяющие относительные повороты исполнительных поверхностей. Имея схемы размерных цепей, производят проверку наличия в рабочих чертежах необходимых размеров, допусков на размеры и точность относительных поворотов поверхностей деталей. При отсутствии этих величин в рабочие чертежи вносятся необходимые поправки.
Используя схемы размерных цепей, выявляют методы достижения требуемой точности, намеченной конструкции изделия, и проводят критический анализ с целью выявления наиболее экономичного процесса изготовления изделий при намечаемых количествах выпуска.
Разработка последовательности общей сборки изделия и выявление требований технологии общей сборки к конструкции изделия, сборочным единицам и деталям.
Анализ служебного назначения сборочной единицы и разработка последовательности сборки, регулировка и испытания, выявление требований технологии сборки к деталям.
Изучение служебного назначения деталей, критический анализ технических условий и требований к технологии сборки, выявление требований к конструкции деталей.
Выбор наиболее экономического метода получения заготовки с учетом требований служебного назначения и намечаемого выпуска в единицу времени по неизменным чертежам.
Разработка наиболее экономичного технологического процесса изготовления деталей, внесение коррективов в технологию сборки или в конструкцию (если есть такая необходимость).
Проектирование или выбор приспособлений или другой технологической оснастки, инструмента.