

Особенности механического и электрического оборудования Механическое оборудование
Несмотря на разнообразие конструкций, УЭН имеют ряд общих по своему назначению узлов: электронные пушки, рабочая (плавильная) камера, кристаллизатор, механизмы подачи исходного материала и выгрузки слитка, смотровые устройства, система водоохлаждения, откачная система.
Рассмотрим характерные особенности конструкции этих узлов, связанные с использованием их в УЭН.
Электронная пушка (рис. 114) является узлом, определяющим работу всей УЭН в целом. Одно из условий надежной и устойчивой работы электронной пушки – отсутствие прямого просмотра между катодом пушки и поверхностью ванны жидкого металла. Соблюдение этого условия предотвращает попадание на электроды пушки брызг и паров металла из рабочей камеры и значительно снижает число электрических пробоев между ними.
Рис. 114. Схема аксиальной электронной пушки мощностью 150…200 кВт конструкции МЭИ (ускоряющее напряжение 30…35 кВ, полная проводимость 1 мкА/В1,5): 1 – вспомогательный катод; 2 – рабочий катод; 3 – электрод электростатической фокусировки («фокусирующий электрод»); 4 – анод; 5, 8 и 9 – магнитные электронные линзы МФС; 6 – камера вакуумного затвора; 7 – диафрагмы; 10 – седлообразные катушки МСР |
|
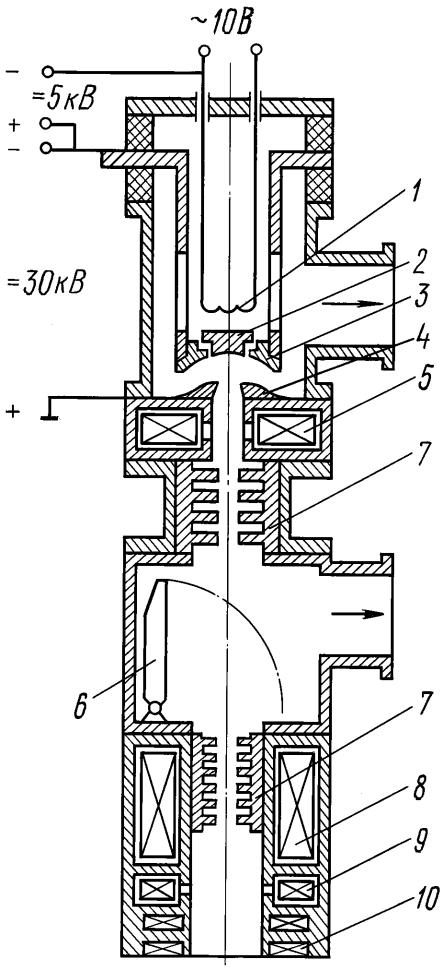
Электронная пушка должна иметь вакуумный затвор, позволяющий отделять пушку от рабочей камеры печи при необходимости открывать камеру. По соображениям безопасности эксплуатации и надежности электронные пушки изготовляют полностью экранированными, с закрытым вводом высокого напряжения. Токопроводы мощной электронной пушки снабжают водяным охлаждением ввиду необходимости отводить значительную тепловую мощность (1...5 кВт), излучаемую нагретым до рабочей температуры катодом. В некоторых конструкциях пушек охлаждают также фокусирующий электрод и анод. Элементы конструкций электронных пушек обычно изготовляют из нержавеющей стали 12Х18Н10Т, а водоохлаждаемые детали – из меди.
Рабочая камера УЭН имеет вид горизонтального или вертикального цилиндра, предназначенного для размещения технологического оборудования, подачи расходуемых заготовок, подсоединения вакуум-проводов. Диаметр рабочей камеры зависит в основном от диаметра патрубка высоковакуумного насоса. Для обеспечения достаточной жесткости конструкции и надежной защиты от рентгеновского излучения (см. рис. 111) стенки рабочей камеры изготовляют толщиной 10...15 мм из нержавеющей или двухслойной стали типа СтЗ + 12Х18Н10Т.
Рабочая камера должна быть снабжена системой водяного охлаждения, способной отвести до 50...60 % мощности УЭН.
Кристаллизатор является самым теплонагруженным элементом конструкции УЭН (удельные тепловые потоки через его стенки достигают нескольких МВт/м2). Особое внимание следует уделить интенсивности охлаждения верхней части кристаллизатора, так как в ходе плавки уровень жидкого металла поддерживают вблизи верхнего торца кристаллизатора (наплавляемый слиток вытягивают вниз). Кристаллизатор имеет медный кокиль круглого, квадратного или прямоугольного сечения с толщиной стенки 10...16 мм и кожух из немагнитной стали, несущий обмотку для ЭМП жидкого металла и образующий полость для протока охлаждающей воды. Отношение высоты кокиля к его внутреннему диаметру составляет 1...1,5. Кристаллизаторы часто располагают внутри рабочей камеры печи. Если кристаллизатор расположен в нижней части рабочей камеры, возможно его удаление из-под печи вместе с разгружаемым слитком, что позволяет легко осуществить механическую чистку кристаллизатора после каждой плавки или в случае необходимости замену кокиля.
Механизм вытяжки слитка располагают под рабочей камерой. Водоохлаждаемый шток подвижного поддона кристаллизатора выходит через вакуумное уплотнение под печь, где соединен с механизмом. Целесообразно механизм для вытягивания слитка устанавливать на самоходной тележке. Слиток вытягивают в водоохлаждаемую «холодильную» камеру, шлюзуют вакуумным затвором и откатывают из-под печи. В этом случае УЭН имеет два однотипных механизма вытяжки слитка, работающих поочередно. Скорость вытяжки зависит от массовой скорости наплавления жидкого металла и его кристаллизации и составляет 20...100 мм/мин.
Конструкция механизма подачи переплавляемого металла зависит от вида исходного материала. Штанги различного сечения («расходуемые заготовки») подают в рабочую камеру сверху или через боковой патрубок на подвижной тележке; сыпучие материалы (стружка, окатыши и т.п.) подают в кристаллизатор с лотка на торцовой крышке рабочей камеры.
Смотровые устройства должны обеспечивать хороший обзор рабочей зоны печи. В связи с тем, что ЭПУ работают при остаточных давлениях не выше 0,1 Па, запыление стекол смотровых устройств парами металла весьма велико, поэтому приходится принимать меры дополнительной защиты (поворотный диск со смежными стеклами; метод газовой завесы при наличии динамического вакуумного уплотнения; заслонка с узкой щелью, вращающаяся в поле зрения с определенной скоростью).
Система водяного охлаждения УЭН обеспечивает охлаждение электронной пушки, рабочей камеры, кристаллизатора, поддона, а также вакуумных насосов и источника питания. Во избежание конденсации водяных паров на внутренних полостях рабочей камеры при напуске в нее воздуха и для сокращения времени откачки печи система охлаждения должна обеспечивать подвод горячей воды (до 425 K). Расход воды достигает 50...100 м3/(ч·МВт).
Откачная система УЭН является самой мощной и сложной системой среди систем вакуумных электропечей. Обычно применяют высоковакуумные диффузионные и бустерные паромасляные насосы, которые подсоединяют к УЭН последовательно или параллельно (при необходимости быстрой ликвидации пиковых газовыделений в рабочей камере предпочтительнее схема последовательного соединения: высоковакуумный насос – бустерный насос). Возможно применение механических бустерных насосов.
Скорость откачки (на единицу мощности УЭН) достигает 500...700 м3/(ч·кВт).
Как было отмечено выше, электронные пушки могут иметь собственные автономные откачные системы (2–3 ступени вакуумной откачки).
УЭН могут иметь разные электронно-оптические системы и различное технологическое назначение (рис. 115) – от переплава слитков массой до 100 т и более («кузнечные» слитки из конструкционной стали высокой степени чистоты для энергетического машиностроения) до фасонного литья и получения монокристаллов.
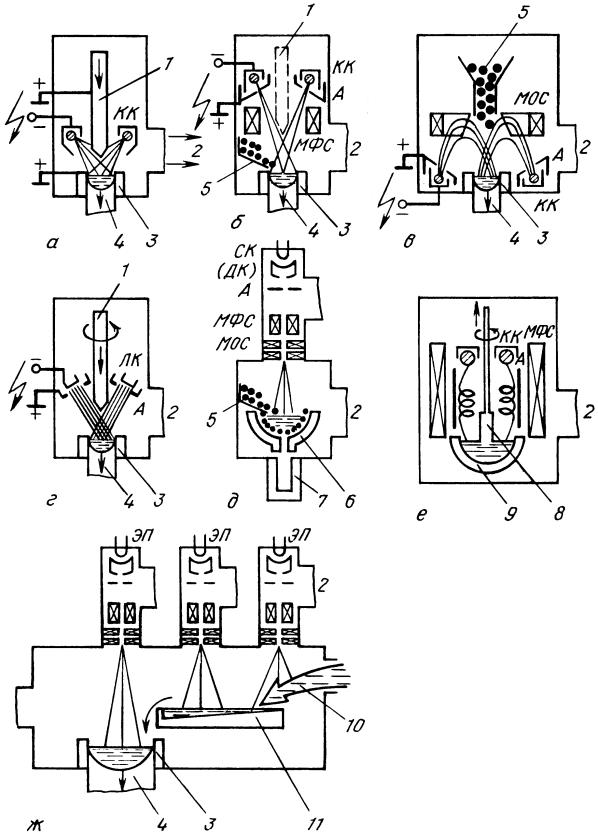
Рис. 115. Технологические схемы УЭН: переплав расходуемой заготовки (а и г) и сыпучей шихты (б и в) в кристаллизатор и в литейную форму (д); вытягивание монокристалла (е); рафинирование жидкого полупродукта (ж); 1 – расходуемая заготовка; 2 – откачная система; 3 – кристаллизатор; 4 – слиток; 5 – сыпучая шихта; 6 – гарнисажный тигель; 7 – литейная форма; 8 – монокристалл; 9 – тигель; 10 – жидкий полупродукт; 11 – «холодный» под для рафинирования жидкого металла
Рассмотрим схему механизмов УЭН конструкции ВНИИЭТО (тип ЭСП мощностью 2,5 МВт для переплава слитка массой 30 т) (рис. 116).
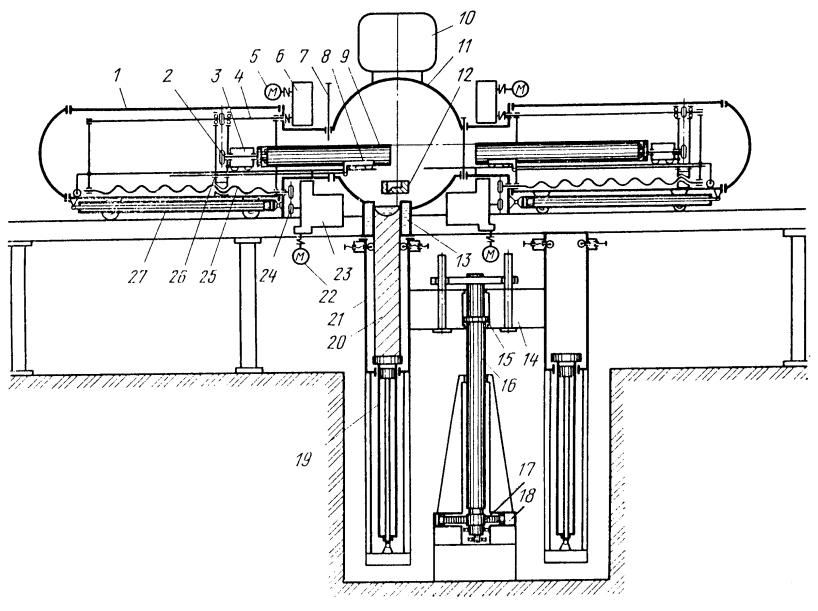
Рис. 116. Схема механизмов УЭН конструкции ВНИИЭТО
УЭН состоит из следующих основных узлов: плавильная камера 11 с четырьмя аксиальными пушками 10, два механизма подачи и вращения заготовки, рабочие органы которых размещены в герметичных камерах 1, кристаллизатор 13, две холодильных камеры 21, закрепленных вместе с гидравлическими механизмами вытягивания слитка 19 на траверсе* 14, которая установлена на поворотной колонне 16. Операции плавления и загрузки заготовок, а также выгрузки слитка происходят одновременно, без нарушения вакуума в плавильной камере, что сокращает межплавочные простои.
В процессе плавки одна из камер механизма подачи заготовок находится в рабочем положении, в то время как вторую подготавливают к работе. Камеру подачи заготовки 1 откатывают (на рисунке не показано) от плавильной камеры гидроцилиндром 27, при этом плавильную камеру перекрывают вакуумным затвором 7.
Заготовку загружают сверху, при этом заготовку 9 одним концом укладывают на переднюю каретку 8, а второй конец зажимают зажимом задней каретки 3. После этого камеру заготовки гидроцилиндром 27 возвращают в исходное положение, и заготовка готова к подаче в плавильную камеру.
Поступательное движение заготовке сообщают от электродвигателя 22 через коробку скоростей 23, цепную передачу 24, винтовую пару 25, поперечину 26 и каретку 3.
Заготовку для ее равномерного оплавления вращают от электродвигателя 5 через редуктор 6, вал 4, цепную передачу 2, звездочки которой размещены на поперечине, перемещающейся с помощью винтовой пары.
Конструкция печи обеспечивает работу по двум технологическим схемам: плавка с применением промежуточной емкости («холодный» под) 12 или плавка непосредственно в кристаллизатор.
Формирование слитка происходит в кристаллизаторе. В начальный момент водоохлаждаемый поддон подают в кристаллизатор, образуя замкнутую емкость, в которую поступает расплавленный металл. При достижении определенного уровня расплава в кристаллизаторе включают механизм вытягивания и слиток 20 по мере наплавления вытягивают в холодильную камеру.
По завершении наплавления слитка холодильную камеру вместе с механизмом вытягивания отпускают вниз с помощью гидроцилиндра 15, а затем посредством гидроцилиндра 18 и реечной передачи 17 камеру поворачивают на колонне под загрузку. Одновременно вторую холодильную камеру со своим механизмом вытягивания слитка устанавливают на место первой (в рабочее положение) и прижимают гидроцилиндром 15 к плавильной камере, после чего УЭН готова к проведению очередной плавки.