

Печи периодического действия
Для анализа работы ФСП периодического действия целесообразно составлять баланс энергии за плавку аналогично ДСП.
Особенность баланса ФСП периодического действия (табл. 20) заключается в относительно большой доле (до 50 %) в приходной части баланса энергии экзотермических реакций силикотермического восстановления оксидов рудных материалов и передельных шлаков. Открытые рафинировочные ФСП за плавку теряют до 25 % всей энергии процесса, причем более 80 % всех тепловых потерь происходит с колошника. Поэтому необходимо создание для таких процессов закрытого плавильного агрегата (например, с герметичным огнеупорным сводом).
Таблица 20
Энергетический баланс фсп периодического действия, %
Статья баланса |
Технологический процесс |
|
Рафинирование феррохрома |
Переплав молибденсодержащих отходов |
|
Приход |
||
Электрическая энергия |
50...70 |
83 |
Экзотермические реакции |
50...30 |
17 |
Итого… |
100 |
100 |
Расход |
||
Электрические потери |
13 |
5 |
Тепловые потери |
25...17 |
24 |
Полезное тепло: |
62...70 |
71 |
нагрев сплава |
8...11 |
2,5 |
нагрев шлака |
32...57 |
68,5 |
эндотермические реакции |
22...2 |
– |
Итого… |
100 |
100 |
КПД: |
|
|
электрический |
0,87 |
0,95 |
тепловой |
0,71...0,80 |
0,75 |
общий |
0,62...0,70 |
0,71 |
Электрический КПД ФСП периодического действия составляет ηэ ≈ 0,87...0,95, тепловой КПД ηт ≈ 0,7...0,8 и общий КПД ηобщ ≈ 0,6...0,7.
Глава IV
Печи электрошлакового переплава
§ 1. Печи электрошлакового переплава как разновидность печей сопротивления
Общие сведения
Принцип действия электрических печей сопротивления основан на выделении тепла в проводнике при прохождении по нему электрического тока, причем количество тепловой энергии W за время τ определяют по закону Джоуля – Ленца
![]() , (124)
, (124)
где I – сила тока, протекающего через проводник;
R – активное сопротивление проводника.
Печи сопротивления косвенного нагрева были первыми сталеплавильными печами, но не получили распространения из-за низких технико-экономических показателей. Можно отметить оригинальную конструкцию печи с графитовыми нагревателями (вместимость 0,75...1,5 т), созданную в 1915 г. русскими инженерами С.С. Штейнбергом и И.П. Грамолиным для выплавки качественных сталей на одном из уральских заводов.
В настоящее время в отечественной и зарубежной спецэлектрометаллургии достаточно широко применяют печи электрошлакового переплава (печи ЭШП). Печь ЭШП (рис. 62) представляет собой печь сопротивления косвенного нагрева, в которой источником нагрева (нагревателем) служит слой (ванна) жидкого электропроводного шлака с температурой 2000...2300 К. Электрический ток через понижающий трансформатор подводят по одному или нескольким электродам. Электроды могут быть стальные (расходуемые) при электрошлаковом переплаве (ЭШП) или литые (ЭШЛ) и графитированные (нерасходуемые) при электрошлаковой разливке (ЭШР) или порционной электрошлаковой отливке (ЭШО) крупных слитков. Жидкий металл, стекающий каплями с торца расходуемого электрода или заливаемый в печь из ковша, проходит через слой шлака, образует жидкометаллическую ванну и формируется в слиток в водоохлаждаемой металлической изложнице – кристаллизаторе с поддоном. При этом на боковой поверхности слитка образуется шлаковый гарнисаж толщиной Δгр, обеспечивающий естественную тепловую и электрическую изоляцию слитка от кристаллизатора.
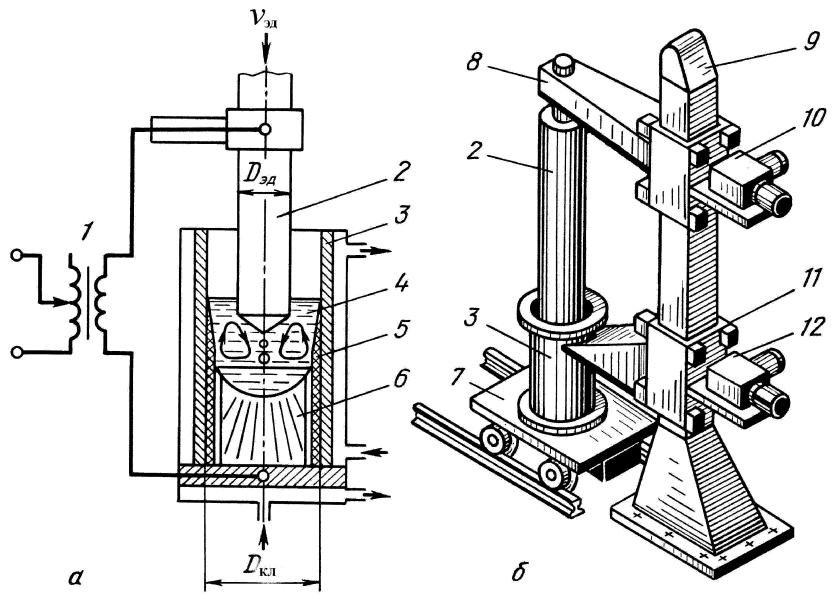
Рис. 62. Схема (а) и общий вид (б) однофазной одноэлектродной печи ЭШП: 1 – электропечной понижающий трансформатор; 2 – расходуемый электрод; 3 – кристаллизатор; 4 – ванна жидкого шлака; 5 – шлаковая корочка (гарнисаж); 6 – слиток; 7 – тележка для выката слитка; 8 – несущая конструкция; 9 – стойка; 10 – механизм передвижения несущей конструкции с двухскоростным двухдвигательным приводом; 11 – каретка; 12 – механизм подъема каретки
По мере оплавления расходуемого электрода его опускают со скоростью υэд. Область устойчивых режимов ЭШП ограничена: с одной стороны, появлением дуговых разрядов между электродом и поверхностью шлаковой ванны, с другой стороны, появлением дуговых разрядов между электродом и поверхностью металлической ванны.
Способ ЭШП разработан в ИЭС (г. Киев) на основе сварочного электрошлакового процесса. Первая однофазная опытно-промышленная печь ЭШП была построена в 1956 г., а с 1958 г. началось промышленное применение печей ЭШП.
Печи ЭШП могут быть однофазные и трехфазные. На рис. 63 представлена однофазная печь с одним (рис. 63, а) или с двумя (рис. 63, б) электродами; трехфазная печь с тремя электродами, расположенными в одном кристаллизаторе по вершинам равностороннего треугольника (рис. 63, в), или печь с тремя кристаллизаторами (рис. 63, г), которая представляет собой три однофазные печи с одним электродом, подключенные к одному трехфазному трансформатору. Для уменьшения площади, занимаемой печью этого типа, кристаллизаторы располагают в ряд. Существенным недостатком такой печи ЭШП является значительный перенос мощности по фазам (см. гл. I, § 6), при этом скорость плавления расходуемого электрода «дикой» фазы значительно превышает скорость плавления расходуемого электрода «мертвой» фазы, что приводит к снижению производительности всей печи. Поэтому современные трехфазные печи ЭШП питают от однофазных трансформаторов Тр (см. рис. 63, д).
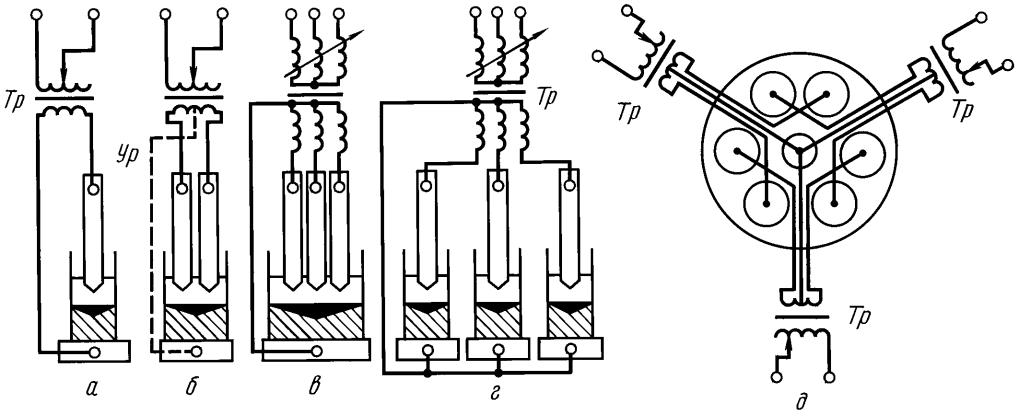
Рис. 63. Электрические схемы печей ЭШП: однофазных с одним (а) и двумя (б) электродами; трехфазных с тремя электродами, расположенными в одном (в) и в трех (г) кристаллизаторах; многоэлектродной (д) с тремя однофазными трансформаторами Тр
Основным типом промышленных печей ЭШП в настоящее время являются однофазные (одноэлектродные) печи (см. рис. 63, а), в которых выплавляют слитки круглого и квадратного сечения для сортового проката («сортовые» слитки массой до 5 т) и «кузнечные» слитки круглого сечения массой 40…200 т. Двухэлектродные печи (см. рис. 63, б) целесообразно использовать для выплавки слитков квадратного и особенно прямоугольного сечения («листовые» слитки массой до 20 т). Схемы печей ЭШП, представленные на рис. 63, обеспечивают наплавление слитка в кристаллизаторе-изложнице с неподвижным поддоном (рис. 64, а). В таком случае высота слитка определяется высотой кристаллизатора и массой расходуемого электрода. Для получения слитков большей длины, чем высота кристаллизатора, можно использовать схему печи ЭШП с вытягиванием слитка (рис. 64, б), т.е. с подвижным поддоном и неподвижным кристаллизатором (аналогично машинам непрерывной разливки стали) или с подвижным скользящим кристаллизатором, поднимающимся вверх по мере наплавления слитка (рис. 64, в).
|
|
|
|
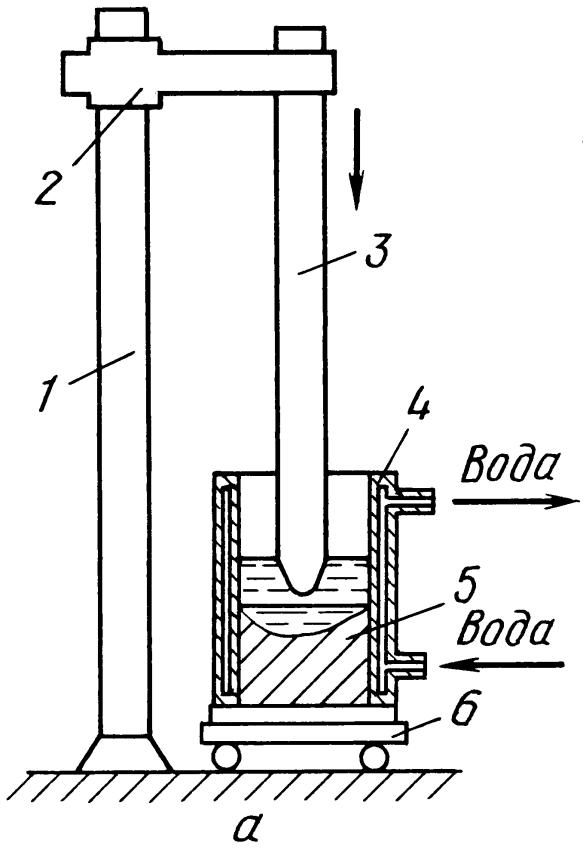
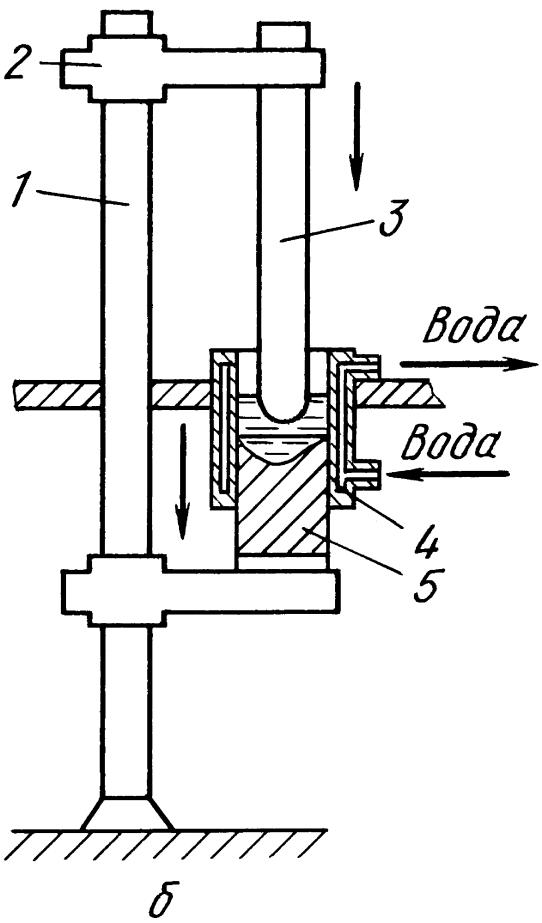

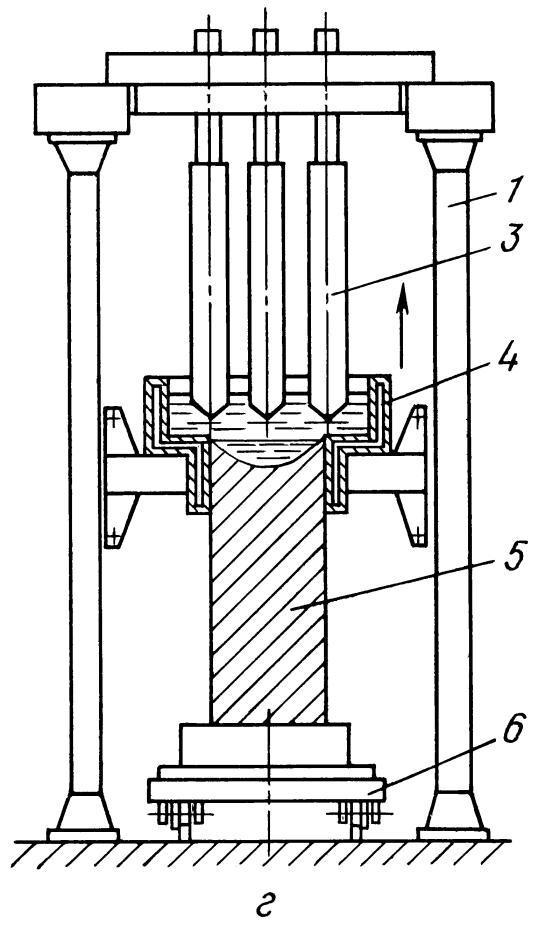
Рис. 64. Схемы печей ЭШП с кристаллизаторами разного типа: а – кристаллизатор-изложница, б – короткий неподвижный, в – подвижный; г – Т-образный; 1 – колонна; 2 – несущая конструкция; 3 – расходуемый электрод; 4 – кристаллизатор; 5 – слиток; 6 – тележка поддона
В последнем случае целесообразно иметь кристаллизатор переменного по высоте сечения, т.е. Т-образного профиля (рис. 64, г). Увеличенное поперечное сечение шлаковой ванны позволяет разместить один или несколько (многоэлектродные печи ЭШП) расходуемых электродов. Если суммарная площадь поперечного сечения расходуемых электродов равна площади поперечного сечения слитка, отпадает необходимость передвижения электродов. Слитки с большим соотношением широкой и узкой граней (слябы) можно выплавлять не только вертикально (см. рис. 62), но и горизонтально, передвигая кристаллизатор во время ЭШП возвратно-поступательно на всю длину сляба.
Применяя подвижные кристаллизаторы специальной формы, на печах ЭШП можно выплавлять два и более слитков одновременно (многоручьевая печь ЭШП).
Необходимо отметить, что действующие и разрабатываемые печи ЭШП достаточно разнообразны по конструкции, технологическому назначению и достигнутым технико-экономическим показателям, имеют многочисленные электротехнические и конструктивно-технологические особенности, отражающие гибкость процесса ЭШП и его металлургические возможности.