

7.2 Електростатичні промислові установки
Установки електронно-іонної технології в промисловості використовуються для електрогазоочищення (електрофільтри), фарбування виробів в електростатичному полі, розділення суспензій та емульсій, розділення сипких сумішей, опріснення морської води, аерації повітря та ін.
Як приклад розглянемо принцип дії деяких промислових електростатичних установок.
Рис. 79. Принципова
схема електрофільтра
1 – регулювальний
трансформатор; 2 – підвищувальний
трансформатор; 3
– високовольтний випрямляч; 4 – провід
малого
опору; 5 – ізолятор;
6 – коронуючий електрод; 7 – осаджувальний
електрод;
8 – механізм струшування; 9 – бункер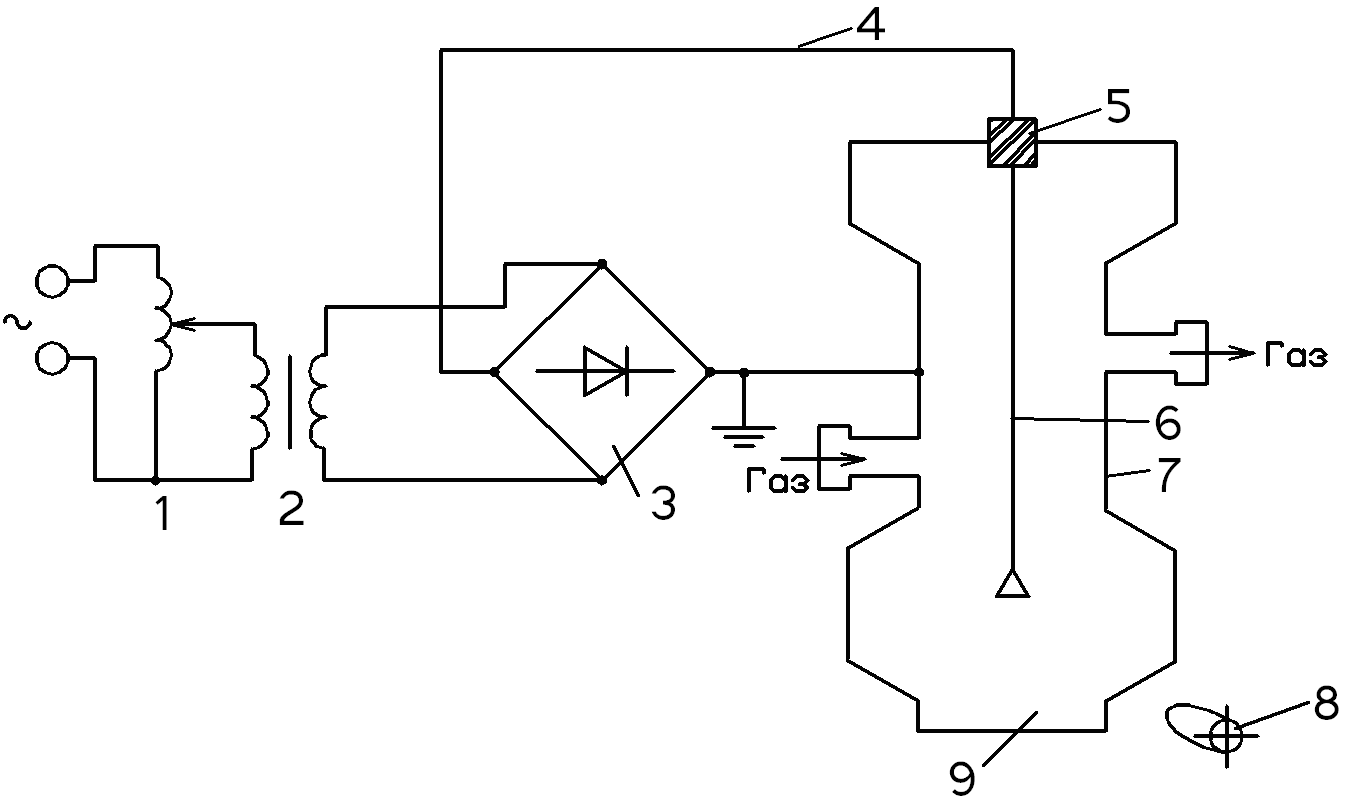
При проходженні забрудненого газу через електрофільтр більшість пилинок набуває негативного заряду і згідно з напрямком електричного поля переміщуються та осідають на осаджувальному електроді. Останній періодично механічно струшують для осідання пилу в бункері. Очищені від пилу гази викидаються в атмосферу або утилізуються. Робочі струми в електрофільтрах складають порядку 0,1-0,5 мА на метр довжини коронуючого електрода, робоча напруга між електродами – 50-80 кВ.
Рис. 80. Схема
установки
електростатичного
фарбування виробів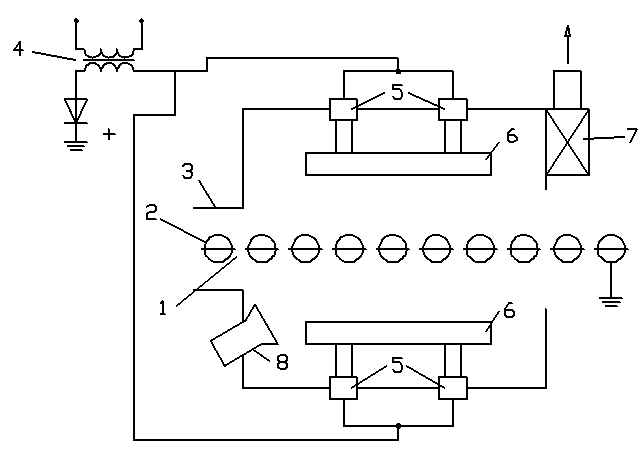
Метод фарбування в електростатичному полі високої напруги знайшов широке розповсюдження за рахунок економічного фарбування таких виробів масового виробництва, як холодильники, пральні машини, електродвигуни, деталі і кузови автомобілів, деталі велосипедів тощо.
При фарбуванні в електростатичному полі втрати фарби не перевищують 5-10 %, тоді коли при пневматичному способі вони складають 40-70 %. Метод використовується також для фарбування таких крупних об’єктів, як залізничні вагони. Він широко використовується для фарбування не тільки металевих, а й дерев’яних виробів: дерев’яних і віконних блоків, деревоволокнистих плит, стільців, музикальних інструментів, іграшок тощо.
Процес фарбування повністю автоматизований, пов’язаний з підвищенням культури виробництва, покращенням санітарно-гігієнічних умов праці в фарбувальних цехах. Споживання електричної енергії електрофарбувальними установками вкрай незначне.
Установка електроосмотичного опріснення води розділена на 10-12 самостійних ланок, які мають спільну конструкцію, наведену на рис. 81.
Рис. 81. Схема
установки електроосмотичного опріснення
води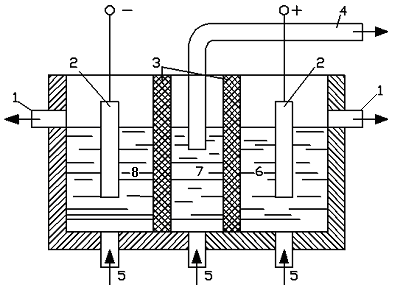
Принципові схеми установок для розділення сипких сумішей наведені на рис. 82 на прикладі установок для очищення насіння. Потрапляючи у зону дії коронного розряду, насіння заряджається, та його зміщення у відношенні до осаджувального електрода буде залежати від виду насіння та його електрофізичних властивостей.
а)
б)
Рис. 82. Схема
установок для розділення сипких сумішей
камерного
(а)
і барабанного (б) типів
1 – коронуючий
електрод; 2 – бункер-дозатор;
3
– осаджувальний електрод;
4 – приймальні
бункери; 5 – щітка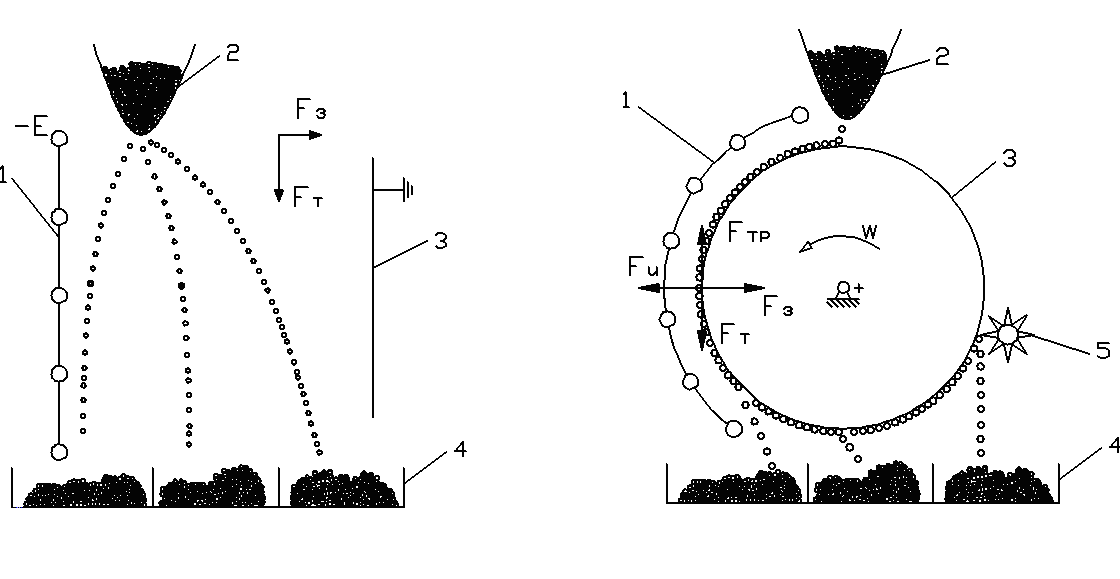
Вироби опускаються в ванну з використанням постійного струму. Покриття утворюється за рахунок одночасно протікаючи процесів електрофорезу, електролізу і електроосмосу.
В постійному електричному полі, де катодом служить корпус ванни або металеві пластини, а анодом – металевий виріб, що фарбується, негативно заряджені частинки лакофарбувального матеріалу рухаються вздовж силових ліній поля до аноду і осаджуються на ньому до утворення ізолюючого шару покриття. Ділянки виробу, в яких густина силових ліній більше, фарбуються в першу чергу; на інших ділянках також осаджується рівномірний шар покриття. В кінцевому рахунку рівномірне за товщиною покриття утворюється на виробах любої складної конфігурації.
Шар покриття, що осідається, не розчиняється у воді, тому після фарбування його можна промивати. В результаті утворюється щільна, практично безпориста плівка, що не має дефектів, однакової товщини у всіх точках виробу, тому необхідність шліфування відпадає.
Перевагами електроосадження є також економія робочої сили і лакофарбувальних матеріалів, санітарна і протипожежна безпека, так як використовуються водяні системи, можливість повної автоматизації процесу, включаючи підготовку поверхні і сушку, об’єднаних на одному конвеєрі.
Контрольні питання до підрозділу 7.2
Який принцип дії електрофільтру ?
В чому суть електростатичного фарбування металевих виробів ?
Який принцип дії установки електроосмотичного опріснення морської води ?
Який принцип роботи установок по розділенню сипучих сумішей ?