

Особенности механического оборудования
Кожух (корпус) лабораторных ИВП представляет собой трубу диаметром до 200 мм из прозрачного кварца, что уменьшает его нагрев излучением от плавильного тигля. Кварцевая труба может иметь водяное охлаждение. Большая хрупкость кварцевых труб требует аккуратного с ними обращения. Конструкция механического оборудования таких ИВП должна обеспечивать разгрузку труб от повышенных механических усилий. Кварцевую трубу уплотняют стальными крышками, закрепленными на торцах трубы и имеющими отверстие для подсоединения откачной системы, загрузки тигля, установки измерительных преобразователей для манометров и ввода в рабочее пространство различного технологического оборудования.
Металлический
кожух ИВП для индуктора играет роль
внешнего экрана. В нем наводятся токи,
вызывающие дополнительные электрические
потери печи. Кроме этого, токи в кожухе,
создавая магнитный поток, обратный по
направлению потоку индуктора, и уменьшая
его величину, снижают мощность, выделяемую
в переплавляемом металле. Как потери в
кожухе ИВП, так и снижение Рм
приводят к
уменьшению электрического КПД. Чем
меньше отношение диаметра кожуха Dкож
к диаметру индуктора Dи,
тем ниже будет КПД печи. По данным
ВНИИЭТО, активные потери в кожухе ИВП,
выполненном из немагнитной стали,
относительно невелики и основное влияние
на величину ηэ
и cos
φ
оказывает размагничивающее действие
токов, индуктируемых в металлическом
кожухе. Это обстоятельство необходимо
учитывать при расчете индуктора, введя
поправочные коэффициенты kcos φ
и
![]() (рис.
106) или уменьшив это влияние правильным
выбором геометрических размеров ИВП
(Dкож/Dи
≈ 2,5).
(рис.
106) или уменьшив это влияние правильным
выбором геометрических размеров ИВП
(Dкож/Dи
≈ 2,5).
П
Рис.
106. Зависимость поправочных коэффициентов
для расчета коэф-фициента мощности (1)
и электри-ческого КПД (2)
ИВП от соотношения диаметров кожуха
Dкож
и индуктора Dи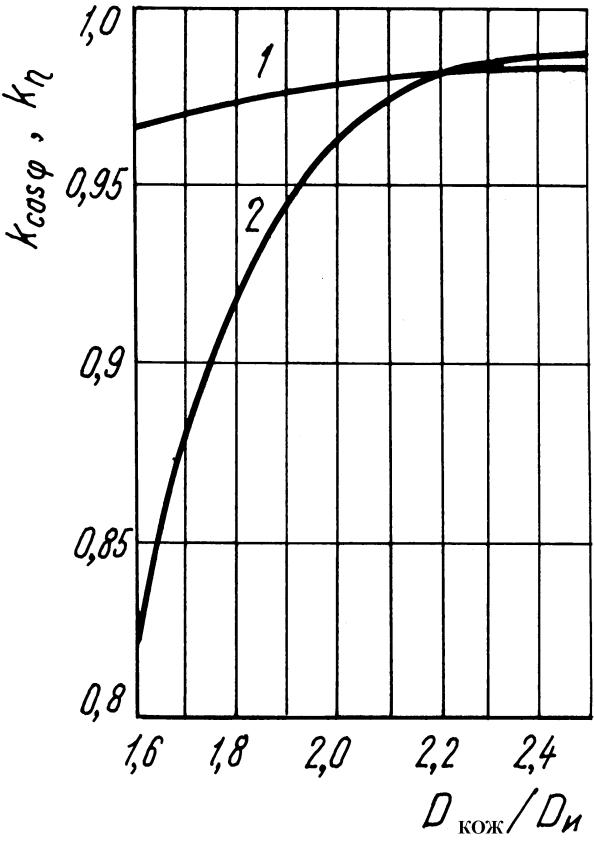
Кожух ИВП изготовляют из немагнитной листовой стали* марки 12Х18Н10Т или 10Х14Г14Н4Т (ГОСТ 5632–72) толщиной 4...12 мм, обладающей низкой адсорбционной способностью. Внутреннюю поверхность кожуха полируют для облегчения удаления (с помощью пылесосов или гидросмыва на крупных ИВП) налета конденсатов испаряющихся компонентов (особенно марганца) при ВИП.
Для малых ИВП периодического действия применяют кожух с вертикальной осью, закрываемой сверху сферической крышкой – съемной (с помощью тельфера) или откидывающейся (с помощью вспомогательных подъемных и поворотных рычажных или гидравлических механизмов).
ИВП полунепрерывного действия (см. рис. 105, г и рис. 107) имеет кожух с горизонтальной осью, закрываемый подвижной сферической крышкой, установленной на самоходной тележке с электромеханическим приводом. Скорость передвижения крышки ~2 м/мин. На крышке с внутренней стороны установлен на кронштейнах плавильный тигель с индуктором и пакетом магнитопроводов ферромагнитного экрана, а с наружной (внешней) стороны – механизм наклона тигля, состоящий из электродвигателя, редуктора и барабана с тросом, передающим движение горизонтальному поворотному валу, к которому на цепях подвешен наклоняющийся тигель. Время слива металла составляет от 15 с до 2,5 мин. Подвижная крышка имеет также два патрубка для коаксиального токопровода и подвода воды в систему охлаждения индуктора.
Неподвижная часть кожуха плавильной камеры имеет один-два патрубка для подсоединения откачной системы, технологические проемы, предназначенные для установки камеры загрузки и камеры изложниц и перекрываемые вакуумными шиберными затворами. В нижней внутренней части кожуха монтируют рельсы и механизм передвижения тележки с изложницами.
Кожух камеры изложниц имеет обычно прямоугольное сечение, соответствующее габаритам тележки с изложницами, оборудован индивидуальной откачной системой и имеет второй вакуумный затвор, перекрывающий противоположный торец. Для удобства обслуживания ИВП рядом с камерой изложниц имеется специальный стенд, предназначенный для сборки разливочной тележки перед транспортировкой ее в плавильную камеру и для разборки изложниц после выдачи их из ИВП. Все три механизма передвижения тележки (в плавильной камере, в камере изложниц и на открытом стенде) имеют общий привод от мотор-редуктора, обеспечивающего скорость движения тележки 2...2,5 м/мин.
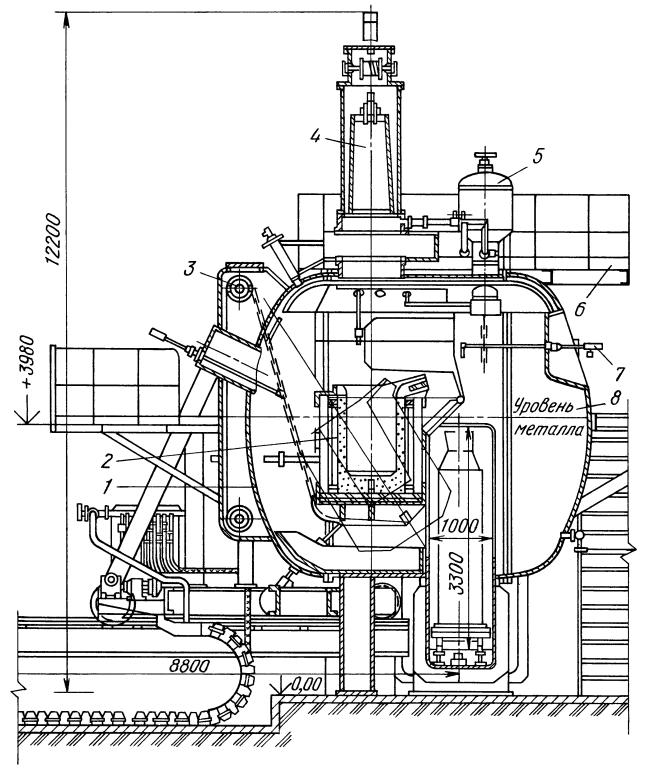
Рис. 107. Схема ИВП полунепрерывного действия (см. рис. 105, г) типа ИСВ конструкции ВНИИЭТО: 1 – подвижная часть плавильной камеры; 2 – тигель; 3 – механизм наклона тигля; 4 – камера загрузки; 5 – дозатор; 6 – рабочая площадка; 7 – устройство для чистки тигля; 8 – неподвижная часть плавильной камеры
Загрузочное устройство располагают в камере загрузки в верхней части кожуха плавильной камеры ИВП полунепрерывного действия (ИВП периодического действия загружают при снятой крышке кожуха). Для подачи шихты применяют загрузочные корзины: с отъемным днищем из того же металла, который выплавляют; с раскрывающимися лепестками аналогично корзинам, применяемым в ДСП; грейферного типа, которые открывают специальным тросом или иным способом. Камеру загрузки оборудуют индивидуальной откачной системой, нихромовыми электронагревателями для предварительного нагрева до 800...1200 K шихты с целью более глубокой дегазации и механизмом подъема и опускания корзины (с тросовой или цепной передачей).
Дозаторы необходимы для присадки легирующих и раскислителей (твердых добавок) в жидкий металл по ходу ВИП. Дозаторы могут быть одно- или многопозиционные (многосекционные), внутри или снаружи кожуха ИВП, с шиберным вакуумным затвором для полунепрерывных ИВП и без затвора для периодических ИВП. Для передачи материалов от питающей трубы дозатора в тигель применяют передающие устройства в виде передвигающихся поступательно (с помощью штока) совков или поворотных (вращающихся) лотков. Например, на ИВП типа ИСВ-1,0-НИ установлен восьмисекционный дозатор с объемом каждой секции 12 дм3, отсекаемый от рабочего пространства плавильной камеры вакуумным затвором.
Технологические устройства необходимы для отбора проб жидкого металла, измерения температуры, осаживания шихты в процессе плавления, скачивания шлака и очистки тигля после слива металла.
Устройства для взятия проб металла и для измерения температуры жидкого металла обычно аналогичны по конструкции и представляют собой трубчатый шток, имеющий на конце зажимное устройство для кварцевой пробирки или защитного колпачка горячего спая термопары. В крупных ИВП шток передвигают фрикционным механизмом с электроприводом.
Термопары описанных устройств применяют для периодических замеров температуры металла в тигле с целью контроля работы радиационного пирометра, постоянно регистрирующего температуру металла. Телескоп радиационного пирометра устанавливают на специальном удлиненном водоохлаждаемом патрубке над тиглем ИВП.
Ломик (для осаживания шихты и очистки тигля) имеет шарнирное вакуумное уплотнение, обеспечивающее его поступательное движение и отклонение от оси на 15...20° для доступа к любой точке внутренней поверхности футеровки тигля. В небольших ИВП ломик делают сплошным в виде стержня, в более крупных ИВП – трубчатым водоохлаждаемым.
Вспомогательные технологические устройства обычно устанавливают на крышках или патрубках, а рядом монтируют смотровые окна, обеспечивающие визуальный контроль за действием инструмента.
Для монтажа перечисленных устройств целесообразно в верхней части кожуха ИВП, непосредственно над тиглем, иметь механизм револьверного типа (или поворотную траверсу), позволяющий поочередно устанавливать камеру загрузки, ломик, термопару или пробоотборник.
Смотровые окна для наблюдения имеют оптические молибденовые жаропрочные стекла толщиной 10...15 мм. Окна должны обеспечивать большой угол обзора, чтобы видеть ванну металла, футеровку тигля, положение различных устройств в плавильной камере ИВП. Через основное или дополнительное окно должен быть обеспечен и визуальный контроль за разливкой металла.
Основная проблема в устройстве и эксплуатации смотровых окон – предохранение их от запыления во время плавки, особенно в ИВП полунепрерывного действия. В таких случаях применяют смотровые окна со сменными стеклами (на поворотном диске) или с вакуумным шиберным затвором, что дает возможность заменять стекла по ходу плавки.
Откачная система ИВП должна обеспечивать проведение плавки при давлении 1…0,1 Па, несмотря на возможное значительное газоотделение с поверхностей рабочего пространства плавильной камеры больших размеров и газовыделение при нагреве и плавке кусковой металлической шихты. На крупных ИВП полунепрерывного действия, помимо основной системы откачки плавильной камеры, необходимо иметь системы откачки камеры изложниц, камеры загрузки, а также дополнительные вакуум-проводы для различных технологических устройств (дозатор, термопара, пробоотборник и т.п.).
Система откачки малых (лабораторных) ИВП включает форвакуумный механический насос и пароструйный бустерный насос; на более крупных ИВП – механические форвакуумный и двухроторный насосы и пароструйный масляный диффузионный насос; на самых крупных ИВП (вместимостью более 10 т) – четырехступенчатые пароводяные эжекторные насосы. Например, отечественная ИВП типа ИСВ-2,5-НИ имеет четыре форвакуумных насоса производительностью по 0,5 м3/с, четыре двухроторных насоса по 5 м3/с и три пароструйных насоса по 15 м3/с.
Индуктор ИВП должен иметь надежную электрическую изоляцию, поскольку вследствие интенсивной ионизации электрическая прочность газового промежутка между витками индуктора падает с понижением давления согласно закону Пашена*, достигая минимума при давлении порядка 10...100 Па.
В ИВП не удается создать достаточный вакуум для обеспечения высокой электрической прочности среды из-за недостаточной производительности откачных систем и обильного газовыделения шихты в процессе ее нагрева и расплавления. Поэтому применение даже относительно невысокого напряжения для питания индуктора зачастую приводит к электрическим пробоям между витками или между индуктором и корпусом печи. Максимальное напряжение, которое можно считать допустимым для питания неизолированных индукторов ИВП, составляет 300 В.
Высокие (выше 2 кВ) напряжения на индукторах ИВП применяют лишь при условии, если индуктор установлен за пределами вакуумного пространства. Такое решение приемлемо для лабораторных высокочастотных установок типа ВЧИ (см. гл. V).
Питание индукторов мощных ИВП низким напряжением является крайне нерациональным, затрудняющим токопровод, коммутацию и усложняющим устройство конденсаторных батарей. В связи с этим индукторы ИВП мощностью более 100 кВт обязательно электроизолируют.
Электроизоляция индукторов часто затруднена в связи с тем, что из-за небольшой толщины теплоизоляционного слоя в индукционных печах на обращенную к теплоизоляции поверхность индуктора попадает большой тепловой поток, создающий даже на тонком слое электроизоляции, нанесенной на индуктор, значительный перепад температуры, из-за чего электроизоляция выходит из строя.
Существует несколько способов электрической изоляции индукторов:
а) наложение липкой (клейкой) изоляционной стеклоленты в 1–2 слоя толщиной 0,1...0,15 мм и ленты из резиностеклоткани РСК-1 (или РСК-2);
б) погружение индуктора в раствор электроизоляционных термостойких смол (эпоксидная смола ЭД-5 или ЭД-6) с последующей их запечкой. Нанесение такой монолитной изоляции снижает трудоемкость и увеличивает надежность изоляции;
в) напыление на индуктор электроизоляционного огнеупорного слоя;
г) заливка индуктора в затвердевающую огнеупорную массу.
Все выводы индуктора с помощью сальниковых или других уплотнений укрепляют на специальной плите из стеклотекстолита.
Для обеспечения жесткости, сильно влияющей на стойкость футеровки, индукторы плавильных ИВП, как правило, имеют стяжную конструкцию, для чего сверху и снизу индуктора устанавливают плиты из асбестоцемента, пропитанного кремнийорганическим жаростойким лаком ФГ-9, или из стеклотекстолита, скрепленные гетинаксовыми или текстолитовыми стойками.
В ИВП с наклоняющимся тиглем индуктор со стяжными плитами устанавливают в металлическом каркасе, являющемся и несущей опорной конструкцией. Каркас из немагнитной стали удален от индуктора на расстояние порядка диаметра индуктора (см. рис. 106). Индуктор крепят к каркасу латунными стяжками или распорками. Для уменьшения габаритных размеров каркаса его экранируют, применяя магнитопроводы в виде пакетов из листовой электротехнической стали (ферромагнитный экран), располагаемых по внешнему периметру индуктора или с внутренней стороны каркаса. Иногда каркас экранируют листовой медью (электромагнитный экран).
Футеровка ИВП, кроме требований, предъявляемых к футеровке открытых печей (см. гл. V, § 2), должна удовлетворять следующим требованиям: высокое давление насыщенного пара при рабочей температуре, минимальное газовыделение и недопустимость образования летучих, легко диссоциирующих соединений с шихтовыми материалами. От правильно выбранных материалов футеровки и правильного изготовления тигля зависит качество выплавленного металла, срок службы тигля и его надежность, а это в значительной степени сказывается на экономических параметрах печи. Особенно важно увеличение срока службы для тиглей ИВП полунепрерывного действия, работа которых при непродолжительной службе тигля нерациональна.
В качестве материала набивки тиглей (на промышленных ИВП) применяют порошки из электроплавленых оксидов алюминия, магния, кальция, циркония и др. Состав применяемых футеровочных масс и способ набивки и спекания тигля зависят при этом от вместимости и марки выплавляемого сплава.
Футеровку крупных тиглей (~27 т) ИВП изготовляют из корундового огнеупорного кирпича. Стойкость 25–45 плавок. При изготовлении футеровки из штучных изделий большое внимание уделяют плотности швов. При этом целесообразно между наружной стенкой кладки и индуктором оставлять зазор 25...50 мм, заполненный, например, периклазовым порошком и служащий буферным защитным слоем в случае прорыва жидкого металла через огнеупорную стенку тигля.
Для ВИП тугоплавких, химически активных и особо чистых металлов и сплавов на их основе применяют ИВП с водоохлаждаемым металлическим секционированным (состоящим из нескольких электрически изолированных друг от друга секций) тиглем. Такие ИВП называют индукционными печами с «холодным» тиглем (ИПХТ). ИПХТ также применяют для плавления тугоплавких оксидных материалов высокой химической чистоты для получения крупных плавленых блоков непрерывным или полунепрерывным способом, а также монокристаллов методом вытягивания с поверхности расплава или методом направленной кристаллизации в объеме тигля (по мере опускания тигля относительно неподвижного индуктора в установках типа «Кристалл»).
Для исключения электрических пробоев в межсекционных зазорах число секций на боковой поверхности тигля принимают от 6 до 30, на дне тигля от 3 до 10 в зависимости от диаметра тигля. Воду в систему охлаждения продольных секций подводят через кольцевой коллектор, который заземляют, чтобы обеспечить нулевой потенциал на шлангах подвода и слива охлаждающей воды. Для облегчения ремонта «холодного» тигля каждую секцию крепят к асбестоцементному кольцу индивидуальным болтовым соединением. Электрической изоляцией медных водоохлаждаемых секций служит напыляемый слой оксида алюминия или циркония толщиной 0,5...1 мм. Этот слой также изолирует «холодный» тигель от расплавляемой металлошихты.
Необходимо отметить, что ИПХТ имеют значительные тепловые потери в «холодном» тигле и низкий тепловой КПД (~0,2...0,4). Отечественная ИПХТ типа ИСВ-0.16-ПХ имеет мощность 1 МВт и рабочую частоту 10 кГц.