

§ 2. Механическое оборудование
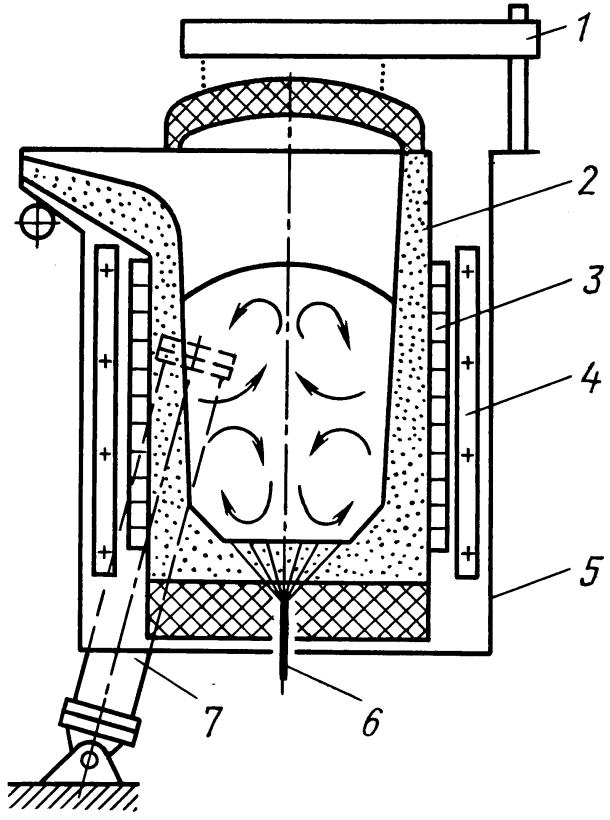
ИТП состоит из следующих основных конструктивных элементов (рис. 88): водоохлаждаемого индуктора, футеровки, важнейшей частью которой является тигель с сигнализатором контроля состояния футеровки, корпуса с ферромагнитным (внешний магнитопровод) или электромагнитным экраном, вспомогательных механизмов наклона корпуса, подъема и поворота свода.
Рис. 88. Схема ИТП серии ИСТ конструкции ВНИИЭТО: 1 – механизм подъема и пово-рота свода; 2 – огнеупорный тигель; 3 – индуктор; 4 – фер-ромагнитный экран; 5 – кожух; 6 – сигнализатор состояния футеровки тигля; 7 – механизм наклона
|
|
Индуктор
Индуктор предназначен для создания переменного магнитного поля заданной напряженности, а также является важным элементом крепления тигля, удерживающим его от смещения при наклоне печи для слива жидкого металла. Поэтому конструкция индуктора должна удовлетворять не только электротехническим требованиям, но и требованиям механической жесткости и прочности при действии сил, стремящихся сдвинуть тигель.
Индуктор изготовляют из медной трубки специального профиля (рис. 89), что обеспечивает минимальные электрические потери при условии (155), размещение на высоте индуктора hи расчетного числа витков N по условию (147) и водяное охлаждение, необходимое для снижения удельного электрического сопротивления ρи ≈ 2·10–8 Ом·м.

Рис. 89. Профиль трубки индуктора: а – круглый (ГОСТ 617–72); б – овальный; в – квадратный (ГОСТ 16774–78); г – прямоугольный (ГОСТ 16774–78); д – неравностенный (D-образный)
Профилирование медных трубок, кроме того, уменьшает среднюю величину зазора между индуктором и расплавляемым металлом и несколько увеличивает электрический КПД системы «индуктор – металл».
Индуктор представляет собой цилиндрическую катушку, образованную либо винтообразно навитой медной трубкой с постоянным углом наклона (спиральная навивка), либо плоскими витками, соединенными между собой короткими наклонными участками трубки (навивка с переходом). Достоинством первой конструкции является простота навивки индуктора. Во втором случае, хотя изготовление индуктора сложнее, торцы индуктора оказываются плоскими, и их конструктивно проще крепить между стяжными плитами. Крепление индуктора можно осуществить двумя способами:
1. Каждый виток индуктора приваренными или припаянными к трубке несколькими латунными шпильками (разведенными друг от друга на 120° или 90°) крепят к вертикальным неэлектропроводным (например, асбестоцементным) стойкам, которые одновременно являются деталями крепления тигля. При такой конструкции крепления витки индуктора могут быть неизолированными (роль электрической изоляции выполняет воздушный промежуток между витками порядка 1...2 см).
2. Все витки плотно сжимают между двумя стяжными плитами (из изолирующего материала) и фиксируют вертикальными неэлектропроводными стойками, предотвращающими смещение витков и тигля при наклоне печи. При такой конструкции крепления витки индуктора изолируют прокладками из миканита, стеклолентой или обмазкой изолирующего состава (минимальная толщина 1,5 мм), обеспечивая напряжение на 1 мм изоляционного зазора в пределах от 10 до 40 В.
Система водяного охлаждения индуктора предназначена для отвода активной мощности, теряемой в индукторе (Ри), и мощности тепловых потерь теплопроводностью от расплавленного металла через футеровку тигля (Фт.п). Надежная работа обеспечивается выполнением следующих условий:
1) механических примесей в охлаждающей воде должно быть не более 80 г/м3 и величина карбонатной (временной) жесткости должна быть не выше 7 г-экв/м3;
2) температура отходящей (нагретой) воды должна быть такой, чтобы предотвратить накипеобразование: обычно ее принимают 310...315 К, что соответствует температуре стенки индуктора 315...325 К. Если эта температура вследствие неблагоприятного состава воды получается слишком низкой, то целесообразно вместо увеличения расхода охлаждающей воды проводить ее химическую обработку, при которой температуру воды можно сильно повысить вплоть до кипения (при полном умягчении);
3) температура индуктора не должна быть ниже температуры окружающего воздуха, так как в противном случае на индукторе будет конденсироваться влага из воздуха, что приведет к пробою между витками;
4) необходимый напор воды при входе в индуктор по условиям заводских водопроводных магистралей следует ограничить до 200 кПа. Если по расчету необходимый напор превышает этот предел, систему водоохлаждения приходится секционировать и все секции охлаждения индуктора присоединять к охлаждающей магистрали параллельно (секционирование системы водоохлаждения индуктора не означает электрического секционирования, т.е. параллельного присоединения секций индуктора к источнику питания. Индуктор может иметь несколько секций охлаждения, не имея электрических секций. Число секций охлаждения определяют на основании теплового и гидравлического расчетов системы охлаждения индуктора);
5) скорость течения охлаждающей воды должна быть определенной: не менее 0,5 м/с для создания турбулентного движения воды, предотвращающего осаждение на стенках трубки индуктора механических примесей и выпадающих из воды растворенных солей (вследствие уменьшения их растворимости при нагреве воды) и не более 1,5 м/с, чтобы не увеличивать потери давления сверх допустимого значения (~200 кПа).
В правильно спроектированной системе охлаждения при движении воды по винтовой линии индуктора под действием центробежных сил возникает вторичная циркуляция, усиливающая турбулентность течения, что характеризуют числом Рейнольдса Re > 18500(Dо/Dвт)0,28, где Dотв – гидравлический диаметр отверстия трубки индуктора. При этом коэффициент конвективной теплопередачи αвд = 2...8 кВт/(м2∙К).
На крупных печах выше индуктора, а иногда также и ниже его располагают разомкнутые водоохлаждаемые катушки, которые не имеют электрического питания и служат лишь для охлаждения верхней и нижней части стенки тигля.