Глава 1 Станочные приспособления
1.1 Системы станочных приспособлений
По степени специализации станочные приспособления делятся на ряд систем: универсальные безналадочные, (УБП); универсальные сборные (УСП); универсальные наладочные (УНП); специализированные наладочные (СНП); сборно-разборные (СРП) и неразборные специальные приспособления (НСП).
Универсальные безналадочные приспособления.
И х
конструкция представляет законченный
механизм с постоянными, несъемными
элементами для базирования, обеспечивающий
установку обрабатываемых заготовок с
элементарными схемами базирования. При
эксплуа
х
конструкция представляет законченный
механизм с постоянными, несъемными
элементами для базирования, обеспечивающий
установку обрабатываемых заготовок с
элементарными схемами базирования. При
эксплуа
тации не требуется затрат времени на их подготовку. Точность обработки де
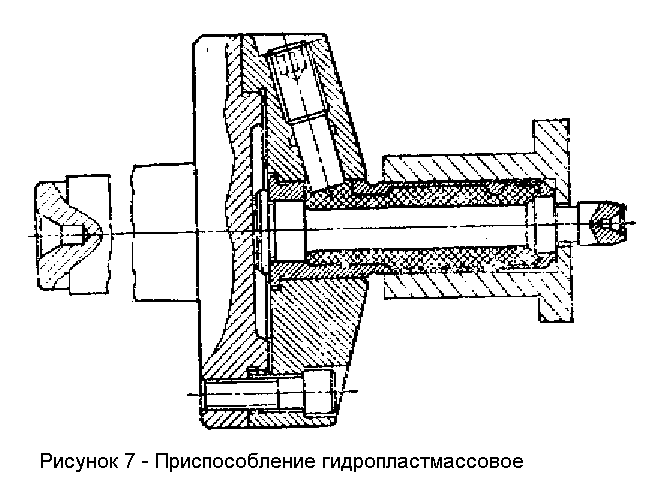
Рисунок
талей 10…11 квалитет без выверки, а с выверкой заготовок при помощи измерительных инструментов можно достичь 8 кваллитет. УБП применяется преимущественно в единичном и мелкосерийном производствах. Примерами УБП являются универсальные тиски, 4-х кулачковые патроны, универсальные поворотные столы и стойки.
Универсальные
сборные приспособления. Их компоновки
собирают из отдельных стандартных
деталей и узлов многократного применения.
Собранные компоновки являются специальными
приспособлениями краткосрочного
применения. Комплекты УСП позволяют
производить сборку приспособлений без
последующей механической доработки за
счет высокой т очности
их элементов. Компоновки УСП требуют
малых затрат времени на сборку (1…4 часа)
Их применение способствует сокращению
вспомогательного времени, за счет
исключения выверки деталей при установке,
но зажим деталей в этих приспособлениях
преимущественно ручной. Точность
обработки 9…10 квалитет. Область
применения УСП является единичное и
мелкосерийное производство изделий
небольшой трудоемкости, а также опытное
производство в период освоения новых
изделий.
очности
их элементов. Компоновки УСП требуют
малых затрат времени на сборку (1…4 часа)
Их применение способствует сокращению
вспомогательного времени, за счет
исключения выверки деталей при установке,
но зажим деталей в этих приспособлениях
преимущественно ручной. Точность
обработки 9…10 квалитет. Область
применения УСП является единичное и
мелкосерийное производство изделий
небольшой трудоемкости, а также опытное
производство в период освоения новых
изделий.
У ниверсальные
наладочные приспособления. Их
компоновки состоят из универсального
базового агрегата и сменных наладок
для установки различных по конфигурации
и схемам базирования заготовок. Компоновки
УНП включают базовую часть, предназначенную
для обработки деталей различных
типоразмеров, и специальную наладку,
обеспечивающую установку и фиксацию в
базовой части деталей определенного
типоразмера. В качестве базовой части
преимущественно используются УБП.
Применение компоновок УНП способствует
снижению затрат вспомогательного
времени и повышению точности установки
деталей за счет исключения выверки.
Время подготовки УНП к работе составляет
примерно 15 часов. Точность обработки
8…9 квалитет. Область применения УНП
мелкосерийное и серийное производства
на многономенклатурных участках.
ниверсальные
наладочные приспособления. Их
компоновки состоят из универсального
базового агрегата и сменных наладок
для установки различных по конфигурации
и схемам базирования заготовок. Компоновки
УНП включают базовую часть, предназначенную
для обработки деталей различных
типоразмеров, и специальную наладку,
обеспечивающую установку и фиксацию в
базовой части деталей определенного
типоразмера. В качестве базовой части
преимущественно используются УБП.
Применение компоновок УНП способствует
снижению затрат вспомогательного
времени и повышению точности установки
деталей за счет исключения выверки.
Время подготовки УНП к работе составляет
примерно 15 часов. Точность обработки
8…9 квалитет. Область применения УНП
мелкосерийное и серийное производства
на многономенклатурных участках.
Специализированные
наладочные приспособления.
 Это
приспособления, состоящие из специального
базового агрегата для установки
родственных по конфигурации заготовок
с идентичными схемами базирования и
сменных наладок. Компоновки этой системы
обеспечивают существенное сокращение
вспомогательного времени за счет
исключения выверки и механизации зажима
заготовки, точность обработки 8…9-й
квалитет. Время подготовки СНП к работе
составляет примерно 15 часов. Областью
применения СНП является серийное и
крупносерийное производство на
специализированных участках.
Это
приспособления, состоящие из специального
базового агрегата для установки
родственных по конфигурации заготовок
с идентичными схемами базирования и
сменных наладок. Компоновки этой системы
обеспечивают существенное сокращение
вспомогательного времени за счет
исключения выверки и механизации зажима
заготовки, точность обработки 8…9-й
квалитет. Время подготовки СНП к работе
составляет примерно 15 часов. Областью
применения СНП является серийное и
крупносерийное производство на
специализированных участках.
С борно-разборные
приспособления.
Это приспособления, компоновки которых
собирают из стандартных деталей и
сборочных единиц как специальные,
обратимые приспособления долгосрочного
применения. В их компоновках возможно
частичное применение специальных
деталей. Время подготовки СРП составляет
примерно 25 часов. Точность обработки в
СРП - 8…7-й квалитет при сборке без
компенсаторов, 7 квалитет – при сборке
с компенсаторами и 6 квалитет при
доработке баз после установки
приспособления на станок. Областью
применения СРП является серийное и
массовое производство деталей машин
находящихся в стадии непрерывного
совершенствования или с ограниченным
периодом изготовления (до 1,5 года).
борно-разборные
приспособления.
Это приспособления, компоновки которых
собирают из стандартных деталей и
сборочных единиц как специальные,
обратимые приспособления долгосрочного
применения. В их компоновках возможно
частичное применение специальных
деталей. Время подготовки СРП составляет
примерно 25 часов. Точность обработки в
СРП - 8…7-й квалитет при сборке без
компенсаторов, 7 квалитет – при сборке
с компенсаторами и 6 квалитет при
доработке баз после установки
приспособления на станок. Областью
применения СРП является серийное и
массовое производство деталей машин
находящихся в стадии непрерывного
совершенствования или с ограниченным
периодом изготовления (до 1,5 года).
Неразборные специальные приспособления. Это приспособления, которые представляют собой необратимые конструкции. После снятия изделия с производства большая часть их (90-95%) подлежат списанию. Затраты времени на проектирование и изготовление НСП составляют 100 и более часов.Они обеспечивающие требуемую точность обработки 7…6-й квалитет без доработки. При доработке баз по месту, после установки приспособления на станок, точность обработки деталей достигает 5 квалитета. Областью применения является массовое и крупносерийное производство при длительном нахождении изделия в производстве. Могут использоваться в других типах производств, если это требуют условия обработки.