

тест3
Конструирование отливок с учетом их прочности
При сложных и крупных стальных отливках следует изучить также возможность изготовления изделия комбинированным способом – сваркой нескольких простых отливок или сваркой литых частей с частями, изготовленными из стального листа или профильного проката. Опока, например.
Следует взвесить возможность соединения нескольких отливок в одну. Достоинства этого:
·уменьшение веса изделия
·сокращение объема механической обработки
·упрощение сборки
·уменьшение числа предметов оборудования
·легкость изготовления нескольких небольших простых отливок вместо одной крупной и сложной
·снижение брака
·облегчение механической обработки малыми станками
·возможность типизации отливок.
В основу проектирования отливок следует положить соблюдение возможной равномерности толщины стенки, избегая местных утолщений. Переходы между толстыми и тонкими сечениями должны быть плавными. Закругления должны быть выполнены с соответственно большими радиусами.
 В отливках со
стенками разной толщины, с резкими и
неправильно выполненными переходами
сечений разной величины и с большими
местными скоплениями металла возникают
большие внутренние напряжения,
приводящие трещинам и короблению. В
массивных сечениях стенок могут быть
усадочные раковины и пористость.
В отливках со
стенками разной толщины, с резкими и
неправильно выполненными переходами
сечений разной величины и с большими
местными скоплениями металла возникают
большие внутренние напряжения,
приводящие трещинам и короблению. В
массивных сечениях стенок могут быть
усадочные раковины и пористость.
2.5 Крестообразное сопряжение четырех стенок.
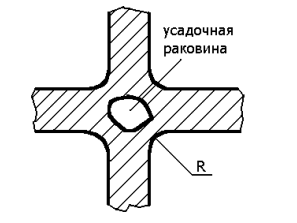 Такое сопряжение
нерационально, так как увеличивает
массу металла, способствует концентрации
тепла, замедляет охлаждение.
Такое сопряжение
нерационально, так как увеличивает
массу металла, способствует концентрации
тепла, замедляет охлаждение.
При конструировании литых деталей для увеличения их общей жесткости и прочности, усиления особо нагруженных мест или выступающих частей, а иногда по технологическим соображениям рекомендуется предусматривать ребра жесткости. Ребра жесткости позволяют уменьшить сечения отдельных элементов, снизить внутренние напряжения стенок различной толщины, а также способствуют предотвращению коробления или брака по трещинам.
В зависимости от назначения ребра жесткости подразделяются:
1)усиливающие (увеличивающие прочность, уменьшают напряжения);
2)разводящие (воспринимают сосредоточенные нагрузки и переносят их рассредоточено на тонкие стенки отливки);
3)ребра жесткости (усиливают жескость слабых элементов отливки);
4)ребра конструктивные (охлаждающие, направляющие и т.д.);
5)ребра технологические (усадочные, ребра предохраняющие отливку от деформации при охлаждении - удаляемые);
Направление ребер жесткости должно быть перпендикулярны к направлению линий максимальных напряжений в отливке.
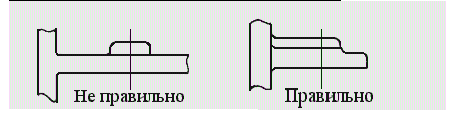
Б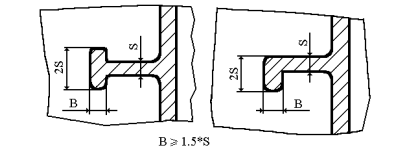 обышки,
платики, приливы и пальцы.
обышки,
платики, приливы и пальцы.
Желательно конструировать отливку с минимальным количеством бобышек, приливов и платиков, т.к. образуя узлы сосредоточение металла, они часто являются причиной возникновения усадочных раковин и рыхлот.
Втулки и фланцы.
При неправильном конструировании втулок с фланцами, особенно из сплавов с большой объемной усадкой, в местах скопления металла очень часто после затвердевания в отливке образуются усадочные рыхлоты и раковины. Поэтому при конструировании подобных элементов литых деталей следует выравнивать сечения за счет введения ребра жесткости или вводить кольцевые канавки.
О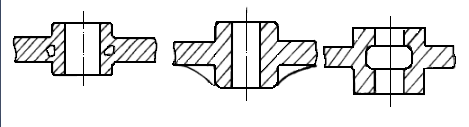 тверстия
- окна.
тверстия
- окна.
В стенках литых деталей для снижения усадочных напряжений следует предусматривать конструктивные отверстия - окна овальной или круглой формы. Конструктивные отверстия особенно необходимы в литых деталях со стенками значительной протяженности.
Н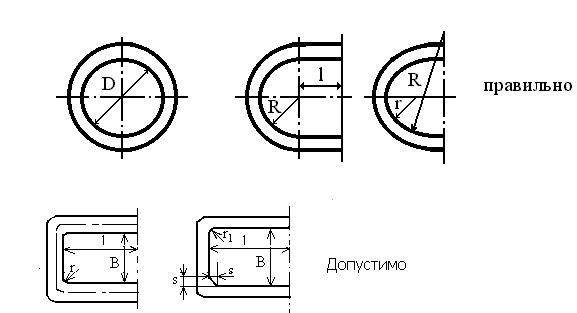 аибольший
размер окна овальной формы должен
совпадать с направлением действия
внутренних сил.
аибольший
размер окна овальной формы должен
совпадать с направлением действия
внутренних сил.