

32.Параметры режима ручной дуговой сварки.
Режим
сварки
– это параметры процесса: диаметр
электрода, сила сварочного тока,
напряжение дуги и длина дуги.
Диаметр электрода
d
выбирается в зависимости от толщины
заготовок:
 где s
– толщина свариваемого металла в мм.
где s
– толщина свариваемого металла в мм.
Сила тока I указывается в паспорте на марку электрода или определяется по формуле I = k∙d, где коэффициент k зависит от марки стали электродной проволоки. Для углеродистых сталей k = 35÷60 А/мм.
Напряжение дуги для большинства марок электродов и покрытий составляет 20-28 В.
Длина дуги поддерживается сварщиком в пределах 4-6 мм. Можно считать, что длина дуги составляет примерно lд = (0,5÷1,1) dэ.
3 3.Виды сварных соединений.
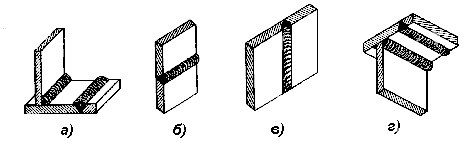
Сварные соединения: а) стыковые (1 – без разделки кромок, 2 – V-образная разделка, 3 – U-образная разделка, 4 – X-образная разделка, 5 – U-образная двусторонняя разделка); б) угловые; в) тавровое; г) нахлёсточное
34.в каких пространственных положениях может выполняться сварка.
Сварка может выполняться в различных пространственных положениях: нижнем (рис. 54, а), горизонтальном (рис. 54, б), вертикальном (рис. 54, в), потолочном (рис. 54, г).
35.Автоматическая дуговая сварка под давлением флюсом.
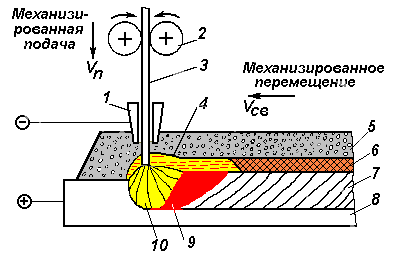
Рис. 55. Схема процесса автоматической дуговой сварки под флюсом
Сварка ведётся под слоем флюса, непокрытой проволокой. Место стыка перед сваркой засыпают флюсом (слой толщиной 30-50 мм), и дуга горит под этим слоем. Процесс называют ещё сваркой закрытой дугой.
Схема процесса АДСФ показана на рис. 55. Механизм подачи 2 обеспечивает подачу сварочной проволоки 3 в дугу 10. Проволока подключена к источнику тока через скользящий токопровод 1. Дуга закрыта слоем флюса 5. При плавлении основного металла 8 и проволоки возникает ванна жидкого металла 9, а плавящийся флюс создаёт ванну жидкого шлака 4. Сварной шов 7 формируется при кристаллизации расплавленного металла, сверху он покрыт шлаковой коркой 6, образованной застывшим шлаком.
Оборудование: автомат для дуговой сварки. Это устройство, механизирующее возбуждение и поддержание дуги, перемещение её вдоль линии шва и подачу сварочных материалов в зону плавления.
Материалы: сварочная проволока и флюсы, плавленые или керамические (спечённые). Флюсы выполняют те же функции, что и покрытие электрода при РДС:
изолируют сварочную ванну от воздуха,
обеспечивают устойчивое горение дуги,
придают нужный состав и свойства наплавленному металлу.
Преимущества: это самый производительный способ сварки. За счёт большой силы тока (до 2 кА) и непрерывности процесса производительность АДСФ в 5-20 раз выше, чем при ручной сварке.
Высокое качество шва обеспечивается надёжной защитой от окружающей атмосферы, раскислением и легированием металла шва за счёт флюса, медленным охлаждением шва, постоянством размеров сварочной ванны.
Применение: в серийном и массовом производстве – при изготовлении котлов, резервуаров, корпусов судов, мостовых балок, сварных труб с прямым и спиральным швом, колёс.
36. Автоматическая дуговая сварка самозащитной порошковой проволокой
Самозащитная порошковая проволока – лента толщиной 0,1 мм, свёрнутая в трубку и заполненная смесью порошков, по составу таких же, как покрытие электрода, но без связки. Такой проволокой можно вести автоматическую и полуавтоматическую сварку.
Преимущества: сварочная ванна и шов видны, в отличие от АДСФ. Проволока расходуется меньше, чем электроды, а глубина проплавления при этом больше.