

Пути улучшения технико-экономических показателей
Теплотехническое (плавка стали в водоохлаждаемом кристаллизаторе с очень низким ηт) и электротехническое (работа на низком напряжении и токах в десятки килоампер с невысоким ηэ) несовершенство печей ЭШП, несмотря на особовысокое качество переплавляемого металла, является причиной большого удельного расхода электроэнергии, стоимость которой составляет до 30 % расходов по переделу при ЭШП. На промышленных печах ЭШП Wу составляет 1...2 МВт∙ч/т, изменяясь в зависимости от физических свойств шлака различного химического состава (рис. 78, а), удельного электросопротивления (рис. 78, б), технологических (рис. 78, в), электрических (рис. 78, г) и конструкционных (рис. 78, д) факторов, определяющих токораспределение, теплогенерацию и температурное поле шлаковой ванны. Влияние этих факторов на величину Wу объясняется изменением условий теплообмена (см. § 2) и теплового КПД ηт.
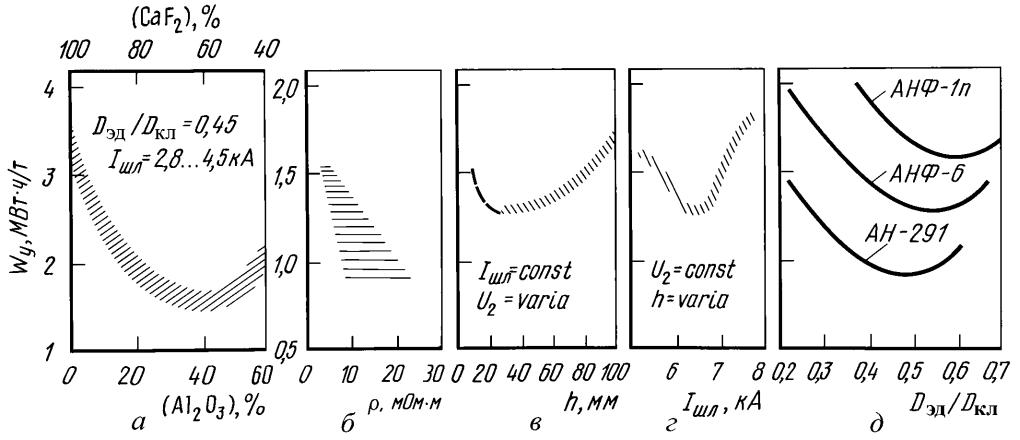
Рис. 78. Изменение удельного расхода электроэнергии в зависимости от химического состава шлака (а), УЭС (б), межэлектродного расстояния (в), силы тока (г) и коэффициента заполнения кристаллизатора kз.к (д)
Снижение удельного расхода электроэнергии, согласно выражению (19), возможно повышением ηэ, ηт и уменьшением Wу.т, что достигают:
1) при переходе с одноэлектродной на двух- и многоэлектродные схемы ЭШП, при которых Wy снижается на 30...40 %;
2) интенсификацией теплопередачи «шлаковая ванна – расходуемый электрод», например, за счет принудительного ЭМП шлака магнитным полем соленоида, что повышает массовую скорость ЭШП Qm на 25...30 %, сокращает время плавки τпл и удельный расход электроэнергии Wy на 15...20 %;
3) предварительным подогревом расходуемого электрода до температуры не выше 900 К (чтобы не вызвать интенсивного окисления его поверхности и ухудшения качества выплавляемого слитка);
4) теплоизоляцией шлаковой надставки подвижного кристаллизатора (при наличии соответствующих огнеупорных материалов);
5) последовательным соединением двух одинаковых печей ЭШП (предложение ВНИИЭТО), что улучшает электротехнические показатели: повышение активной нагрузки на электропечной трансформатор, работа на более высокой ступени вторичного напряжения, увеличение электрического КПД, снижение удельного расхода электроэнергии на 5 %.
Годовую производительность печей ЭШП определяют по формуле (11), в которой цикл переплава τпдг складывается из продолжительности τп подготовительно-заключительных операций (подготовка кристаллизатора и поддона, установка расходуемых электродов, засыпка при «твердом» или заливка шлака при «жидком» старте, выдержка слитка в кристаллизаторе и выгрузка готового слитка) и длительности плавления электродов τэн. Время τэн необходимо для наведения шлаковой ванны τнш, формирования жидкометаллической ванны τнм (период I на рис. 77), наплавления слитка массой то с массовой скоростью Qm за время τр = mо/Qm (период II на рис. 77) и выведения усадочной раковины τвыв (период III на рис. 77).
Массовая скорость плавления Qm (т/ч) зависит от условий кристаллизации слитка, определяющего размера кристаллизатора lопр.кл (м) (рис. 79) и теплофизических свойств переплавляемого металла:
![]() , (139)
, (139)
где k – теплофизический параметр, зависящий от химического состава металла и принимаемый, по данным Ю.М. Миронова, для железа ~2,6; для стали ШХ15 ~1,2; для стали 12X13 ~1 т/(ч·м); kфр – коэффициент, характеризующий положение фронта кри- сталлизации относительно оси цилиндрического слитка, в виде отношения радиуса зеркала металлической ванны 0,5Dсл к глубине конической части ванны hкн, т.е. kфр = 0,5Dсл/hкн = tg (0,5γ), γ – угол конуса (оптимальное значение γ = 90°).
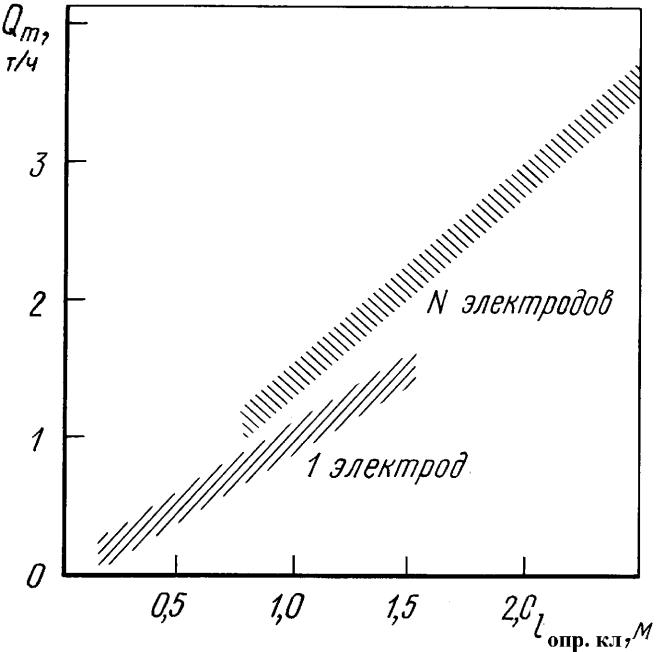
Рис. 79. Зависимость массовой скорости процесса ЭШП от определяющего линейного размера кристаллизатора (по данным ИЭС)
Глава V
Индукционные печи
§ 1. Физические основы индукционного нагрева
Общие сведения
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный синусоидальный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это – первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла (закон полного тока):
rot H = Jnep + Jcм = Jпр + дD/дτ = (1/ρ + jωεaбс) Е, (140)
где Н и Е – комплексные векторы напряженности магнитного и электрического поля соответственно; Jneр, Jпр, и Jсм – комплексные векторы плотности тока переноса, проводимости и смещения соответственно; D = εабсЕ = ε0εrЕ – комплексный вектор электрической индукции; εабс и εr – абсолютная и относительная диэлектрическая проницаемость; ε0 – электрическая постоянная, Ф/м; ε0 = 1/(4π9∙109); ρ – удельное электрическое сопротивление; ω – угловая частота колебаний электромагнитного поля; ω = 2πf; f – частота тока.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданный индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т.е. электрическое поле в нагреваемом объекте носит вихревой характер. Это – второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла (закон электромагнитной индукции):
rot Е = –дВ/дτ = –jωμабсН, (141)
где В – комплексный вектор магнитной индукции; В = μабсН = μ0μrН; μабс и μr – абсолютная и относительная магнитная проницаемость; μ0 – магнитная постоянная, Гн/м; μ0 = 4π∙10–7.
В нагреваемом электропроводном объекте под действием индуктированного электрического поля, согласно закону Ома, возникают токи проводимости Jпр (вихревые токи), теплогенерация которых является причиной диссипации энергии электромагнитного поля. Это – третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывает закон Джоуля – Ленца [см. формулу (118)]:
qV
= JпpE
= ρ J![]() = Е2/ρ,
= Е2/ρ,
где qV – интенсивность (мощность) объемной теплогенерации.
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т.е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т.е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом. Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются по конструкции и по эксплуатационным свойствам: индукционные установки с магнитопроводом и без магнитопровода.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки средней (повышенной) частоты (500...104 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 или 440 кГц), питающиеся от ламповых (электронных) генераторов.
В плавильной индукционной печи без замкнутого магнитопровода расплавляемый металл находится в керамическом тигле, помещенном внутри цилиндрического многовиткового индуктора. Отсутствие замкнутого магнитопровода значительно увеличивает магнитный поток рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы ИТП их питают токами средней, а в отдельных случаях и высокой частоты от соответствующих преобразователей частоты тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ ≈ 0,03...0,1), что вызывает необходимость искусственной емкостной компенсации реактивной (индуктивной) мощности.