

§ 2. Теплообмен в шлаковой ванне Температурное поле шлаковой ванны
Неоднородное электрическое поле, характеризуемое неравномерной плотностью тока Jшл и неодинаковой напряженностью Е, создает неравномерную объемную теплогенерацию qV согласно (118) и температурное поле шлаковой ванны. Максимальные температуры 2000...2200 К соответствуют подэлектродной зоне. Температура шлака в зазоре между электродом и стенкой кристаллизатора достигает 1950...2000 К. Температура зеркала шлаковой ванны и зоны шлака, прилегающей к электроду, на 100...150 К ниже температуры шлака в зазоре. У стенки кристаллизатора к шлаковому гарнисажу примыкает сравнительно тонкий (10...20 мм) слой вязкого и менее теплопроводного шлака, в котором температурный перепад составляет примерно 200 К.
Неравномерность распределения температуры по объему шлаковой ванны в значительной степени сглаживается циркуляцией жидкого шлака, особенно на печах ЭШП средней и большой вместимости, имеющих рабочие токи силой 30...60 кА.
Температура жидкого шлака, определяемая интенсивностью теплогенерации qV и теплопередачей через граничные поверхности шлаковой ванны, зависит от электрического режима переплава (рис. 69, а), химического состава шлака (рис. 69, б), взаимного расположения электродов и кристаллизатора. Влияние увеличения содержания глинозема (и соответствующего уменьшения фторида кальция) объясняется увеличением УЭС, т.е. повышением сопротивления Rшл и усилением теплогенерации согласно (124). Однако из рис. 69 видно, что при ЭШП возможно саморегулирование температуры Tшл по причинам:
1) снижения интенсивности теплогенерации из-за снижения ρшл;
2) увеличения тепловых потерь шлаковой ванны;
3) возможного кипения компонентов шлака при температурах свыше 2100 К.
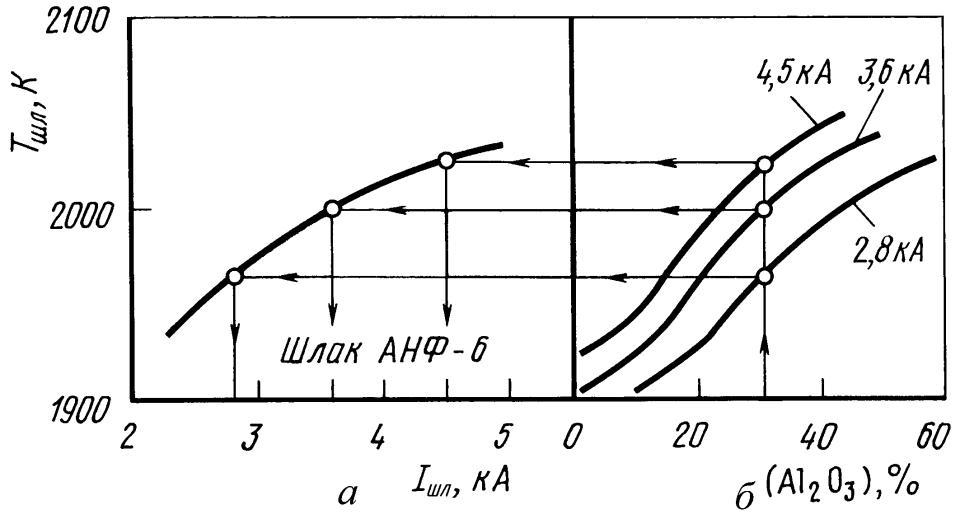
Рис. 69. Влияние на температуру шлака Тшл силы тока (а) и содержание глинозема в шлаке (б) при различной силе тока (числа у кривых): Dэд = 45 мм; Dкл = 200 мм; шлак системы CaF2 – Al2O3
В более крупных печах ЭШП с увеличением линейных размеров шлаковой ванны наблюдается снижение температуры шлака из-за уменьшения величины Rшл согласно (126).
Нагрев и плавление расходуемого электрода
При ЭШП расходуемый электрод нагревается и плавится под действием внутреннего (по закону Джоуля – Ленца) и внешнего (за счет теплопередачи от шлаковой ванны) источников нагрева.
Переменный ток промышленной частоты вследствие поверхностного эффекта увеличивает активное сопротивление Rшл и создает неравномерную по сечению теплогенерацию, особенно при ЭШП магнитных сталей, когда μr >> 1, и зависит от напряженности магнитного поля Н = Iшл/П, где П – периметр сечения электрода. В начальный период работы печи ЭШП происходит прогрев расходуемого электрода; продолжительность этого периода зависит от теплофизических свойств переплавляемого металла, линейных размеров поперечного сечения, условий теплоотдачи излучением и конвенцией с поверхности электрода в окружающую среду и составляет несколько часов. Установившаяся температура поверхности электрода достигает 600...700 К (в зависимости от интенсивности теплогенерации qV) с возможным перепадом по сечению 100...200 К.
Вблизи зеркала шлаковой ванны температура резко возрастает благодаря теплообмену со шлаковой ванной излучением (выше зеркала) и теплопроводностью (через поверхность погруженного в расплавленный шлак конца расходуемого электрода). В перемещающемся (со скоростью подачи υэд) расходуемом электроде устанавливается квазистационарное температурное поле. По данным ИЭС, с учетом реальных значений υэд на печах ЭШП такое поле существует в пределах расстояния одного диаметра (или большей стороны прямоугольного сечения). Распределение температуры электрода от зеркала шлаковой ванны близко к экспоненте. Расходуемый электрод достигает зеркала шлаковой ванны с температурой ниже температуры солидус шлака, и на его поверхности возможно образование шлакового гарнисажа соответствующей толщины. Поэтому конец электрода, погруженный в жидкий шлак, имеет три зоны:
первую, в которой электрод покрыт гарнисажем;
вторую, в которой гарнисаж расплавился и электрод непосредственно контактирует с жидким шлаком;
третью, в которой происходит оплавление торца электрода (см. рис. 62) и формируются капли жидкого металла.
Процесс нагрева и плавления расходуемого электрода при ЭШП связан с затратой удельной теоретической энергии Wу.т на дополнительный нагрев от установившейся температуры Туст (при нагреве электрическим током) до температуры солидус Ts металла (с учетом энергозатрат на возможные фазовые переходы первого рода до этой температуры), нагрев до температуры ликвидус Tl (т.е. плавление металла) и перегрев жидкого металла на торце электрода до температуры Ткпл, при которой происходит отрыв капли:
 , (129)
, (129)
где ст, сж и сср – удельная теплоемкость твердого и жидкого металла и средняя (для интервала температур Туст...Ткпл) теплоемкость переплавляемого металла;
Λ – удельная теплота фазового перехода первого рода (при плавлении).
В зависимости от физических свойств шлака и металла перегрев капли ΔT = Ткпл – Tl составляет 40...120 К.
Для ЭШП стали можно принять Wу.т ≈ 300...350 кВт∙ч/т.
Процесс ЭШП характеризуют массовой скоростью Qт (т/ч) плавления расходуемого электрода (или наплавления Qт н и кристаллизации Qт кл слитка). При этом необходимая полезная мощность
![]() . (130)
. (130)
Тепло, выделяемое в шлаковой ванне согласно (124), передается через граничные поверхности. Циркуляция жидкого шлака создает конвективную теплопередачу и усиливает эквивалентную теплопроводность в шлаковой ванне. По данным ВНИИЭТО, эквивалентный коэффициент теплопроводности λэкв составляет 50...150 Вт/(м∙К) при теплопередаче поперек потока и 20...50 кВт/(м∙К) – при теплопередаче вдоль потока при скорости движения шлака порядка 0,1 м/с, т.е. возрастает в 300–400 раз.
Сущностью технологии ЭШП является капельный перенос металла с торца расходуемого электрода через шлаковую ванну. За время кратковременного (0,1...0,3 с) движения капли через объем перегретого шлака (со скоростью 2...3 м/с) металл дополнительно нагревается на 30...50 К. Однако капли электродного металла, поступающие в металлическую ванну, имеют температуру Тм ниже, чем температура шлака Тшл. Поэтому между шлаковой и металлической ваннами существует перепад температур (температурный напор), вызывающий теплопроводность между двумя несмешивающимися жидкостями. Сложность расчета обусловлена отсутствием четко выраженной поверхности раздела, поскольку площадь поверхности металлической ванны sм постоянно совершает колебания, вызванные падением капель и электродинамическими воздействиями. В таких случаях говорят о конвективном теплообмене, т.е. рассматривают совместный процесс конвекции и теплопроводности. Если на границе между шлаковой и металлической ваннами выделить относительно тонкую переходную область, в которой происходит перенос тепла при перемещении макрочастиц жидкого металла и жидкого шлака из области с температурой Тшл в область Тм, можно условно применить уравнение конвективного теплообмена
![]() , (131)
, (131)
где αшл–м – коэффициент теплообмена между шлаковой и металлической ваннами, составляющий, по данным ИЭС, 2...4 кВт/(м2∙К).
По данным ВНИИЭТО, температура Тм соответствует перегреву жидкого металла над температурой плавления порядка 250...450 К, что превышает возможный перегрев электродного металла и подтверждает возможность интенсивного теплообмена через зеркало металлической ванны.
В
радиальном зазоре Δ (см. рис. 62, а)
между кристаллизатором и электродом
существует тепловой поток излучения
Физл
(кВт) с теплоотдающей поверхности
![]() шлаковой
ванны, имеющей температуру Тшл
и степень
черноты εшл
~ 0,7 для условий ЭШП:
шлаковой
ванны, имеющей температуру Тшл
и степень
черноты εшл
~ 0,7 для условий ЭШП:
![]() , (132)
, (132)
где
![]() – линейный коэффициент заполнения
кристаллизатора в шлаковой ванне, равный
при использовании N расходуемых
электродов
– линейный коэффициент заполнения
кристаллизатора в шлаковой ванне, равный
при использовании N расходуемых
электродов
![]() ,
где sэд1 и sкл
– площадь поперечного сечения одного
электрода и кристаллизатора соответственно.
,
где sэд1 и sкл
– площадь поперечного сечения одного
электрода и кристаллизатора соответственно.
Поток Физл частично излучается на электрод, повышая его температуру вблизи зеркала шлаковой ванны; частично теряется через кольцевой зазор в окружающую атмосферу и через водоохлаждаемую поверхность кристаллизатора. Эти потери можно уменьшить, если, во-первых, снизить температуру поверхности шлаковой ванны, например, заглубив электрод в шлаковую ванну, когда горячая подэлектродная зона удаляется от зеркала ванны, и, во-вторых, увеличить коэффициент заполнения кристаллизатора kз.к, если это не противоречит условиям кристаллизации слитка и не ухудшает токораспределения.
Наличие водоохлаждаемого кристаллизатора при ЭШП создает большой перепад температуры между шлаковой ванной и охлаждающей водой, вызывая интенсивную теплопередачу через стенку кристаллизатора Фшл–кл, характеризуемую следующими особенностями:
1.
Тепловое сопротивление цепи «шлак –
вода» включает в себя несколько тепловых
сопротивлений: теплоотдачи от жидкого
шлака к шлаковому гарнисажу
![]() ;
теплопроводности гарнисажа
;
теплопроводности гарнисажа
![]() ;
контактное сопротивление на границе
«гарнисаж – стенка» R3;
теплопроводности
стенки кристаллизатора
;
контактное сопротивление на границе
«гарнисаж – стенка» R3;
теплопроводности
стенки кристаллизатора
![]() и теплоотдачи от стенки к охлаждающей
воде
и теплоотдачи от стенки к охлаждающей
воде
![]() .
Из-за низкой теплопроводности твердого
шлака R2
имеет наибольшую величину и определяет
основной перепад температуры (рис. 70).
.
Из-за низкой теплопроводности твердого
шлака R2
имеет наибольшую величину и определяет
основной перепад температуры (рис. 70).
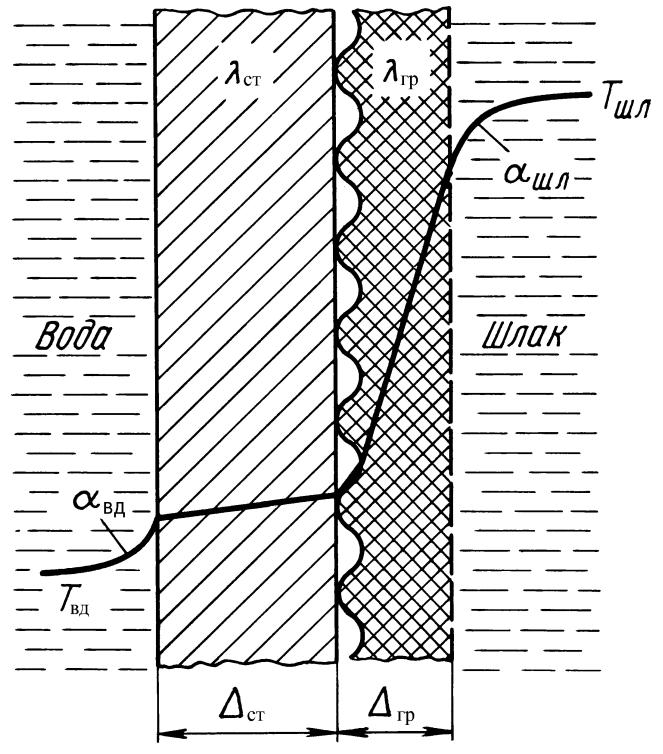
Рис. 70. Схема теплопередачи через стенку кристаллизатора толщиной ∆ст, покрытую слоем шлакового гарнисажа ∆гр
2. Изменяется толщина гарнисажа Δгр, поскольку его поверхность, соприкасающаяся с жидким шлаком, является подвижной границей раздела твердой и жидкой фаз, имеющей постоянную температуру плавления для данного химического состава шлака. В квазистационарном режиме ЭШП подвод тепла Фтв от жидкого шлака к фазовой границе равен теплоотводу Фто от нее к охлаждающей воде. При увеличении Фтв или снижении Фто к фазовой границе подводится больше тепла, чем отводится (Фтв > Фто). Так как температура фазовой границы не может измениться, начнется расплавление гарнисажа, в результате чего уменьшатся Δгр и R2, возрастет Фто и наступит новое квазистационарное равновесие Фтв = Фто при более тонком гарнисаже. При снижении Фтв или увеличении Фто произойдет увеличение толщины гарнисажа.
3. Величина потока Фшл–кл не зависит от условий теплоотвода, поскольку его величина определяется только условиями теплоподвода из шлаковой ванны:
![]() , (133)
, (133)
где sтв – площадь тепловоспринимающей поверхности шлакового гарнисажа, практически равная площади внутренней поверхности кристаллизатора на высоте (глубине) шлаковой ванны hшл.
Изменение условий теплоотвода (изменение скорости и температуры теплоносителя, применение жидкометаллических теплоносителей и др.) при постоянном теплоподводе к фазовой границе приводит лишь к изменению толщины гарнисажа, что может играть существенную роль при формировании поверхности слитка, но не оказывает влияния на тепловые потери шлаковой ванны. Поэтому поток Фшл–кл снижают уменьшением площади sтв поверхности соприкосновения кристаллизатора с жидким шлаком. На печи ЭШП с заданным размером кристаллизатора это возможно при наведении шлаковой ванны минимально допустимой (по условиям технологии ЭШП) глубины hшл. По данным ИЭС, доля потока Фшл–кл от всей мощности Ршл, выделяемой в шлаковой ванне, составляет 0,4...0,7 в зависимости от коэффициента (степени) развития гарнисажа sтв/scт (по аналогии с другими металлургическими печами) в пределах от 1 до 4.