

Обзор предлагаемой на рынке продукции
В настоящее время рынок рольгангов насыщен различными производителями и поставщиками этой продукции. В связи с этим, появляется возможность поиска наиболее рациональных конструктивных решений основываясь не только на патентном поиске и анализе, но также изучив рынок предлагаемой продукции.
Продукция фирмы ЭкоДревПром
Наименование продукции: «Рольганг центрирующий мод. CR 4000, 6000»
Предназначение и принцип действия:
Станок предназначен для автоматизированного занятия центрального направления (централизирование) и введению бруса (не обрезной доски) в обрезной станок (Рис. 13). Материал, которой перемещается по роликам, может быть отцентрирован относительно оси рольганга комплектом четырёх или пяти пар централизующих рычагов (Рис. 13, позиция 1).
Перемещение централизующих рычагов осуществляется по круглым трубным направляющим.
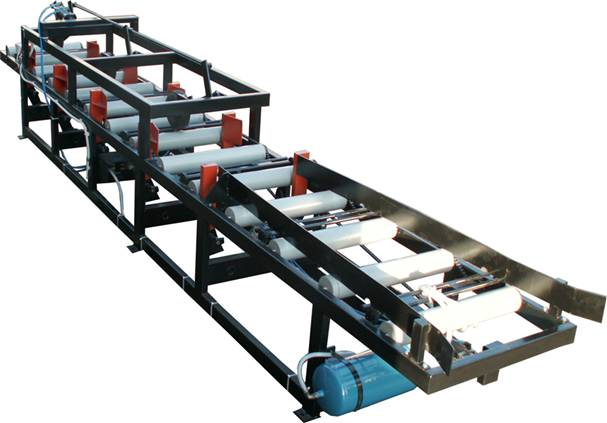


Рис. 13 Центрирующий рольганг модели CR4000, 6000
Таблица 1
ТЕХНИЧЕСКИЕ ДАННЫЕ |
|
предел расстояния централизующих рычагов (поперечный просвет) |
70 ÷ 620 мм |
максимальная высота поднятия прижимающих колес (вертикальный просвет) |
220 мм |
максимальная ширина бруса (по пожеланию другая) |
400 мм |
минимальная длина бруса |
1000 мм |
скорость подачи |
приспособлена многопильному станку |
время одного цикла работы |
4÷7 сек. |
напряжение питания током |
3 x 400 V |
давление сжатого воздуха пневмосистемы |
~ 6 атм |
ГАБАРИТЫ |
|
ширина |
1870 мм |
высота |
3140 мм |
длина |
5000, 7000 мм |
вес |
~1100, 1300 кг |
В данном случае видно, довольно частое использование на подающих рольгангах центрирующих механизмов, что доказало свою эффективность и полезность. Однако во всех этих механизмах не учитывалось возможность создания препятствия движению заготовки из-за трения о боковые стенки. В нашем случае применение роликов в качестве центрирующих прижимных элементов исключает такое явление. Таких конструкций также не было выявлено при патентном поиске, что позволяет думать о уникальности данного конструктивного решения.
Выбор типа привода конвейера
По способу передачи на ролики движущей силы различают роликовые конвейеры с групповым и индивидуальным приводом. При групповом приводе движущая сила передается на ролики продольным валом, приводными цепями, клиновым ремнем или лентой.
На Рис. 14 показана схема привода с помощью продольного вала и конических передач, установленных на консольных концах валов роликов. Валы вращаются во внешних подшипниках.
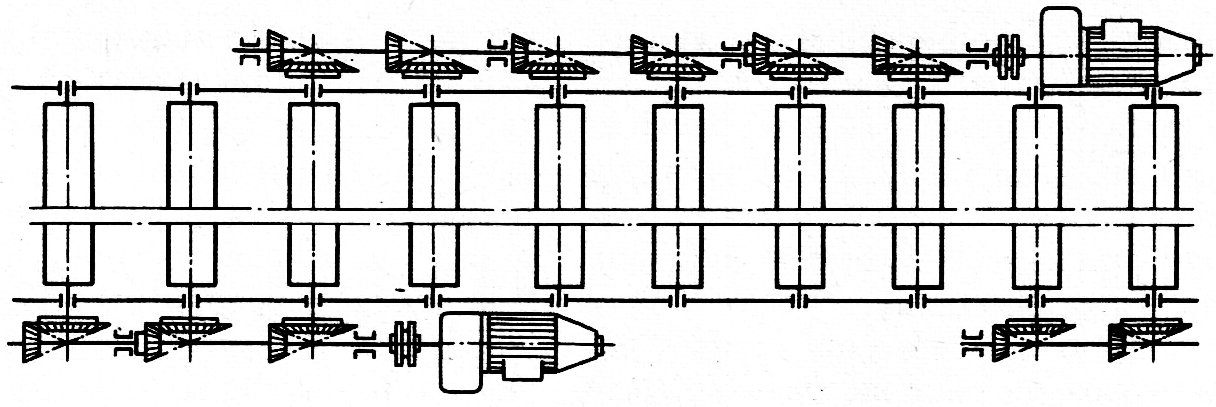
Рис. 14 Схема привода с конической передачей
Плюсом такого типа привода является возможность передавать массивные тяжелые грузы, возможность реверса переключением двигателя или передаточного механизма. Из минусов можно выделить довольно большую сложность в обслуживании, настройке, необходимость в периодической подачи смазки.
На Рис. 15 показана схема привода с помощью коротких приводных цепей, соединяющих каждая по два ролика, для чего на концах роликов насажены по две цепные звездочки. При использовании такого рода привода на конвейере можно подавать не слишком тяжелые грузы до 1000 кг при умеренных скоростях.
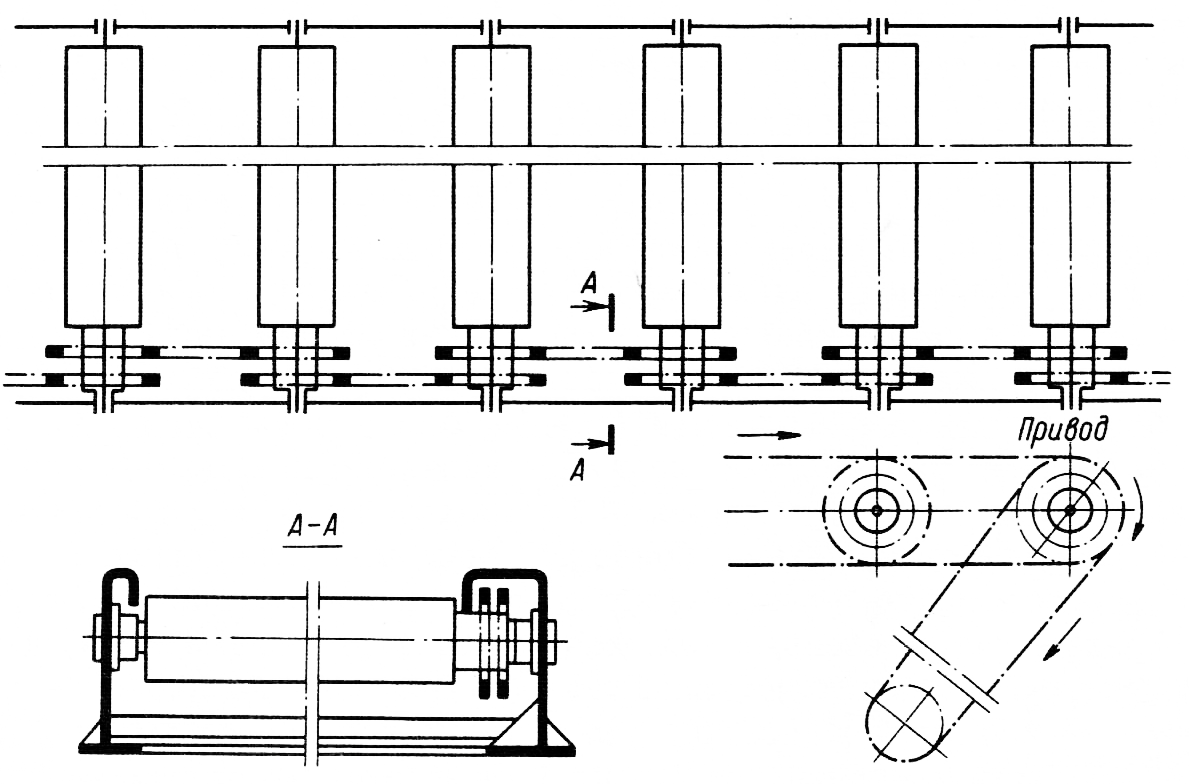
Рис. 15 Схема цепного привода конвейера
Из плюсов можно выделить простую настройку, монтаж, довольно редкое обслуживание. Шумная работа цепного механизма является его недостатком.
На Рис. 16 изображен ролик, приводимый во вращение одной протянутой по длине конвейера (или по части длины) приводной цепью; от соскакивания со звездочек цепь удерживается расположенным сверху щитком. Обратная ветвь цепи движется скольжением по продольному желобку.
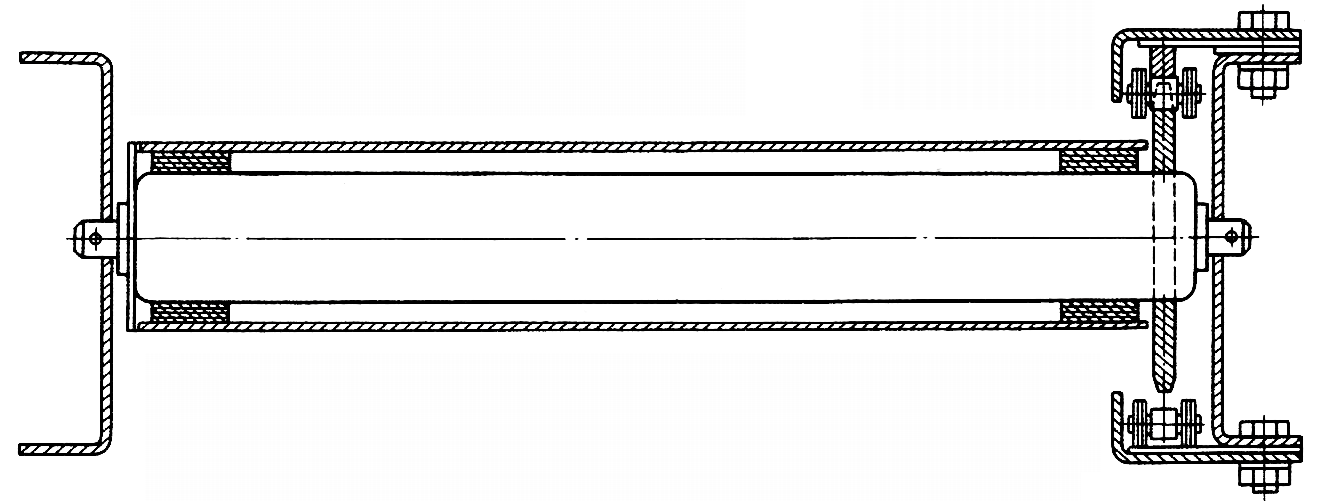
Рис. 16 Ролик, приводимый во вращение одной длинной цепью
Плюсом является простота в обслуживании. Из минусов стоит отметить шум во время работы конвейера образующегося из-за трения нижней части цепи о кожух, большую вероятность соскальзывания цепи.
На Рис. 17 изображена схема привода роликового конвейера с помощью ленты. Лента расположена под рабочими роликами и прижимается к ним добавочными роликами. Такие же ролики служат для поддержания обратной ветви ленты.
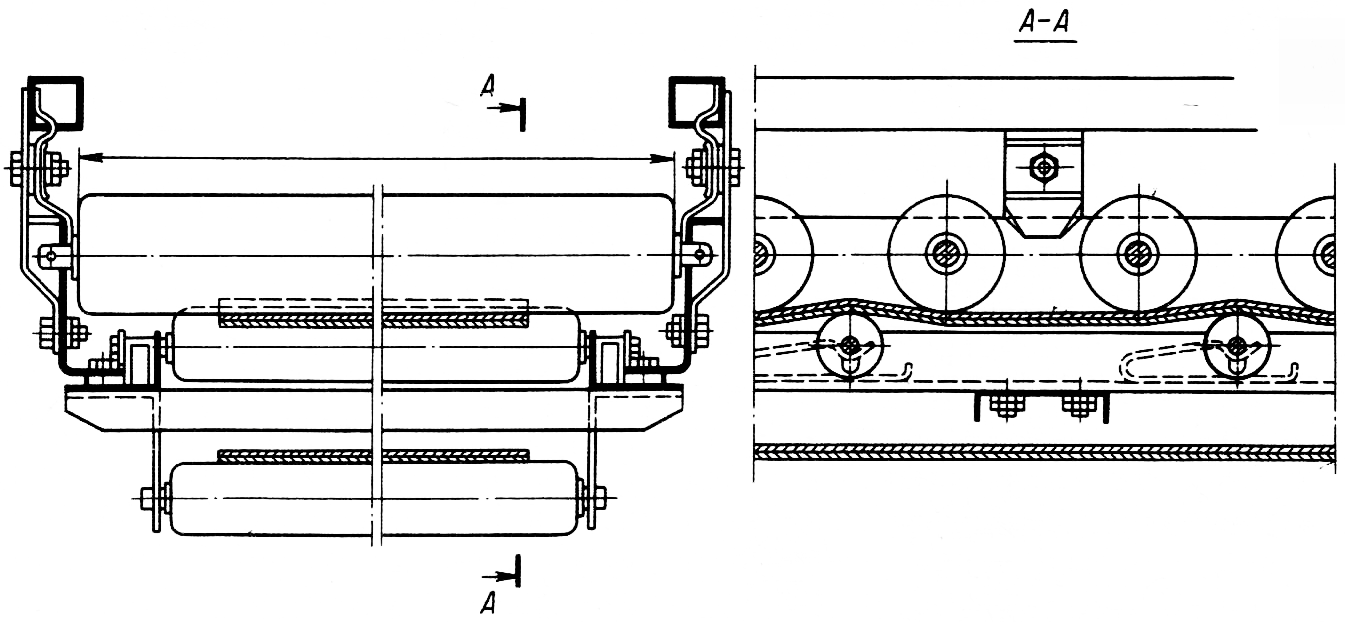
Рис. 17 Схема привода конвейера с помощью ленты
У конвейеров данного типа преимуществом является плавная и бесшумная работа. К минусам стоит отнести сложность конструкции, возможные проскальзывания роликов, небольшую несущую способность.
На основе анализа достоинств и недостатков выше перечисленных типов приводов подающих конвейеров был сделан выбор в пользу второго варианта (привод с помощью коротких приводных цепей, Рис. 15). Обоснование данного выбора является его простота конструкции, удобство облуживания, изготовлении и долгий срок службы, что было доказано использованием данного привода на старом подающем рольганге.