

Ковкие чугуны. Их получение, состав, структура, маркировка, применение.
К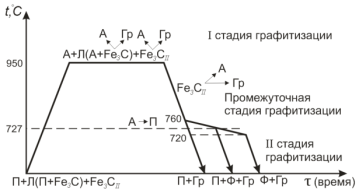 овкий
чугун
получают из доэвтектического белого
чугуна длительным отжигом (графитизацией)
отливок: медленный нагрев до 950..1000°С,
выдержку 20-25 часов, при которой цементит
ледебурита и цементит вторичный
превращаются в перлит (первая стадия
графитизации – получают перлитный
ковкий чугун). Для получения ферритного
ковкого чугуна с температуры нагрева
после первой стадии граффитизации,
чугун медленно охлаждают в диапазоне
эвтектоидного превращения 760..720°С или
дают выдержку 25-30 часов (вторая стадия
графитизации), перлит распадается на
феррит и графит – получают ферритный
ковкий чугун (рис.23). Для получения
феррито-перлитного ковкого чугуна
сокращаюи время выдержки на второй
стадии графитизации. Ковкий чугун
отличается высокой пластичночтью
(особенно ферритный), его применяют для
деталей, работающих в условиях ударных
и циклических нагрузок, отливок сложной
формы.
овкий
чугун
получают из доэвтектического белого
чугуна длительным отжигом (графитизацией)
отливок: медленный нагрев до 950..1000°С,
выдержку 20-25 часов, при которой цементит
ледебурита и цементит вторичный
превращаются в перлит (первая стадия
графитизации – получают перлитный
ковкий чугун). Для получения ферритного
ковкого чугуна с температуры нагрева
после первой стадии граффитизации,
чугун медленно охлаждают в диапазоне
эвтектоидного превращения 760..720°С или
дают выдержку 25-30 часов (вторая стадия
графитизации), перлит распадается на
феррит и графит – получают ферритный
ковкий чугун (рис.23). Для получения
феррито-перлитного ковкого чугуна
сокращаюи время выдержки на второй
стадии графитизации. Ковкий чугун
отличается высокой пластичночтью
(особенно ферритный), его применяют для
деталей, работающих в условиях ударных
и циклических нагрузок, отливок сложной
формы.
Рис.23. Схема отжига ковкого чугуна
Примеры маркировка серых чугунов:- ковкий чугун – КЧ37-12: ковкий чугун, σв=370 МПа, δ=12%.
Указать возможные способы упрочнения поверхностного слоя стальных деталей. Привести характерные марки сталей для каждого способа. Объяснить механизмы упрочнения и получаемые структуры.
Многие детали машин работают в условиях повышенного износа, циклических и динамических нагрузок (валы, шестерни и др.). Их поверхность должна иметь высокую твёрдость и износостойкость, а сердцевина – сохранять вязкость и воспринимать ударные нагрузки. Для повышения твердости, износостойкости и предела выносливости поверхностного слоя изделий применяют методы поверхностного упрочнения стали: поверхностную закалку и химико-термическую обработку (цементацию, азотирование и др.).
Поверхностная закалка стали с индукционным нагревом (закалка ТВЧ) При поверхностной закалке ТВЧ для нагрева поверхности детали ее помещают в индуктор, через который пропускают токи высокой частоты. За счет создаваемого переменного магнитного поля в поверхностном слое металла возникают вихревые токи, что и вызывает прогрев на определенную глубину. Толщина закаленного слоя зависит от частоты тока, обычно она составляет от 1 до 4 мм. Этот способ обеспечивает более высокие скорости нагрева и охлаждения, чем объемная печная закалка. Превращение перлита в аустенит происходит при более высоких температурах (880…980°C). Охлаждение детали производится путем распыления воды из форсунок. После закалки ТВЧ проводят низкий отпуск при температуре 160…200°C или самоотпуск. Закалке ТВЧ подвергают среднеуглеродистые стали (0,4…0,5%С). После закалки и низкого отпуска на поверхности образуется структура мартенсита отпуска с твердостью до 60 HRC, что на 3…5 единиц больше, чем при печном нагреве. Сердцевина остается незакаленной, для обеспечения ее вязкости проводят предварительную термообработку: улучшение (структура - сорбит зернистый) или нормализацию (структура сорбит пластинчатый+феррит). Закалка ТВЧ применяется для таких деталей как коленчатые и распределительные валы, шаровые пальцы, шестерни, зубчатые колеса и др.
Цементация Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали углеродом. Цель цементации - повышение твёрдости и износостойкости поверхности при сохранении вязкой сердцевины. Цементацию проводят при температуре 930…950°C в углеродсодержащей среде (карбюризаторе). В качестве карбюризатора чаще используют газовые среды, например, эндогаз (20%СО+40%H2+40%N2, с добавкой 5% CH4). Основным источником атомарного углерода является окись углерода: 2СО→CO2+Cат. Атомы углерода, образующиеся в насыщающей среде, адсорбируются на поверхности детали, а затем диффундируют вглубь. Образуется диффузионный слой с повышенной концентрацией углерода, толщина которого зависит от температуры и длительности насыщения и составляет обычно 1…2 мм. Для получения слоя толщиной 1,5 мм цементацию проводят в течение 15 часов. Охлаждение после цементации ведут на воздухе.
Цементации подвергают малоуглеродистые стали (0,1…0,3%С). После цементации в поверхностном слое находится до 0,8…1,1%С, содержание углерода плавно уменьшается по глубине до исходной его концентрации в стали. Соответственно меняется структура от поверхности вглубь слоя от заэвтектоидной (П+ЦII), эвтектоидной (П) к доэвтектоидной (П+Ф).
Для получения окончательной структуры и свойств детали после цементации проводят закалку и низкий отпуск. Для наследственно мелкозернистых сталей закалку можно проводить непосредственно из цементационной печи, подстуживая детали до 860°C, затем дают низкий отпуск при 160-200°C. Для устранения крупнозернистой структуры сталей применяют повторный нагрев под закалку после цементации.
Окончательная структура поверхности изделия - МОТП+АОСТ+ЦII с высокой твердостью (58..64 HRC). Структура сердцевины углеродистых сталей – сорбит(перлит)+феррит, легированных – бейнит или малоуглеродистый мартенсит.
Азотирование
Азотирование – диффузионное насыщение поверхностного слоя стали азотом. Азотирование проводят при температуре 480…600°С в среде частично диссоциированого аммиака, который является источником атомарного азота: NH3→3/2H2+Nат. Длительность процесса азотирования составляет 24…60 часов для получения слоя толщиной 0,3…0,6 мм.
Азотированию подвергают среднеуглеродистые стали (0,3…0,5%С), легированные хромом, молибденом, алюминием, ванадием, например 38Х2МЮА (0,38%С, 2% Cr, 1% Al, 0,2% Mo). Азотированный слой имеет многофазное строение: на поверхности образуются нитриды железа (ε- и γ΄-фазы, Fe2-3N и Fe4N соответственно), а также нитриды легирующих элементов типа MeN и Me2N, которые придают высокую твёрдость (1100…1200 HV) азотированному слою.
Перед азотированием проводится термообработка, как правило, улучшение (закалка с высоким отпуском), с целью повышения прочности и вязкости сердцевины за счет формирования структуры сорбита зернистого. Затем проводят механическую обработку для придания окончательных размеров изделию, наносят защитные покрытия на участки, не подлежащие азотированию. После азотирования проводят окончательное шлифование изделия.
Азотирование повышает твердость, износостойкость, предел выносливости, сопротивление коррозии и применяется для упрочнения шестерен, гильз цилиндров, коленчатых и распределительных валов, клапанов двигателей внутреннего сгорания и т.д.