

2.3. Выбор загрузочного устройства
Используем ЗНУ в виде транспортера.
Применим прямой конвейер ( транспортер ) с защитными бортами производства московского завода ООО "КонвейерМаш".
Область применения:
Применяется для погрузо-разгрузочных работ штучных тарных грузов, коробок, паллет, строительного и бытового мусора, как в помещении, так и на открытом воздухе и т.д. Легко настраивается под разные высоты погрузо-разгрузочных работ. Во избежание падения грузов конвейер оснащен защитными бортами. Для передвижения конвейера возможно установить колеса
Технические характеристики
Ширина от 200 до 1000 мм
Длина до 30 м
Высота от 0,3 м
Макс. Нагрузка 1000 кг
Скорость от 0,1 м/с
Макс. угол наклона до 30 град.
Реверс возможен
Мощность до 2,2 кВт
Напряжение 380V, 220V с частотным преобразователем
Типы лент Резинотканевая, ПВХ, полиамид, ПВХ шевронная, ПВХ с поперечным профилем


Рис. 6 Внешний вид транспортера.
3. Компоновка модуля
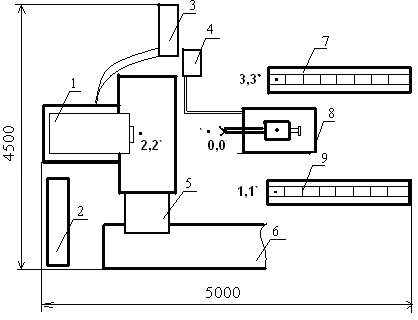
Рис. 7 Планировка РТК.
1 - Станок ;
2- Электрошкаф;
3- УЧПУ;
4- Пульт управления ПР;
5- Конвейер для уборки стружки;
6- Тара для стружки;
7- Конвейер для готовых деталей;
8- ПР;
9- Конвейер для заготовок.
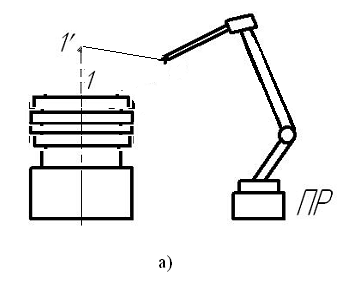
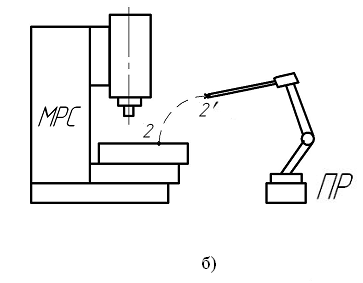
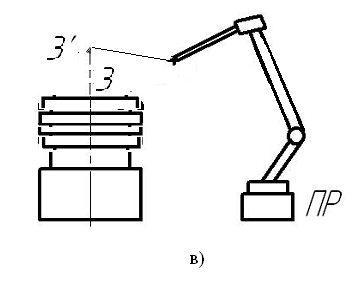
Рис. 8 Положение ПР в процессе работы РТК.
4. Анализ временной структуры
Анализ временной структуры рассчитывается по времени на обработку детали, ее транспортировки и т.д., и предназначен для четкого определения затрат времени работы РТК на определенную операцию, с целью дальнейшего улучшения характеристик РТК.
Время работы РТК в течении цикла можем вычислить по формуле
Т= t уст.д.+ t снят.д.+ t обр.+ t пер.р.+tпер.к.
где t уст.д - время установки детали;
t снят.д. - время снятия детали;
t обр.д. - время обработки детали;
t пер.р. - время перемещения робота;
tпер.к.- время перемещения конвейера.
Так как способы установки и закрепления заготовки при обработке на станках с ЧПУ принципиально не отличаются от способов, применяемых на станках с ручным управлением, то t в.у. определяют по имеющимся
нормативам для станков с ручным управлением.
5. Список контролируемых параметров
Контрольные точки
X1 – рука ПР в т. 0
X2 – рука ПР в т. 0’
X3 – заготовка на конвейере в т.1
X4 – рука ПР в т. 1’
X5 – рука ПР в т. 1
X6 – захват закрыт
X7 – рука ПР в т. 2’
X8 – рука ПР в т. 2
X9 – деталь зажата приспособлением МРС
X10 – захват открыт
X11 – конец УП МРС
X12 – деталь разжата приспособлением МРС
X13 – рука ПР в т. 3’
X14 – рука ПР в т. 3
X15 – рука ПР повернута на 90 градусов
X16 – деталь убрана из т.3