

Глава I
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Неразъемные соединения
Часть 1
СВАРНЫЕ СОЕДИНЕНИЯ
1.1. Общие сведения
Сварные соединения образуются путем местного нагревания деталей в зоне их соединения. При нагреве устанавливаются межатомные связи между свариваемыми частями.
Сваркой изготавливают станины, рамы, корпуса редукторов, зубчатые колеса больших размеров, шкивы, колонны, цистерны, трубы, корпуса морских судов и т. п.
Существует много методов сварки (более 60), которые подразделяются на две основные группы: сварка плавлением (газовая, высокочастотная, дуговая и др.) и сварка пластическим деформированием (контактная, стыковая, точечная и др.)
Наиболее распространены дуговая и контактная виды электросварки.
Для дуговой сварки применяют электроды Э42, Э42А, Э46 и др. Число после буквы Э, умноженное на 10, обозначает минимальное значение временного сопротивления металла шва; буква А — повышенное качество электрода.
Достоинства:
экономия материала (сварные конструкции легче клепаных на 20...25 %);
герметичность соединений;
возможность соединения деталей любых криволинейных профилей и толщины;
значительно меньшая трудоемкость по сравнению с заклепочными соединениями.
Недостатки:
невысокое качество шва;
сложность проверки качества шва;
![]() высокая концентрация
напряжений в зоне сварных швов;
высокая концентрация
напряжений в зоне сварных швов;
при переменных режимах нагружения прочность сварных швов не высокая.
1.2. Основные типы сварных соединений
Технология, обозначения, классификация и конструктивные элементы сварных шкивов и сварных швов и сварных соединений регламентированы соответствующим ГОСТом.
В зависимости от взаимного расположения соединяемых элементов различают следующие типы сварных соединений.
Стыковые соединения простые и надежные в сравнении с другими соединениями. Применяется ручная дуговая сварка и автоматическая — шов образуется за счет основного металла. Стыковые соединения применяются в самых простых случаях (рис. 1.1) и в конструкциях, работающих при переменных напряжениях.
В зависимости от толщины соединяемых элементов соединения выполняют без подготовки кромок или с подготовкой.
Нахлесточные соединения выполняют угловыми швами с различной формой сечения (рис. 1.2, 1.3).
Основные характеристики углового шва (рис. 1.3): катет шва — К и высота шва п.
Рис.
1.1.
Стыковое соединение
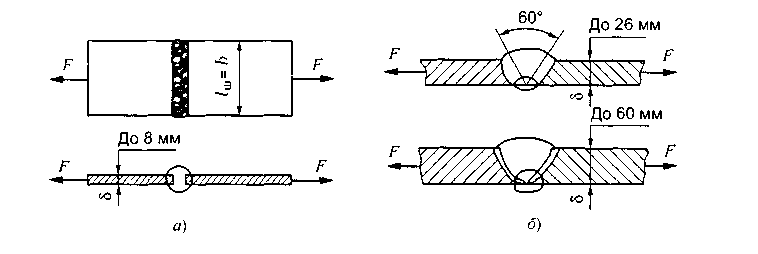
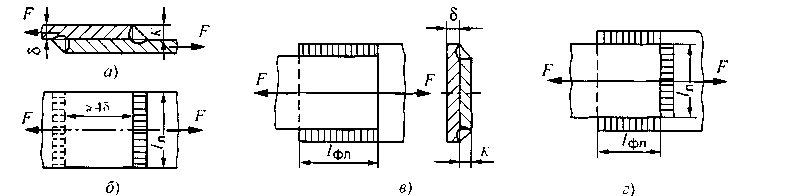
Рис.1.2. Нахлесточные соединения угловыми швами:
а, б — лобовые, расположенные перпендикулярно линии действия силы F; в — фланговые — параллельно действию силы F; г — комбинированные
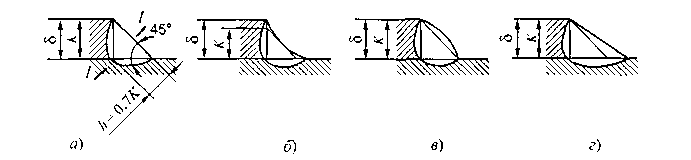
Рис.1.3. Виды угловых швов
а — нормальный
профиль шва, К
— катет шва,
![]() — толщина свариваемого листа;б—
вогнутый
шов обеспечивает плавный переход,
вследствие чего снижается концентрация
напряжений.
Применяют в ответственных конструкциях,
так как механическая обработка удорожает
конструкцию;
в
— выпуклый
шов, повышает концентрацию напряжений,
применять нерационально;
г— специальный
шов, применяют
при переменных нагрузках.
— толщина свариваемого листа;б—
вогнутый
шов обеспечивает плавный переход,
вследствие чего снижается концентрация
напряжений.
Применяют в ответственных конструкциях,
так как механическая обработка удорожает
конструкцию;
в
— выпуклый
шов, повышает концентрацию напряжений,
применять нерационально;
г— специальный
шов, применяют
при переменных нагрузках.
По условиям технологии принимают К> 3, если толщина листа > 3 мм.