

4.Определение технологических параметров лпд и необходимого количества оборудования[4].
4.5. Параметры техпроцесса.
5.1.4. Норма расхода материала на одну деталь:

 -
расходный коэффициент;
-
расходный коэффициент;
m=7.5г – масса изделия;

5.2. Давление гидрожидкости на плунжер впрыска определяется исходя из давления литья ( по ОСТ[6] ) и графика зависимости давления гидрожидкости на плунжер гидроцилиндров привода поступательного движения шнека от давления литья
Эти зависимости указаны в паспортах литьевых машин и нанесены на специальных табличках, прикрепленных к корпусу машины в районе механизма впрыска. Положения графиков зависит от соотношения площадей плунжера гидроцилиндра и материального цилиндра. При одном и том же давлении гидрожидкости, давление литья максимально для шнека с наименьшим диаметром.
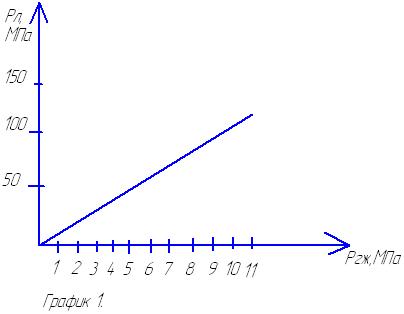
В нашем случае
 =105
МПа[6]. Для шнека с максимальным диаметром
имеем данный график, из которого видно,
что при
=105
МПа→
=105
МПа[6]. Для шнека с максимальным диаметром
имеем данный график, из которого видно,
что при
=105
МПа→

5.3. Определим суммарную площадь литья:
 ,
где n=8-
гнездность формы;
=12см2-
площадь проекции изделия на плоскость
разъёма формы.
,
где n=8-
гнездность формы;
=12см2-
площадь проекции изделия на плоскость
разъёма формы.
=8*2.2*12=211.2см2
5.4. Необходимое усилие запирания формы определяют из формулы определения гнёздности по критерию максимального усилия запирания формы.
 (см.пункт
3.2 b)
)
(см.пункт
3.2 b)
)
5.5. Необходимая пластикационная производительность.

M=7.5г – масса изделия; n=8- гнездность формы;
 =75.32с
– время цикла; к1=2.2;
А=47 кг/час – пластикационная
производительность машины[5]
=75.32с
– время цикла; к1=2.2;
А=47 кг/час – пластикационная
производительность машины[5]
 =0.75[4]-
коэффициент, учитывающий отношение
пластикационной производительности
по данному материалу к пластикационной
производительности по полистиролу.
=0.75[4]-
коэффициент, учитывающий отношение
пластикационной производительности
по данному материалу к пластикационной
производительности по полистиролу.
Ан<А=47 кг/час, т.е. условие бесперебойной работы в автоматическом режиме выполняется, значит пауза между циклами отсутствует.
5.7. Сечение впускного
литника зависит от объёма изделия. Для
объёмов до 20 см3-
0=0.2мм; от 20 до 50см3-
 =0.3мм;от
50 и выше-
=0.4мм.
В нашем случае
=0.3мм;от
50 и выше-
=0.4мм.
В нашем случае
 .
Значит
=0.2мм
.
Значит
=0.2мм
5.8,5.9. Данные о температурах берем из ГОСТ 410.054.831
5.10. Определяем время выдержки под давлением:

а- коэффициент
температуропроводности материала,
а=0,9* м2/с[4];
м2/с[4];
Тн- начальная температура, соответствует температуре расплава,, впрыскиваемого в форму. На практике в качестве Тн принимают температуру последней зоны материального цилиндра, Тн=2700С,[6].
Конечная температура Тк должна быть близкой к температуре формы:
 Тф=800С[6]
Тф=800С[6]

5.11. В нашем случае
максимальная толщина стенки изделия
 =7мм.
=7мм.
5.12. Определяем технологическое время:
 где
-
толщина стенки изделия.
где
-
толщина стенки изделия.
При
 =7мм:
=7мм:

5.13. Время выдержки без давления:
 ;
;
5.15. Время смыкания формы:

S=16мм- путь движения подвижной плиты
V=160мм/с- скорость движения подвижной плиты, [4]
5.16. Определяем время впрыска:

 -объём
отливки
-объём
отливки
 где
где
 -
объем изделия;
-
объем изделия;
 -максимальная
объемная скорость впрыска, [5]
-максимальная
объемная скорость впрыска, [5]
K=0.5-
коэффициент снижения Vmax,
зависит от конфигурации изделия, [4]
5.17. Время машинное:

5.21. Определим время цикла:

5.6.4. Определим коэффициент использования оборудования по пластикационной производительности:

Где
 -
необходимая пластикационная
производительность;
-
необходимая пластикационная
производительность;
А- пластикационная производительность машины [см. пункт 5.5]
5.6.5. Среднее значение коэффициента использования оборудования:

5.24. Рассчитаем количество порций материала в материальном цилиндре:
 где
где
 -
коэффициент использования оборудования
-
коэффициент использования оборудования
5.25. Время нагрева материала:

5.26. Рассчитаем время нахождения материала в материальном цилиндре:

6. Рассчитаем необходимое количество оборудования:
 где N=5
где N=5 шт.-
годовая программа выпуска;
шт.-
годовая программа выпуска;
W-годовая производительность машины

Где Ф=3000ч. – фонд времени работы машины в году.

Таким образом, для выполнения данной годовой программы выпуска необходимо взять две литьевых машины выбранной нашей марки ERGOtech 100-310.