

Билет№20
№1.Атомно-кристаллическое строение металлов. Типы кристаллических решеток и их характеристики.
Атомно-кристаллическое строение металлов
Каждый металл (вещество) может находиться в четырех агрегатных состояниях: газообразном, жидком, твердом и в виде плазмы. В газообразном состоянии расстояние между атомами (частицами) велико, силы взаимодействия малы и атомы хаотично пере- мещаются в пространстве, отталкиваясь друг от друга. Атомы газообразного вещества обладают большой кинетической энергией. В жидком металле атомы сохраняют лишь ближний порядок, т.е. в небольшом объеме упорядоченно и закономерно расположено небольшое количество атомов. Ближний порядок неустойчив, он может возникать и исчезать под действием тепловых колебаний.
В металлах, находящихся в твердом состоянии, порядок расположения атомов строго определен и закономерен, силы взаимодействия уравновешены, тело сохраняет свою форму. Металлы имеют кристаллическое строение с правильным закономерным расположением атомов в пространстве. Закономерное расположение атомов (точнее, положительно заряженных ионов) приведено на рис. 2.1. Воображаемые линии, проведенные через центры атомов, расположенных в одной плоскости, образуют решетку, в узлах которой располагаются атомы.
Такая конфигурация называется кристаллографической плоскостью. Многократное повторение кристаллографических плоскостей в пространстве позволяет получить пространственную кристаллическую решетку (рис. 2.2). Пространственная кристаллическая решетка сложна в изображении, поэтому представление об атомном строении кристаллов дается в виде элементарных кристаллических ячеек. Под элементарной кристаллической ячейкой понимают минимальный объем, дающий представление об атомной структуре металла в целом, его повторение в пространстве образует кристаллическую решетку. Элементарные кристаллические ячейки характеризуются следующими основными параметрами: периодом решетки, координационным числом, атомным радиусом, базисом(атомной плотностью).
Периодом решетки называется расстояние между центрами двух соседних частиц (атомов, ионов) в элементарной ячейке решетки (рис. 2.3).
Периоды решетки измеряют в нанометрах (нм) или пикометрах (пм).
К показывает количество атомов, находящихся на самом близком расстоянии от любого выбранного атома в решетке. Под атомным радиусом понимают половину межатомного расстояния между центрами ближайших атомов в кристаллической решетке элемента при равновесных условиях. Базисом решетки называется количество атомов, приходящихся на одну элементарную ячейку решетки.
Простейшим типом кристаллического строения является кубическая решетка, в которой атомы расположены в углах куба (см. рис. 2.3). На ее примере покажем основные параметры решетки:
• период решетки равен 6;
• координационное число К= 6;
• базис решетки равен 1, каждый из атомов, расположенных в углах куба, принадлежит одной из восьми элементарных ячеек, т.е. на одну ячейку приходится ⅛ атома).
В простой кубической решетке атомы уложены (упакованы) недостаточно плотно. Стремление атомов занять места, наиболее близкие друг к другу, приводит к образованию новых типов решеток.
№2.ТО пружинно-рессорных сталей. Изменение структуры и свойств в процессе ТО.
Пружины, рессоры и другие упругие элементы являются важнейшими деталями различных машин и механизмов. В работе они испытывают многократные переменные нагрузки. Под действием нагрузки пружины и рессоры упруго деформируются, а после прекращения действия нагрузки восстанавливают свою первоначальную форму и размеры. Особенностью работы является то, что при значительных статических и ударных нагрузках они должны испытывать только упругую деформацию, остаточная деформация не допускается. Основные требования к пружинным сталям – обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению, стойкости к релаксации напряжений.
Пружины работают в области упругих деформаций, когда между действующим напряжением и деформацией наблюдается пропорциональность. При длительной работе пропорциональность нарушается из-за перехода части энергии упругой деформации в энергию пластической деформации. Напряжения при этом снижаются.
Самопроизвольное снижение напряжений при постоянной суммарной деформации называется релаксацией напряжений.
Релаксация приводит к снижению упругости и надежности работы пружин.
Пружины изготавливаются из углеродистых (65, 70) и легированных (60С2, 50ХГС, 60С2ХФА, 55ХГР) конструкционных сталей.
Для упрочнения пружинных углеродистых сталей применяют холодную пластическую деформацию посредством дробеструйной и гидроабразивной обработок, в процессе которых в поверхностном слое деталей наводятся остаточные напряжения сжатия.
Повышенные значения предела упругости получают после закалки со средним отпуском при температуре 400…480 oС.
Для сталей, используемых для пружин, необходимо обеспечить сквозную прокаливаемость, чтобы получить структуру троостита по всему сечению.
Упругие и прочностные свойства пружинных сталей достигаются при изотермической закалке.
Пружинные стали легируют элементами, которые повышают предел упругости – кремнием, марганцем, хромом, вольфрамом, ванадием, бором.
В целях повышения усталостной прочности не допускается обезуглероживание при нагреве под закалку и требуется высокое качество поверхности.
Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенито-мартенситных (09Х15Н8Ю), быстрорежущих (Р18) и других сталей и сплавов.
Билет№21
№1. Дефекты кристаллического строения металлов. Дислокации в металлах. Влияние дислокаций на свойства металлов (кривая Бочвара- Одинга)
Из жидкого расплава можно вырастить монокристалл. Их обычно используют в лабораториях для изучения свойств того или иного вещества.
Металлы и сплавы, полученные в обычных условиях, состоят из большого количества кристаллов, то есть, имеют поликристаллическое строение. Эти кристаллы называются зернами. Они имеют неправильную форму и различно ориентированы в пространстве. Каждое зерно имеет свою ориентировку кристаллической решетки, отличную от ориентировки соседних зерен, вследствие чего свойства реальных металлов усредняются, и явления анизотропии не наблюдается
В кристаллической решетке реальных металлов имеются различные дефекты (несовершенства), которые нарушают связи между атомами и оказывают влияние на свойства металлов. Различают следующие структурные несовершенства:
точечные – малые во всех трех измерениях;
линейные – малые в двух измерениях и сколь угодно протяженные в третьем;
поверхностные – малые в одном измерении.
Точеные дефекты
Одним из распространенных несовершенств кристаллического строения является наличие точечных дефектов: вакансий, дислоцированных атомов и примесей. (рис. 2.1.)
Рис.2.1. Точечные дефекты
Вакансия – отсутствие атомов в узлах кристаллической решетки, «дырки», которые образовались в результате различных причин. Образуется при переходе атомов с поверхности в окружающую среду или из узлов решетки на поверхность (границы зерен, пустоты, трещины и т. д. ), в результате пластической деформации, при бомбардировке тела атомами или частицами высоких энергий (облучение в циклотроне или нейтронной облучение в ядерном реакторе). Концентрация вакансий в значительной степени определяется температурой тела. Перемещаясь по кристаллу, одиночные вакансии могут встречаться. И объединяться в дивакансии. Скопление многих вакансий может привести к образованию пор и пустот.
Дислоцированный атом – это атом, вышедший из узла решетки и занявший место в междоузлие. Концентрация дислоцированных атомов значительно меньше, чем вакансий, так как для их образования требуются существенные затраты энергии. При этом на месте переместившегося атома образуется вакансия.
Примесные атомы всегда присутствуют в металле, так как практически невозможно выплавить химически чистый металл. Они могут иметь размеры больше или меньше размеров основных атомов и располагаются в узлах решетки или междоузлиях.
Точечные дефекты вызывают незначительные искажения решетки, что может привести к изменению свойств тела (электропроводность, магнитные свойства), их наличие способствует процессам диффузии и протеканию фазовых превращений в твердом состоянии. При перемещении по материалу дефекты могут взаимодействовать.
Линейные дефекты:
Основными линейными дефектами являются дислокации. Априорное представление о дислокациях впервые использовано в 1934 году Орованом и Тейлером при исследовании пластической деформации кристаллических материалов, для объяснения большой разницы между практической и теоретической прочностью металла.
Дислокация – это дефекты кристаллического строения, представляющие собой линии, вдоль и вблизи которых нарушено характерное для кристалла правильное расположение атомных плоскостей.
Простейшие виды дислокаций – краевые и винтовые.
Краевая дислокация представляет собой линию, вдоль которой обрывается внутри кристалла край “лишней“ полуплоскости (рис. 2.2)
а) б)
Рис. 2.2. Краевая дислокация (а) и механизм ее образования (б)
Неполная плоскость называется экстраплоскостью.
Большинство дислокаций образуются путем сдвигового механизма. Ее образование можно описать при помощи следующей операции. Надрезать кристалл по плоскости АВСD, сдвинуть нижнюю часть относительно верхней на один период решетки в направлении, перпендикулярном АВ, а затем вновь сблизить атомы на краях разреза внизу.
Наибольшие искажения в расположении атомов в кристалле имеют место вблизи нижнего края экстраплоскости. Вправо и влево от края экстраплоскости эти искажения малы (несколько периодов решетки), а вдоль края экстраплоскости искажения простираются через весь кристалл и могут быть очень велики (тысячи периодов решетки) (рис. 2.3).
Если экстраплоскость находится в верхней части кристалла, то краевая дислокация – положительная ( ), если в нижней, то – отрицательная ( ). Дислокации одного знака отталкиваются, а противоположные притягиваются.
Рис. 2.3. Искажения в кристаллической решетке при наличии краевой дислокации
Другой тип дислокаций был описан Бюргерсом, и получил название винтовая дислокация
Винтовая дислокация получена при помощи частичного сдвига по плоскости Q вокруг линии EF (рис. 2.4) На поверхности кристалла образуется ступенька, проходящая от точки Е до края кристалла. Такой частичный сдвиг нарушает параллельность атомных слоев, кристалл превращается в одну атомную плоскость, закрученную по винту в виде полого геликоида вокруг линии EF, которая представляет границу, отделяющую часть плоскости скольжения, где сдвиг уже произошел, от части, где сдвиг не начинался. Вдоль линии EF наблюдается макроскопический характер области несовершенства, в других направлениях ее размеры составляют несколько периодов.
Если переход от верхних горизонтов к нижним осуществляется поворотом по часовой стрелке, то дислокация правая, а если поворотом против часовой стрелки – левая.
Рис. 2.4. Механизм образования винтовой дислокации
Винтовая дислокация не связана с какой-либо плоскостью скольжения, она может перемещаться по любой плоскости, проходящей через линию дислокации. Вакансии и дислоцированные атомы к винтовой дислокации не стекают.
В процессе кристаллизации атомы вещества, выпадающие из пара или раствора, легко присоединяются к ступеньке, что приводит к спиральному механизму роста кристалла.
Линии дислокаций не могут обрываться внутри кристалла, они должны либо быть замкнутыми, образуя петлю, либо разветвляться на несколько дислокаций, либо выходить на поверхность кристалла.
Дислокационная структура материала характеризуется плотностью дислокаций.
Плотность дислокаций в кристалле определяется как среднее число линий дислокаций, пересекающих внутри тела площадку площадью 1 м2, или как суммарная длина линий дислокаций в объеме 1 м3
(см-2; м-2)
Плотность дислокаций изменяется в широких пределах и зависит от состояния материала. После тщательного отжига плотность дислокаций составляет 105…107 м-2, в кристаллах с сильно деформированной кристаллической решеткой плотность дислокаций достигает 1015…10 16 м –2.
Плотность дислокации в значительной мере определяет пластичность и прочность материала (рис. 2.5)
Рис. 2.5. Влияние плотности дислокаций на прочность
Минимальная прочность определяется критической плотностью дислокаций
Если плотность меньше значения а, то сопротивление деформированию резко возрастает, а прочность приближается к теоретической. Повышение прочности достигается созданием металла с бездефектной структурой, а также повышением плотности дислокаций, затрудняющим их движение. В настоящее время созданы кристаллы без дефектов – нитевидные кристаллы длиной до 2 мм, толщиной 0,5…20 мкм - “усы“ с прочностью, близкой к теоретической: для железа = 13000 МПа, для меди =30000 МПа. При упрочнении металлов увеличением плотности дислокаций, она не должна превышать значений 1015…10 16 м –2. В противном случае образуются трещины.
Дислокации влияют не только на прочность и пластичность, но и на другие свойства кристаллов. С увеличением плотности дислокаций возрастает внутреннее, изменяются оптические свойства, повышается электросопротивление металла. Дислокации увеличивают среднюю скорость диффузии в кристалле, ускоряют старение и другие процессы, уменьшают химическую стойкость, поэтому в результате обработки поверхности кристалла специальными веществами в местах выхода дислокаций образуются ямки.
Дислокации образуются при образовании кристаллов из расплава или газообразной фазы, при срастании блоков с малыми углами разориентировки. При перемещении вакансий внутри кристалла, они концентрируются, образуя полости в виде дисков. Если такие диски велики, то энергетически выгодно “захлопывание” их с образованием по краю диска краевой дислокации. Образуются дислокации при деформации, в процессе кристаллизации, при термической обработке.
Поверхностные дефекты – границы зерен, фрагментов и блоков (рис. 2.6).
Рис. 2.6. Разориентация зерен и блоков в металле
Размеры зерен составляют до 1000 мкм. Углы разориентации составляют до нескольких десятков градусов ( ).
Граница между зернами представляет собой тонкую в 5 – 10 атомных диаметров поверхностную зону с максимальным нарушением порядка в расположении атомов.
Строение переходного слоя способствует скоплению в нем дислокаций. На границах зерен повышена концентрация примесей, которые понижают поверхностную энергию. Однако и внутри зерна никогда не наблюдается идеального строения кристаллической решетки. Имеются участки, разориентированные один относительно другого на несколько градусов ( ). Эти участки называются фрагментами. Процесс деления зерен на фрагменты называется фрагментацией или полигонизацией.
В свою очередь каждый фрагмент состоит из блоков, размерами менее 10 мкм, разориентированных на угол менее одного градуса ( ). Такую структуру называют блочной или мозаичной.
№2. Влияние хрома и никеля на пилиморфизм железа. Хромоникелевые сплавы их ТО и свойства.
Влияние элементов на полиморфизм железа.
Все
элементы, которые растворяются в железе,
влияют на температурный интервал
существование его аллотропических
модификаций (А![]() = 911oС, А
= 911oС, А![]() =1392oС).
=1392oС).
В зависимости от расположения элементов в периодической системе и строения кристаллической решетки легирующего элемента возможны варианты взаимодействия легирующего элемента с железом. Им соответствуют и типы диаграмм состояния сплавов системы железо – легирующий элемент (рис. 17.1)
Большинство
элементов или повышают А
и
снижают А
,
расширяя существовавшие ![]() –модификации
(рис.17.1.а), или снижают А4 и
повышают А
,
сужая область существования
–
модификации (рис.17.1.б).
–модификации
(рис.17.1.а), или снижают А4 и
повышают А
,
сужая область существования
–
модификации (рис.17.1.б).

Рис. 17.1. Схематические диаграммы состояния Fe – легирующий элемент. а – для элементов, расширяющих область существования –модификации; б – для элементов, сужающих область существования –модификации
Свыше определ¨нного содержания марганца, никеля и других элементов, имеющих гранецентрированную кубическую решетку, – состояние существует как стабильное от комнатной температуры до температуры плавления, такие сплавы на основе железа называются аустенитными.
При содержании ванадия, молибдена, кремния и других элементов, имеющих объемно-центрированную кубическую решетку. выше определ¨нного предела устойчивым при всех температурах является – состояние. Такие сплавы на основе железа называются ферритными.
Аустенитные и ферритные сплавы не имеют превращений при нагреве и охлаждении.
Влияние легирующих элементов на превращения в стали.
Влияние легирующих элементов на превращение перлита в аустенит.
Легирующие элементы в большинстве случаев растворяются в аустените, образуя твердые растворы замещения. Легированные стали требуют более высоких температур нагрева и более длительной выдержки для получения однородного аустенита, в котором растворяются карбиды легирующих элементов.
Малая склонность к росту аустенитного зерна – технологическое преимущество большинства легированных сталей. Все легирующие элементы снижают склонность аустенитного зерна к росту, кроме марганца и бора. Элементы, не образующие карбидов (кремний, кобальт, медь, никель), слабо влияют на рост зерна. Карбидообразующие элементы (хром, молибден, вольфрам, ванадий, титан) сильно измельчают зерно.
Хромоникелевые
стали аустенитного класса представляют
собой наиболее широко распространенную
группу коррозионностойких сталей,
известных в мировой практике под общим
названием стали типа 18-10.
Стали
этой группы, имея в своем составе 18 % Cr,
являются коррозионностойкими во многих
средах окислительного характера в
широком диапазоне концентраций и
температур, а также обладают жаростойкостью
и жаропрочностью при умеренных
температурах.
Наличие
никеля в этих сталях в количестве 9—12
% способствует получению аустенитной
структуры, характеризующейся высокой
технологичностью при операциях горячей
и холодной деформации и хладостойкостью
при криогенных температурах.
Стойкость
против межкристаллитной коррозии сталей
этой группы определяется концентрацией
углерода в твердом растворе. Влияние
азота на склонность к межкристаллитной
коррозии значительно слабее углерода,
поэтому добавки азота для повышения
прочности могут быть целесообразны.
Хром
и никель оказывают влияние на
температурно-временные области, в
которых хромоникелевые стали могут
быть склонны к межкристаллитной коррозии.
Повышение концентрации никеля
сопровождается уменьшением растворимости
углерода, что отрицательно влияет на
ударную вязкость хромоникелевой стали
после отпуска и приводит к расширению
области склонности к межкристаллитной
коррозии (рис. 1).
Уменьшение
растворимости углерода в твердом
растворе происходит и при увеличении
содержания хрома, в результате чего
снижается также ударная вязкость из-за
образования карбидной сетки по границам
зерен, но при этом стойкость против
межкристаллитной коррозии
возрастает.
 Это
противоречие объясняется тем, что хром
существенно повышает коррозионную
стойкость и поэтому обеднение хромом
твердого раствора при образовании
карбидных фаз не достигает ка-тастрофических
значений.
Кроме
карбидных фаз в интервале 450-900 °С в
аустените хромоникелевых сталей возможно
также выделение интерметаллидной
σ-фазы. При высокотемпературном нагреве
может происходить образование δ-феррита,
что вызывает некоторое ухудшение
технологичности при горячей обработке
давлением, особенно при высоких скоростях
деформации, например на станах непрерывной
прокатки; небольшое количество δ-феррита
положительно влияет на поведение
аустенитных сталей при пайке, предупреждая
появление микротрещин.
При
холодной пластической деформации или
при снижении температуры до отрицательной
наблюдается мартенситное превращение
с образованием α-фазы, количество и
температура появления которой в стали
определяются в основном концентрацией
никеля.
Появление
в структуре аустенитных хромоникелевых
сталей δ-феррита или мартенситной α-фазы
сопровождается переходом от немагнитного
состояния к магнитному и повышением
магнитного насыщения.
Это
противоречие объясняется тем, что хром
существенно повышает коррозионную
стойкость и поэтому обеднение хромом
твердого раствора при образовании
карбидных фаз не достигает ка-тастрофических
значений.
Кроме
карбидных фаз в интервале 450-900 °С в
аустените хромоникелевых сталей возможно
также выделение интерметаллидной
σ-фазы. При высокотемпературном нагреве
может происходить образование δ-феррита,
что вызывает некоторое ухудшение
технологичности при горячей обработке
давлением, особенно при высоких скоростях
деформации, например на станах непрерывной
прокатки; небольшое количество δ-феррита
положительно влияет на поведение
аустенитных сталей при пайке, предупреждая
появление микротрещин.
При
холодной пластической деформации или
при снижении температуры до отрицательной
наблюдается мартенситное превращение
с образованием α-фазы, количество и
температура появления которой в стали
определяются в основном концентрацией
никеля.
Появление
в структуре аустенитных хромоникелевых
сталей δ-феррита или мартенситной α-фазы
сопровождается переходом от немагнитного
состояния к магнитному и повышением
магнитного насыщения.
Билет№22
№1. Диаграмма состояния железо-цементит, свойства компонентов, фаз, структурных составляющих. Стали. Классификации сталей по качеству, маркировка.
Структурные составляющие железоуглеродистых сплавов. Начало изучению железоуглеродистых сплавов и процессов термической обработки было положено опубликованной в 1868 г. Работой Д.К. Чернова «Критический обзор статей Лаврова и Калакуцкого о стали и стальных орудиях и собственные исследования Д.К. Чернова по этому же предмету». Д.К. Чернов впервые указал на существование в стали критических точек и дал первое представление о диаграмме железо-цементит. В дальнейшем изучению железоуглеродистых сплавов и построению диаграмм железо-углерод были посвящены работы Ф. Осмонда, Ле-Шателье (Франция), Р. Аустена (Англия), А.А. Байкова и Н.Т. Гудцова (Россия), Розенбаума (Голландия), П. Геренса (Германия) и др. Основными компонентами, от которых зависит структура и свойства железоуглеродистых сплавов, являются железо и углерод. Чистое железо - металл серебристо-белого цвета; температура плавления 1539°С. Железо имеет две полиморфные модификации: α и γ. Модификация α существует при температурах ниже 911°С и выше 1392°С; γ-железо - при 911-1392°С. В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие структурные составляющие. 1. Феррит (Ф) - твердый раствор внедрения углерода в α-железе. Растворимость углерода в α-железе при комнатной температуре до 0,005%; наибольшая растворимость - 0,02% при 727°С. Феррит имеет незначительную твердость (НВ 80-100) и прочность (σв=250 МПа), но высокую пластичность (δ=50%; φ=80%). 2. Аустенит (А) - твердый раствор внедрения углерода в γ-железе. В железоуглеродистых сплавах он может существовать только при высоких температурах. Предельная растворимость углерода в γ-железе 2,14% при температуре 1147°С и 0,8% - при 727°С. Эта температура является нижней границей устойчивого существования аустенита в железоуглеродистых сплавах. Аустенит имеет твердость НВ 160-200 и весьма пластичен (δ=40-50%). 3. Цементит (Ц) - химическое соединение железа с углеродом (карбид железа Fe3C). В цементите содержится 6,67% углерода. Температура плавления цементита около 1600°С. Он очень тверд (НВ~800), хрупок и практически не обладает пластичностью. Цементит неустойчив и в определенных условиях распадается, выделяя свободный углерод в виде графита по реакции Fe3C→3Fe+C. 4. Графит - это свободный углерод, мягок (НВ 3) и обладает низкой прочностью. В чугунах и графитизированной стали содержится в виде включений различных форм (пластинчатой, шаровидной и др.). С изменением формы графитовых включений меняются механические и технологические свойства сплава. 5. Перлит (П) - механическая смесь (эвтектоид, т. е. подобный эвтектике, но образующийся из твердой фазы) феррита и цементита, содержащая 0,8% углерода. Перлит может быть пластинчатым и зернистым (глобулярным), что зависит от формы цементита (пластинки или зерна) и определяет механические свойства перлита. При комнатной температуре зернистый перлит имеет предел прочности σв=800 МПа; относительное удлинение δ=15%; твердость НВ 160. Перлит образуется следующим образом. Пластинка (глобуль) цементита начинает расти или от границы зерна аустенита, или центром кристаллизации является неметаллическое включение. При этом соседние области обедняются углеродом и в них образуется феррит. Этот процесс приводит к образованию зерна перлита, состоящего из параллельных пластинок или глобулей цементита и феррита. Чем грубее и крупнее выделения цементита, тем хуже механические свойства перлита. 6. Ледебурит (Л) - механическая смесь (эвтектика) аустенита и цементита, содержащая 4,3% углерода. Ледебурит образуется при затвердевании жидкого расплава при 1147°С. Ледебурит имеет твердость НВ 600-700 и большую хрупкость. Поскольку при температуре 727°С аустенит превращается в перлит, то это превращение охватывает и аустенит, входящий в состав ледебурита. Вследствие этого при температуре ниже 727°С ледебурит представляет собой уже не смесь аустенита с цементом, а смесь перлита с цементитом. Помимо перечисленных структурных составляющих в железоуглеродистых сплавах могут быть нежелательные неметаллические включения: окислы, нитриды, сульфиды, фосфиды – соединения с кислородом, азотом, серой и фосфором. На их основе могут образовываться новые структурные составляющие, например фосфидная эвтектика (Fe+Fe3P+Fe3C) с температурой плавления 950°С. Она образуется при больших содержаниях фосфора в чугуне. При содержании фосфора около 0,5-0,7% фосфидная эвтектика в виде сплошной сетки выделяется по границам зерен и повышает хрупкость чугуна. Диаграмма состояния железо - цементит. В диаграмме состояния железо – цементит (Fe-Fe3C) рассматриваются процессы кристаллизации железоуглеродистых сплавов (стали и чугуна) и превращения в их структурах при медленном охлаждении от жидкого расплава до комнатной температуры. Диаграмма (рис.18) показывает фазовый состав и структуру сплавов с концентрацией от чистого железа до цементита (6,67% С). Сплавы с содержанием углерода до 2,14% называют сталью, а от 2,14 до 6,67% - чугуном. Диаграмма состояния Fe-Fe3C представлена в упрощенном виде. Первичная кристаллизация, т. е. затвердевание жидкого сплава начинается при температурах, соответствующих линии ликвидуса ACD. Точка А на этой диаграмме соответствует температуре 1539° плавления (затвердевания) железа, точка D – температуре ~1600°С плавления (затвердевания) цементита. Линия солидуса AECF соответствует температурам конца затвердевания. При температурах, соответствующих линии АС, из жидкого сплава кристаллизуется аустенит, а линии CD - цементит, называемый первичным цементитом. В точке С при 1147°С и содержании углерода 4,3% из жидкого сплава одновременно кристаллизуется аустенит и цементит (первичный), образуя эвтектику - ледебурит. При температурах, соответствующих линии солидуса АЕ, сплавы с содержанием углерода до 2,14% окончательно затвердевают с образованием аустенита. На линии солидуса ECF сплавы с содержанием углерода от 2,14 до 6,67% окончательно затвердевают с образованием эвтектики (ледебурита) и структур, образовавшихся ранее из жидкого сплава, а именно: в интервале 2,14-4,3% С - аустенита, а в интервале 4,3-6,67% С - цементита первичного (см. рис. 18). В результате первичной кристаллизации во всех сплавах с содержанием углерода до 2,14%, т. е. в сталях, образуется однофазная структура - аустенит. В сплавах с содержанием углерода более 2,14%, т. е. в чугунах, при первич ной кристаллизации образуется эвтектика ледебурита.
Рис. 18. Диаграмма состояния железо-цементит (в упрощенном виде): А – аустенит, П – перлит, Л – ледебурит, Ф – феррит, Ц - цементит
Вторичная кристаллизация (превращение в твердом состоянии) происходит при температурах, соответствующих линиям GSE, PSK и GPQ. Превращения в твердом состоянии происходят вследствие перехода железа из одной аллотропической модификации в другую (γ в α) и в связи с изменением растворимости углерода в аустените и феррите. С понижением температуры растворимость уменьшается. Избыток углерода выделяется из твердых растворов в виде цементита. В области диаграммы AGSE находится аустенит. При охлаждении сплавов аустенит распадается с выделением феррита при температурах, соответствующих линий GS, и цементита, называемого вторичным, при температурах, соответствующих линии SE. Вторичным называют цементит, выделяющийся из твердого раствора аустенита, в отличие от первичного цементита, выделяющегося из жидкого расплава. В области диаграммы GSP находится смесь феррита и распадающегося аустенита. Ниже линии GP существует только феррит. При дальнейшем охлаждении до температур, соответствующих линии PQ, из феррита выделяется цементит (третичный). Линия PQ показывает, что с понижением температуры растворимость углерода в феррите уменьшается от 0,02% при 727°С до 0,005% при комнатной температуре. В точке S при содержании 0,8% углерода и температуре 727°С весь аустенит распадается и превращается в механическую смесь феррита и цементита - перлит. Сталь, содержащую 0,8% углерода, называют эвтектоидной (рис. 19,6). Стали, содержащие от 0,02 до 0,8% углерода, называют доэвтектоидными (рис. 19, а ) , а от 0,8 до 2,14% углерода - заэвтектоидными (рис. 19, в). При температурах, соответствующих линии PSK, происходит распад аустенита, оставшегося в любом сплаве системы, с образованием перлита, представляющего собой механическую смесь феррита и цементита. Линию PSK называют линией перлитного превращения. При температурах, соответствующих линии SE, аустенит насыщен углеродом, и при понижении температуры из него выделяется избыточный углерод в виде цементита (вторичного). Вертикаль DFKL означает, что цементит имеет неизменный химический состав. Меняется лишь форма и размер его кристаллов, что существенно отражается на свойствах сплавов. Самые крупные кристаллы цементита образуются, когда он выделяется при первичной кристаллизации из жидкости. Белый чугун, содержащий 4,3% углерода, называют эвтектическим (рис. 20). Белые чугуны, содержащие от 2,14 до 4,3% углерода, называют доэвтектическими, а от 4,3 до 6,67% углерода - заэвтектическими. По достижении температуры 727°С (линия PSK) аустенит, обедненный углеродом до эвтектоидного состава (0,8% углерода), превращается в перлит. После окончательного охлаждения доэвтектические белые чугуны состоят из перлита, ледебурита (перлит+цементит) и цементита (вторичного). Чем больше в структуре такого чугуна углерода, тем меньше в нем перлита и больше ледебурита. Белый эвтектический чугун (4,3% углерода) при температурах ниже 727°С состоит только из ледебурита. Белый заэвтектический чугун, содержащий более 4,3% углерода, после окончательного охлаждения состоит из цементита (первичного) и ледебурита. Следует отметить, что при охлаждении ледебурита ниже линии PSK входящий в него аустенит превращается в перлит, т. е. ледебурит при комнатной температуре представляет собой уже смесь цементита и перлита. При этом цементит образует сплошную матрицу, в которой размещены колонии перлита. Такое строение ледебурита является причиной его большой твердости (НВ>600) и хрупкости. Диаграмма состояния железо-цементит имеет большое практическое значение. Ее применяют для определения тепловых режимов термической обработки и горячей обработки давлением (ковка, горячая штамповка, прокатка) железоуглеродистых сплавов. Ее используют также в литейном производстве для определения температуры плавления, чтo необходимо для назначения режима заливки жидкого железоуглеродистого сплава в литейные формы.
Рис. 19. Микроструктура: а – доэвтектоидная сталь – феррит (светлые участки) и перлит (темные участки) при 500х увеличении, б – эвтектоидная сталь – перлит (1000х), в – заэвтектоидная сталь – перлит и цементит в виде сетки (200х)
Рис. 20. Микроструктура белого чугуна при 500х увеличении: а- доэвтектический чугун – перлит (темные участки) и ледебурит (цементит вторичный в структуре не виден), б – эвтектический чугун – ледебурит (смесь перлита и цементита), в – заэвтектический чугун – цементит (светлые пластины) и ледебурит.
Классификация и маркировка сталей.
Сталями принято называть сплавы железа с углеродом, содержание до 2,14% углерода. Кроме того, в состав сплава обычно входят марганец, кремний, сера и фосфор; некоторые элементы могут быть введены для улучшения физико-химических свойств специально (легирующие элементы).
Стали, классифицируют по самым различным признакам. Мы рассмотрим следующие:
Химический состав.
В зависимости от химического состава различают стали углеродистые (ГОСТ 380-71, ГОСТ 1050-75) и легированные (ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79). В свою очередь углеродистые стали могут быть:
малоуглеродистыми, т. е. содержащими углерода менее 0,25%;
среднеуглеродистыми, содержание углерода составляет 0,25-0,60%
высокоуглеродистыми, в которых концентрация углерода превышает 0,60% Легированные стали подразделяют на:
низколегированные содержание легирующих элементов до 2,5%
среднелегированные, в их состав входят от 2,5 до 10% легирующих элементов;
высоколегированные, которые содержат свыше 10% легирующих элементов.
Назначение.
По назначению стали бывают:
Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
Качество.
В зависимости от содержания вредных примесей: серы и фосфора-стали подразделяют на:
Стали обыкновенного качества, содержание до 0.06% серы и до 0,07% фосфора.
Качественные - до 0,035% серы и фосфора каждого отдельно.
Высококачественные - до 0.025% серы и фосфора.
Особовысококачественные, до 0,025% фосфора и до 0,015% серы.
Степень раскисления.
По степени удаления кислорода из стали, т. е. По степени её раскисления, существуют:
спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами “сп” в конце марки (иногда буквы опускаются);
кипящие стали - слабо раскисленные; маркируются буквами "кп";
полу спокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс".
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
сталь группы Б - по химическому составу;
сталь группы В - с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности σ, относительное удлинение δ%, предел текучести δт, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.
Стали обыкновенного качества обозначают буквами "Ст" и условным номером марки (от 0 до 6) в зависимости от химического состава и механических свойств. Чем выше содержание углерода и прочностные свойства стали, тем больше её номер. Буква "Г" после номера марки указывает на повышенное содержание марганца в стали. Перед маркой указывают группу стали, причем группа "А" в обозначении марки стали не ставится. Для указания категории стали к обозначению марки добавляют номер в конце соответствующий категории, первую категорию обычно не указывают.
Например:
Ст1кп2 - углеродистая сталь обыкновенного качества, кипящая, № марки 1, второй категории, поставляется потребителям по механическим свойствам (группа А);
ВСт5Г - углеродистая сталь обыкновенного качества с повышенным содержанием марганца, спокойная, № марки 5, первой категории с гарантированными механическими свойствами и химическим составом (группа В);
Вст0 - углеродистая сталь обыкновенного качества, номер марки 0, группы Б, первой категории (стали марок Ст0 и Бст0 по степени раскисления не разделяют).
Качественные стали маркируют следующим образом:
1 в начале марки указывают содержание углерода цифрой, соответствующей его средней концентрации;
а) в сотых долях процента для сталей, содержащих до 0,65% углерода;
05кп – сталь углеродистая качественная, кипящая, содержит 0,05% С;
60 – сталь углеродистая качественная, спокойная, содержит 0,60% С;
б) в десятых долях процента для индустриальных сталей, которые дополнительно снабжаются буквой "У":
У7 – углеродистая инструментальная, качественная сталь, содержащая 0,7% С, спокойная (все инструментальные стали хорошо раскислены);
У12 - углеродистая инструментальная, качественная сталь, спокойная содержит 1,2% С;
2 легирующие элементы, входящие в состав стали, обозначают русскими буквами:
А – азот К – кобальт Т – титан Б – ниобий М – молибден Ф- ванадий
В – вольфрам Н – никель Х – хром Г – марганец
П – фосфор Ц – цирконий Д – медь Р – бор Ю – алюминий
Е – селен С – кремний Ч – редкоземельные металлы
Если после буквы, обозначающей легирующий элемент, стоит цифра, то она указывает содержание этого элемента в процентах. Если цифры нет, то сталь содержит 0,8-1,5% легирующего элемента, за исключением молибдена и ванадия (содержание которых в солях обычно до 0,2-0,3%), а также бора (в стали с буквой Р его должно быть не менее 0,0010%).
Примеры:
14Г2 – низко легированная качественная сталь, спокойная, содержит приблизительно 14% углерода и до 2,0% марганца.
03Х16Н15М3Б - высоко легированная качественная сталь, спокойная содержит 0,03% C, 16,0% Cr, 15,0% Ni, до З,0% Мо, до 1,0% Nb.
Высококачественные и особовысококачественные стали.
Маркируют, так же как и качественные, но в конце марки высококачественной стали ставят букву А, (эта буква в середине марочного обозначения указывает на наличие азота, специально введённого в сталь), а после марки особовысококачественной - через тире букву "Ш".
Например:
У8А - углеродистая инструментальная высоко качественная сталь, содержащая 0,8% углерода;
30ХГС-III – особовысококачественная среднелегированная сталь, содержащая 0,30% углерода и от 0,8 до 1,5% хрома, марганца и кремния каждого.
Отдельные группы сталей обозначают несколько иначе.
Шарикоподшипниковые стали маркируют буквами "ШХ", после которых указывают содержание хрома в десятых долях процента:
ШХ6 - шарикоподшипниковая сталь, содержащая 0,6% хрома;
ШХ15ГС - шарикоподшипниковая сталь, содержащая 1,5% хрома и от 0,8 до 1,5% марганца и кремния.
Быстрорежущие стали (сложнолегированные) обозначают буквой "Р", следующая за ней цифра указывает на процентное содержание в ней вольфрама:
Р18-быстрорежущая сталь, содержащая 18,0% вольфрама;
Р6М5К5-быстрорежущая сталь, содержащая 6,0% вольфрама 5,0% молибдена 5,0% кобальта.
Автоматные стали обозначают буквой "А" и цифрой, указывающей среднее содержание углерода в сотых долях процента:
А12 - автоматная сталь, содержащая 0,12% углерода (все автоматные стали имеют повышенное содержание серы и фосфора);
А40Г - автоматная сталь с 0,40% углерода и повышенным до 1,5% содержанием марганца.
№2. Закалка стали, её основные свойства и параметры. Дефекты и способы закалки.
Цель закалки стали – улучшение свойств стали.
Процесс закалки необходим очень многим деталям, изделиям. Эта термобработка основана на перекристаллизации стали, нагретой до температуры выше критической; после достаточной выдержки - следует быстрое охлаждение. Таким путем предотвращают превращение аустенита до перлита.
Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Чаще всего, при закалке, сталь резко охлаждают на мартенсит. Смягчают действие закалки процессом отпуска. Отпуск - нагрев стали до температуры ниже точки А1.(см. Физико-химические основы термобработки. Рисунок 1). При отпуске структура стали из мартенсита закалки переходит в мартенсит отпуска, троостит отпуска или сорбит отпуска.
Стали, подвергающиеся закалке, характеризуются закаливаемостью и прокаливаемостью.
Закаливаемость и прокаливаемость стали.
Закаливаемость - способность стали повышать твердость в результате закалки.
Прокаливаемость - способность стали образовывать закаленный слой со структурой мартенсита и высокой твердостью. Прокаливаемость образца характеризуется максимально получаемой твердостью по сечению изделия (образца). При неполной прокаливаемости ее конкретная величина определяет возможность получения при закалке материала с установленным значением твердости на определенной глубине. Полная прокаливаемость, то есть наличие мартенситной структуры по всему сечению изделия, называется сквозной.
Стали с малым содержанием углерода закалить на мартенсит очень трудно, так как начало и конец процесса образования мартенсита происходит в области высоких температур, соответствующих образованию других, более устойчивых структур (троостит, сорбит). Прокаливаемость обыкновенной углеродистой стали распространяется на 5...7 мм.
Микроструктура закаленной стали зависит от ее химического состава и условий закалки (температуры нагрева и режима охлаждения). Закалка стали с содержанием углерода до 0,025...0,03% задерживает выделение третичного цементита по границам зерен и не меняет структуру феррита. Такая закалка повышает пластичность и почти не изменяет прочностных характеристик.
Микроструктура стали с 0,08...0,15% С (с нагревом выше верхних критических точек и охлаждением в воде) представляет собой низкоуглеродистый мартенсит с выделениями феррита. Дальнейшее увеличение содержания углерода (0,15...0,25%) при тех же условиях закалки приводит к повышению твердости с 110...130 НВ до 140...180 НВ, а предел текучести возрастает на 30...50%. Наиболее значительное изменение свойств происходит при содержании углерода более 0,30...0,35%.
Микроструктура доэвтектоидных сталей представляет собой мартенсит, кристаллы которого имеют характерную форму пластин (игл). При содержании углерода более 0,5...0,6% в микроструктуре сталей наблюдается незначительное (2...3%) количество аустенита.
Микроструктура заэвтектоидных сталей состоит из мартенсита, зерен вторичного цементита (не растворившегося при нагреве) и остаточного аустенита. Кристаллы (иглы) мартенсита очень небольших размеров. Повышение температуры закалки вызывает растворение вторичного цементита и способствует росту зерна.
В тех случаях, когда требуются высокая твердость и повышенная износостойкость поверхности при сохранении вязкой и достаточно прочной сердцевины изделия, применяется поверхностная закалка, то есть закалка не на полную глубину. Поверхностной закалке подвергаются стали при содержании углерода более 0,3%. Выбор оптимальной толщины упрочняемого слоя определяется условиями работы детали и составляет от 1,5 до 15 мм (и выше). Площадь сечения закаленного слоя не должна превышать 20% площади всего сечения. В практике наиболее часто используют поверхностную закалку с индукционным нагревом током высокой частоты (ТВЧ).
Закалка. Температурные условия процесса.
Температура нагрева закалки стали равна температуре полного отжига: для доэвектоидной стали на 30-50 ° выше точки Ас 3, для заэвтектоидной – на 30-50 ° выше точкиАc1. (см. Физико-химические основы термобработки. Рисунок 1)
Если нагреть доэвтектоидную сталь до температуры между точками Аc1 и Аc3 (неполная закалка), то в структуре быстро охлажденной стали, наряду с закаленными участками, будет присутствовать нерастворенный феррит, резко снижающий твердость, прочность. Поэтому для доэвтектоидной стали обязательна полная закалка (нагрев выше точки Ас 3).
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мертенситу и даже превосходит его; поэтому сталь достаточно нагреть на 30-50 ° выше точки Ас 1.
Нагревать изделия, особенно крупные, нужно постепенно, чтобы избежать местных напряжений, трещин, а время выдержки нагретого изделия должно быть достаточным, чтобы переход перлита в аустенит полностью завершился. Продолжительность выдержки обычно равна четверти общей продолжительности нагревания.
Закалка. Охлаждение деталей.
Процесс закалки заканчивается охлаждением деталей. Скорость охлаждения деталей должна быть такой, чтобы деталь получилась заданной структуры. Скорость V 2 (см. Физико-химические основы термобработки. Рисунок 2) , обеспечивающая мартенситную структуру (с остаточным аустенитом, не без троостита), называется критической скоростью закалки.
Так как С-образные кривые доэвтектоидной, заэвтектоидной сталей смещены влево по сравнению с кривыми эвтектоидной стали, критическая скорость закалки их выше, следовательно получение структуры мартенсита достигается труднее, а для некоторых марок структура мартенсита даже недостижима.
Легирующие компоненты стали облегчают закалку, так как при этом С-образные кривые смещаются вправо, следовательно критическая скорость понижается.
Если скорость охлаждения меньше критической, то в структуре закаленной стали, наряду с мартенситом, будет троостит, а если скорость уменьшается дальше, то получаются структуры троостита или сорбита без мартенсита.
Резкость закалки (получение мартенсита без троостита) зависит от природы температуры охлаждающей среды. Охлаждение струей воздуха или холодными металлическими плитами дает закалку на сорбит. Наиболее распространено охлаждение деталей погружением в воду, щелочные, кислые растворы, масло, расплавленный свинец и др. При этом получается резкая или умеренная закалка (на мартенсит или троостит).
Охлаждающая способность воды резко изменяется в зависимости от температуры воды; если эту способность при 18 ° принять за единицу, то при 74 ° охлаждающая способность будет иметь коэффициент 0,05.
К наиболее резким охладителям относится 10%-ный раствор NaOH в воде. Если температура 18 ° его коэффициент – 2,0. К умеренным охладителям относятся минеральные масла с коэффициентом 0,2-0,25.
Для закалки применяют различные приемы охлаждения в зависимости от марки стали, формы, размеров детали, технических требований к ним.
Простая закалка в одном охладителе (чаще всего в воде, в водных растворах) выполняется путем погружения детали до полного охлаждения. При охлаждении необходимо освобождать деталь от слоя пара хороший теплоизолятор. Такой способ закалки самый распространенный.
Для получения высокой твердости, наибольшей глубины закаленного слоя для углеродистой стали применяют охлаждение деталей при интенсивном обрызгивании.
Прерывистая закалка - процесс охлаждения в последовательно в двух средах: первая среда – охлаждающая жидкость (обычно вода); вторая – воздух или масло. Резкость такой закалки меньше, чем предыдущей.
Ступенчая закалка - процесс охлажденидеталь быстро погружают в соляной расплав и охлаждают до температуры несколько выше М Н (см. рис. 3), короткое время выдерживают, затем охлаждают на воздухе. Выдержка обеспечивает выравнивание температуры от поверхности к сердцевине детали, что уменьшает напряжения, возникающие при мартенситном превращении.
Способ погружения деталей в закалочную ванну должен быть таким, чтобы при закалке они как можно меньше коробились. Детали с большим отношением длины к диаметру или ширине (напильники, сверла и др.) следует погружать в охладитель вертикально.
Изотермическая закалка.
Изотермическая закалка (закалка в горячих средах) основана на изотермическом распадении аустенита; охлаждение ведется не до комнатной температуры, а до температуры несколько выше начала мартенситного превращения (200-300 ° , зависит от марки стали). Как охладитель используют соляные расплавы или нагретое до 200-250 ° масло. При температуре горячей ванны деталь выдерживается продолжительное время, пока пойдут инкубационный период и распадение аустенита. В результате получается структура игольчатого троостита, по твердости близкого к мартенситу, но более вязкого, прочного. Последующее охлаждение производится на воздухе.
Чтобы провести процесс изотермической закалки, вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой (см. Термобработка: Отжиг, нормализация. Рисунок 7). Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (исправление искривлений) изделий во время инкубационного периода распадения аустенита (который длится несколько минут), когда сталь еще мягка и пластична. После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин.
Свойства стали зависят от ее химического состава и структуры. С помощью термической обработки мы изменяем структуру, а следовательно, и свойства стали.
Билет№23.
№1. Связь между свойствами сплава и типом диаграммы состояния (правило Курнакова).
Так как вид диаграммы, также как и свойства сплава, зависит от того, какие соединения или какие фазы образовали компоненты сплава, то между ними должна существовать определенная связь. Эта зависимость установлена Курнаковым, (см. рис. 5.8.).
Рис. 5.8. Связь между свойствами сплавов и типом диаграммы состояния
При образовании механических смесей свойства изменяются по линейному закону. Значения характеристик свойств сплава находятся в интервале между характеристиками чистых компонентов.
При образовании твердых растворов с неограниченной растворимостью свойства сплавов изменяются по криволинейной зависимости, причем некоторые свойства, например, электросопротивление, могут значительно отличаться от свойств компонентов.
При образовании твердых растворов с ограниченной растворимостью свойства в интервале концентраций, отвечающих однофазным твердым растворам, изменяются по криволинейному закону, а в двухфазной области – по линейному закону. Причем крайние точки на прямой являются свойствами чистых фаз, предельно насыщенных твердых растворов, образующих данную смесь.
При образовании химических соединений концентрация химического соединения отвечает максимуму на кривой. Эта точка перелома, соответствующая химическому соединению, называется сингулярной точкой.
№2. Закалка стали, её цели и основные параметры процесса. Закаливаемость и прокаливаемость стали на примере стали 10 и стали 65
Закалка – проводится для сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении, с целью повышение твердости и прочности путем образования неравновесных структур (сорбит, троостит, мартенсит).
Характеризуется нагревом до температур выше критических и высокими скоростями охлаждения
Конструкционные стали подвергают закалке и отпуску для повышения прочности и твердости, получения высокой пластичности, вязкости и высокой износостойкости, а инструментальные – для повышения твердости и износостойкости.
Верхний предел температур нагрева для заэвтектоидных сталей ограничивается, так как приводит к росту зерна, что снижает прочность и сопротивление хрупкому разрушению.
Основными параметрами являются температура нагрева и скорость охлаждения. Продолжительность нагрева зависит от нагревательного устройства, по опытным данным на 1 мм сечения затрачивается: в электрической печи – 1,5…2 мин.; в пламенной печи – 1 мин.; в соляной ванне – 0,5 мин.; в свинцовой ванне – 0,1…0,15 мин.
По температуре нагрева различают виды закалки:
– полная, с температурой нагрева на 30…50oС выше критической температуры А3
.
Применяют ее для доэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
.
Неполная закалка доэвтектоидных сталей недопустима, так как в структуре остается мягкий феррит. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
– неполная с температурой нагрева на 30…50 oС выше критической температуры А1
Применяется для заэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
.
После охлаждения в структуре остается вторичный цементит, который повышает твердость и износостойкость режущего инструмента.
После полной закалки заэвтектоидных сталей получают дефектную структуру грубоигольчатого мартенсита.
Заэвтектоидные стали перед закалкой обязательно подвергают отжигу – сфероидизации, чтобы цементит имел зернистую форму.
Охлаждение при закалке.
Для получения требуемой структуры изделия охлаждают с различной скоростью, которая в большой степени определяется охлаждающей средой, формой изделия и теплопроводностью стали.
Режим охлаждения должен исключить возникновение больших закалочных напряжений. При высоких скоростях охлаждения при закалке возникают внутренние напряжения, которые могут привести к короблению и растрескиванию.
Внутренние напряжения, уравновешиваемые в пределах макроскопических частей тела, называются напряжениями I рода. Они ответственны за искажение формы (коробление) и образование трещин при термообработке. Причинами возникновения напряжений являются:
различие температуры по сечению изделия при охлаждении;
разновременное протекание фазовых превращений в разных участках изделия.
Для предупреждения образования трещин необходимо избегать растягивающих напряжений в поверхностных слоях изделия. На характер распределения напряжений при закалке, помимо режима охлаждения, оказывает влияние и температура нагрева под закалку. Перегрев содействует образованию закалочных трещин, увеличивает деформации.
Режим охлаждения должен также обеспечить необходимую глубину закаленного слоя.
Оптимальный режим охлаждения: максимальная скорость охлаждения в интервале температур А1 – MН, для предотвращения распада переохлажденного аустенита в области перлитного превращения, и минимальная скорость охлаждения в интервале температур мартенситного превращения MН – MК, с целью снижения остаточных напряжений и возможности образования трещин. Очень медленное охлаждение может привести к частичному отпуску мартенсита и увеличению количества аустенита остаточного, а следовательно к снижению твердости.
В качестве охлаждающих сред при закалке используют воду при различных температурах, технические масла, растворы солей и щелочей, расплавленные металлы.
Вода имеет существенный недостаток: высокая скорость охлаждения в интервале мартенситного превращения приводит к образованию закалочных дефектов. С повышением температуры воды ухудшается ее закалочная способность.
Наиболее высокой и равномерной охлаждающей способностью отличаются холодные 8…12 %-ные водные растворы NaCl и NaOH. Они мгновенно разрушают паровую рубашку и охлаждение происходит более равномерно и на стадии пузырькового кипения.
Увеличения охлаждающей способности достигают при использовании струйного или душевого охлаждения, например, при поверхностной закалке.
Для легированных сталей с высокой устойчивостью аустенита используют минеральное масло (нефтяное). Обеспечивающее небольшую скорость охлаждения в интервале температур мартенситного превращения и постоянство закаливающей способности. Недостатками минеральных масел являются повышенная воспламеняемость, низкая охлаждающая способность в интервале температур перлитного превращения, высокая стоимость.
При выборе охлаждающей среды необходимо учитывать закаливаемость и прокаливаемость стали.
Закаливаемость – способность стали приобретать высокую твердость при закалке.
Закаливаемость определяется содержанием углерода. Стали с содержанием углерода менее 0,20 % не закаливаются.
Прокаливаемость – способность получать закаленный слой с мартенситной и троосто-мартенситной структурой, обладающей высокой твердостью, на определенную глубину.
За глубину закаленной зоны принимают расстояние от поверхности до середины слоя, где в структуре одинаковые объемы мартенсита и троостита.
Чем меньше критическая скорость закалки, тем выше прокаливаемость. Укрупнение зерен повышает прокаливаемость.
Если скорость охлаждения в сердцевине изделия превышает критическую то сталь имеет сквозную прокаливаемость.
Нерастворимые частицы и неоднородность аустенита уменьшают прокаливаемость.
Характеристикой прокаливаемости является критический диаметр.
Критический диаметр – максимальное сечение, прокаливающееся в данном охладителе на глубину, равную радиусу изделия.
С введением в сталь легирующих элементов закаливаемость и прокаливаемость увеличиваются (особенно молибден и бор, кобальт – наоборот).
Способы закалки
В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы охлаждения (рис. 14.1)
Рис.14.1. Режимы закалки
1. Закалка в одном охладителе (V1).
Нагретую до нужной температуры деталь переносят в охладитель и полностью охлаждают. В качестве охлаждающей среды используют:
воду – для крупных изделий из углеродистых сталей;
масло – для небольших деталей простой формы из углеродистых сталей и изделий из легированных сталей.
Основной недостаток – значительные закалочные напряжения.
2. Закалка в двух сферах или прерывистая (V2).
Нагретое изделие предварительно охлаждают в более резком охладителе (вода) до температуры ~ 3000C и затем переносят в более мягкий охладитель (масло).
Прерывистая закалка обеспечивает максимальное приближение к оптимальному режиму охлаждения.
Применяется в основном для закалки инструментов.
Недостаток: сложность определения момента переноса изделия из одной среды в другую.
3. Ступенчатая закалка (V3).
Нагретое до требуемой температуры изделие помещают в охлаждающую среду, температура которой на 30 – 50oС выше точки МН и выдерживают в течении времени, необходимого для выравнивания температуры по всему сечению. Время изотермической выдержки не превышает периода устойчивости аустенита при заданной температуре.
В качестве охлаждающей среды используют расплавленные соли или металлы. После изотермической выдержки деталь охлаждают с невысокой скоростью.
Способ используется для мелких и средних изделий.
4. Изотермическая закалка (V4).
Отличается от ступенчатой закалки продолжительностью выдержки при температуре выше МН, в области промежуточного превращения. Изотермическая выдержка обеспечивает полное превращение переохлажденного аустенита в бейнит.При промежуточном превращении легированных сталей кроме бейнита в структуре сохраняется аустенит остаточный. Образовавшаяся структура характеризуется сочетанием высокой прочности, пластичности и вязкости. Вместе с этим снижается деформация из-за закалочных напряжений, уменьшаются и фазовые напряжения.
В качестве охлаждающей среды используют расплавленные соли и щелочи.
Применяются для легированных сталей.
5. Закалка с самоотпуском.
Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск. Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: молотки, зубила).
Закаливаемость стали. Под закаливаемостью понимают способность стали приобретать высокую твердость после закалки. Такая способность зависит главным образом от содержания углерода в стали: чем больше углерода, тем выше твердость. Объясняется это тем, что с повышением содержания углерода увеличивается число атомов, насильственно удерживаемых при закалке в атомной решетке железа. Иными словами, увеличивается степень пересыщения твердого раствора углерода в железе. В результате возрастают внутренние напряжения, что, в свою очередь, способствует увеличению числа дислокаций и возникновению блочной структуры.
Если в углеродистой стали содержание углерода будет меньше 0,3% (сталь 20, Ст3), то такая сталь уже не закалится. Для того чтобы понять это, следует вспомнить, что образование мартенситной структуры связано с перестройкой атомной решетки железа из гранецентрированной в объемно-центрированную. Температура, при которой происходит такая перестройка, зависит от содержания углерода. Роль углерода сводится к тому, что атомы его, находясь в решетке железа, как бы препятствуют перегруппировке атомов, которая необходима для перестройки решетки. Чем больше содержание углерода, тем ниже будет температура, при которой произойдет перестройка, т. е. образуется мартенситная структура. Зависимость температуры мартенситного превращения от содержания углерода в стали была показана на рис. 16. Как можно видеть, при содержании углерода 0,2% мартенситное превращение должно происходить при сравнительно высокой температуре — примерно 350—400°С. При такой температуре углерод еще сохраняет достаточно высокую подвижность и при перестройке решетки выходит из состояния твердого раствора, образуя химическое соединение — цементит. Пересыщение твердого раствора получается совсем незначительным, и потому структура закалки — мартенсит — не образуется.
Прокаливаемость стали. Под прокаливаемостью понимают глубину проникновения закаленной зоны, т. е. свойство стали закаливаться на определенную глубину от поверхности. Если, например, сверло диаметром 50 мм, изготовленное из инструментальной углеродистой стали, закалить в воде, а затем замерить твердость его в поперечном сечении, то окажется, что во внутренней зоне, расположенной вдоль оси сверла (сердцевине), твердость будет почти такой же, как до закалки, в то время как в наружной зоне, расположенной у поверхности, твердость резко повысится. Проверив затем микроструктуру, можно будет убедиться, что в сердцевине она будет перлитного типа, а у поверхности — мартенситного. Несквозная закалка объясняется неравномерным охлаждением детали при закалке: поверхность всегда охлаждается быстрее, чем сердцевина. Неравномерность охлаждения вызывается различными условиями теплоотвода у поверхности и в сердцевине. При погружении раскаленной детали в закалочную среду поверхность, соприкасаясь с холодной жидкостью, охлаждается с большой скоростью, в то время как отвод теплоты от сердцевины затруднен толщей горячего металла, и потому она охлаждается медленно. В результате скорость охлаждения поверхности оказывается выше критической, и поверхность закаливается, а скорость охлаждения сердцевины получается ниже критической, и последняя не закаливается. Очевидно, можно представить себе, что на некоторой глубине от поверхности Н (рис. 19) скорость охлаждения будет равна критической. Тогда ясно, что слои металла, расположенные на большей глубине, не закалятся, а слои, расположенные на меньшей глубине, т. е. ближе к поверхности, закалятся.
Билет№24
№1Типы сплавов. Твердые растворы и их типы. Условия образования неограниченных твердых растворов замещения.
Типы сплавов
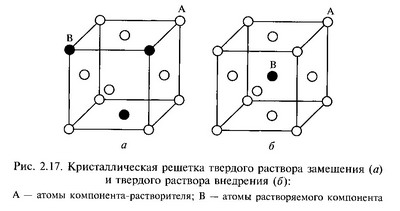
Сплавы типа твердый раствор характеризуются тем, что при их образовании один компонент (растворитель) сохраняет свою кристаллическую решетку, а атомы другого (растворенного) располагаются в кристаллической решетке растворителя. Таким образом, сплавы этого типа однофазны, они имеют кристаллическую решетку растворителя. Атомы компонентов в сплавах типа твердый раствор расположены неупорядоченно. Атомы растворенного компонента могут замещать атомы растворителя в кристаллической решетке, образуя твердый раствор замещения, или размещаться между атомами растворителя в его кристаллической решетке, образуя твердый раствор внедрения (рис. 2.17).
Твердые растворы замещения состоят из металлов, расположенных рядом в Периодической системе элементов. По взаимной растворимости различают твердые растворы с неограничен ной и ограниченной растворимостью компонентов. В твердых растворах с неограниченной растворимостью компонентов возможна любая концентрация растворимого компонента(вплоть до 100 %). Твердые растворы замещения с неограниченной растворимостью образуются при следующих условиях: • кристаллические решетки компонентов должны быть одного типа; • компоненты принадлежат одной или смежным группам Периодической системы элементов; • различие атомных радиусов компонентов небольшое: при их разнице 8… 15% могут образовываться твердые растворы с неограниченной растворимостью, при большей — твердые растворы с ограниченной растворимостью компонентов.
Поскольку атомные радиусы компонентов неодинаковы, при образовании твердых растворов замещения происходит искажение кристаллической решетки (рис. 2.18), что замедляет прохождение диффузионных процессов. Твердые растворы внедрения образуются при условии, что атомный радиус растворенного компонента заметно меньше, чем растворителя. Только в этом случае атом растворенного компонента может расположиться между атомами растворителя, внедряясь в его кристаллическую ячейку. Такие твердые растворы возникают между металлами и неметаллами — элементами I и IIпериодов Периодической системы, имеющими малые атомные радиусы (Н, N, С, В). Твердые растворы близки по свойствам к металлу-растворителю. Они, как правило, пластичны, хорошо деформируются в холодном и в горячем состояниях. |
|
№2, Отпуск стали, его цели и основные параметры процесса. Низкий отпуск. Структура и свойства стали после низкого отпуска .
Отпуск является окончательной термической обработкой.
Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей.
С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска.
Проводят для инструментальных сталей; после закалки токами высокой частоты; после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью.
Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска.
Используется для деталей машин, испытывающих ударные нагрузки.
Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью (рис. 14.2).
Рис.14.2. Зависимость ударной вязкости от температуры отпуска
Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения.
Это явление связано с неравномерностьюпревращения оппущенного мартенсита. Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС.
При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость. Этому деекту способствуют хром, марганец и фосфор. Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.
Билет№25.
№1. Диаграмма состояния железо-цементит, свойства компонентов, фаз, структурных составляющих. Стали. Классификации сталей по качеству, маркировка.
Структурные составляющие железоуглеродистых сплавов. Начало изучению железоуглеродистых сплавов и процессов термической обработки было положено опубликованной в 1868 г. Работой Д.К. Чернова «Критический обзор статей Лаврова и Калакуцкого о стали и стальных орудиях и собственные исследования Д.К. Чернова по этому же предмету». Д.К. Чернов впервые указал на существование в стали критических точек и дал первое представление о диаграмме железо-цементит. В дальнейшем изучению железоуглеродистых сплавов и построению диаграмм железо-углерод были посвящены работы Ф. Осмонда, Ле-Шателье (Франция), Р. Аустена (Англия), А.А. Байкова и Н.Т. Гудцова (Россия), Розенбаума (Голландия), П. Геренса (Германия) и др. Основными компонентами, от которых зависит структура и свойства железоуглеродистых сплавов, являются железо и углерод. Чистое железо - металл серебристо-белого цвета; температура плавления 1539°С. Железо имеет две полиморфные модификации: α и γ. Модификация α существует при температурах ниже 911°С и выше 1392°С; γ-железо - при 911-1392°С. В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие структурные составляющие. 1. Феррит (Ф) - твердый раствор внедрения углерода в α-железе. Растворимость углерода в α-железе при комнатной температуре до 0,005%; наибольшая растворимость - 0,02% при 727°С. Феррит имеет незначительную твердость (НВ 80-100) и прочность (σв=250 МПа), но высокую пластичность (δ=50%; φ=80%). 2. Аустенит (А) - твердый раствор внедрения углерода в γ-железе. В железоуглеродистых сплавах он может существовать только при высоких температурах. Предельная растворимость углерода в γ-железе 2,14% при температуре 1147°С и 0,8% - при 727°С. Эта температура является нижней границей устойчивого существования аустенита в железоуглеродистых сплавах. Аустенит имеет твердость НВ 160-200 и весьма пластичен (δ=40-50%). 3. Цементит (Ц) - химическое соединение железа с углеродом (карбид железа Fe3C). В цементите содержится 6,67% углерода. Температура плавления цементита около 1600°С. Он очень тверд (НВ~800), хрупок и практически не обладает пластичностью. Цементит неустойчив и в определенных условиях распадается, выделяя свободный углерод в виде графита по реакции Fe3C→3Fe+C. 4. Графит - это свободный углерод, мягок (НВ 3) и обладает низкой прочностью. В чугунах и графитизированной стали содержится в виде включений различных форм (пластинчатой, шаровидной и др.). С изменением формы графитовых включений меняются механические и технологические свойства сплава. 5. Перлит (П) - механическая смесь (эвтектоид, т. е. подобный эвтектике, но образующийся из твердой фазы) феррита и цементита, содержащая 0,8% углерода. Перлит может быть пластинчатым и зернистым (глобулярным), что зависит от формы цементита (пластинки или зерна) и определяет механические свойства перлита. При комнатной температуре зернистый перлит имеет предел прочности σв=800 МПа; относительное удлинение δ=15%; твердость НВ 160. Перлит образуется следующим образом. Пластинка (глобуль) цементита начинает расти или от границы зерна аустенита, или центром кристаллизации является неметаллическое включение. При этом соседние области обедняются углеродом и в них образуется феррит. Этот процесс приводит к образованию зерна перлита, состоящего из параллельных пластинок или глобулей цементита и феррита. Чем грубее и крупнее выделения цементита, тем хуже механические свойства перлита. 6. Ледебурит (Л) - механическая смесь (эвтектика) аустенита и цементита, содержащая 4,3% углерода. Ледебурит образуется при затвердевании жидкого расплава при 1147°С. Ледебурит имеет твердость НВ 600-700 и большую хрупкость. Поскольку при температуре 727°С аустенит превращается в перлит, то это превращение охватывает и аустенит, входящий в состав ледебурита. Вследствие этого при температуре ниже 727°С ледебурит представляет собой уже не смесь аустенита с цементом, а смесь перлита с цементитом. Помимо перечисленных структурных составляющих в железоуглеродистых сплавах могут быть нежелательные неметаллические включения: окислы, нитриды, сульфиды, фосфиды – соединения с кислородом, азотом, серой и фосфором. На их основе могут образовываться новые структурные составляющие, например фосфидная эвтектика (Fe+Fe3P+Fe3C) с температурой плавления 950°С. Она образуется при больших содержаниях фосфора в чугуне. При содержании фосфора около 0,5-0,7% фосфидная эвтектика в виде сплошной сетки выделяется по границам зерен и повышает хрупкость чугуна. Диаграмма состояния железо - цементит. В диаграмме состояния железо – цементит (Fe-Fe3C) рассматриваются процессы кристаллизации железоуглеродистых сплавов (стали и чугуна) и превращения в их структурах при медленном охлаждении от жидкого расплава до комнатной температуры. Диаграмма (рис.18) показывает фазовый состав и структуру сплавов с концентрацией от чистого железа до цементита (6,67% С). Сплавы с содержанием углерода до 2,14% называют сталью, а от 2,14 до 6,67% - чугуном. Диаграмма состояния Fe-Fe3C представлена в упрощенном виде. Первичная кристаллизация, т. е. затвердевание жидкого сплава начинается при температурах, соответствующих линии ликвидуса ACD. Точка А на этой диаграмме соответствует температуре 1539° плавления (затвердевания) железа, точка D – температуре ~1600°С плавления (затвердевания) цементита. Линия солидуса AECF соответствует температурам конца затвердевания. При температурах, соответствующих линии АС, из жидкого сплава кристаллизуется аустенит, а линии CD - цементит, называемый первичным цементитом. В точке С при 1147°С и содержании углерода 4,3% из жидкого сплава одновременно кристаллизуется аустенит и цементит (первичный), образуя эвтектику - ледебурит. При температурах, соответствующих линии солидуса АЕ, сплавы с содержанием углерода до 2,14% окончательно затвердевают с образованием аустенита. На линии солидуса ECF сплавы с содержанием углерода от 2,14 до 6,67% окончательно затвердевают с образованием эвтектики (ледебурита) и структур, образовавшихся ранее из жидкого сплава, а именно: в интервале 2,14-4,3% С - аустенита, а в интервале 4,3-6,67% С - цементита первичного (см. рис. 18). В результате первичной кристаллизации во всех сплавах с содержанием углерода до 2,14%, т. е. в сталях, образуется однофазная структура - аустенит. В сплавах с содержанием углерода более 2,14%, т. е. в чугунах, при первич ной кристаллизации образуется эвтектика ледебурита.
Рис. 18. Диаграмма состояния железо-цементит (в упрощенном виде): А – аустенит, П – перлит, Л – ледебурит, Ф – феррит, Ц - цементит
Вторичная кристаллизация (превращение в твердом состоянии) происходит при температурах, соответствующих линиям GSE, PSK и GPQ. Превращения в твердом состоянии происходят вследствие перехода железа из одной аллотропической модификации в другую (γ в α) и в связи с изменением растворимости углерода в аустените и феррите. С понижением температуры растворимость уменьшается. Избыток углерода выделяется из твердых растворов в виде цементита. В области диаграммы AGSE находится аустенит. При охлаждении сплавов аустенит распадается с выделением феррита при температурах, соответствующих линий GS, и цементита, называемого вторичным, при температурах, соответствующих линии SE. Вторичным называют цементит, выделяющийся из твердого раствора аустенита, в отличие от первичного цементита, выделяющегося из жидкого расплава. В области диаграммы GSP находится смесь феррита и распадающегося аустенита. Ниже линии GP существует только феррит. При дальнейшем охлаждении до температур, соответствующих линии PQ, из феррита выделяется цементит (третичный). Линия PQ показывает, что с понижением температуры растворимость углерода в феррите уменьшается от 0,02% при 727°С до 0,005% при комнатной температуре. В точке S при содержании 0,8% углерода и температуре 727°С весь аустенит распадается и превращается в механическую смесь феррита и цементита - перлит. Сталь, содержащую 0,8% углерода, называют эвтектоидной (рис. 19,6). Стали, содержащие от 0,02 до 0,8% углерода, называют доэвтектоидными (рис. 19, а ) , а от 0,8 до 2,14% углерода - заэвтектоидными (рис. 19, в). При температурах, соответствующих линии PSK, происходит распад аустенита, оставшегося в любом сплаве системы, с образованием перлита, представляющего собой механическую смесь феррита и цементита. Линию PSK называют линией перлитного превращения. При температурах, соответствующих линии SE, аустенит насыщен углеродом, и при понижении температуры из него выделяется избыточный углерод в виде цементита (вторичного). Вертикаль DFKL означает, что цементит имеет неизменный химический состав. Меняется лишь форма и размер его кристаллов, что существенно отражается на свойствах сплавов. Самые крупные кристаллы цементита образуются, когда он выделяется при первичной кристаллизации из жидкости. Белый чугун, содержащий 4,3% углерода, называют эвтектическим (рис. 20). Белые чугуны, содержащие от 2,14 до 4,3% углерода, называют доэвтектическими, а от 4,3 до 6,67% углерода - заэвтектическими. По достижении температуры 727°С (линия PSK) аустенит, обедненный углеродом до эвтектоидного состава (0,8% углерода), превращается в перлит. После окончательного охлаждения доэвтектические белые чугуны состоят из перлита, ледебурита (перлит+цементит) и цементита (вторичного). Чем больше в структуре такого чугуна углерода, тем меньше в нем перлита и больше ледебурита. Белый эвтектический чугун (4,3% углерода) при температурах ниже 727°С состоит только из ледебурита. Белый заэвтектический чугун, содержащий более 4,3% углерода, после окончательного охлаждения состоит из цементита (первичного) и ледебурита. Следует отметить, что при охлаждении ледебурита ниже линии PSK входящий в него аустенит превращается в перлит, т. е. ледебурит при комнатной температуре представляет собой уже смесь цементита и перлита. При этом цементит образует сплошную матрицу, в которой размещены колонии перлита. Такое строение ледебурита является причиной его большой твердости (НВ>600) и хрупкости. Диаграмма состояния железо-цементит имеет большое практическое значение. Ее применяют для определения тепловых режимов термической обработки и горячей обработки давлением (ковка, горячая штамповка, прокатка) железоуглеродистых сплавов. Ее используют также в литейном производстве для определения температуры плавления, чтo необходимо для назначения режима заливки жидкого железоуглеродистого сплава в литейные формы.
Рис. 19. Микроструктура: а – доэвтектоидная сталь – феррит (светлые участки) и перлит (темные участки) при 500х увеличении, б – эвтектоидная сталь – перлит (1000х), в – заэвтектоидная сталь – перлит и цементит в виде сетки (200х)
Рис. 20. Микроструктура белого чугуна при 500х увеличении: а- доэвтектический чугун – перлит (темные участки) и ледебурит (цементит вторичный в структуре не виден), б – эвтектический чугун – ледебурит (смесь перлита и цементита), в – заэвтектический чугун – цементит (светлые пластины) и ледебурит.
Классификация и маркировка сталей.
Сталями принято называть сплавы железа с углеродом, содержание до 2,14% углерода. Кроме того, в состав сплава обычно входят марганец, кремний, сера и фосфор; некоторые элементы могут быть введены для улучшения физико-химических свойств специально (легирующие элементы).
Стали, классифицируют по самым различным признакам. Мы рассмотрим следующие:
Химический состав.
В зависимости от химического состава различают стали углеродистые (ГОСТ 380-71, ГОСТ 1050-75) и легированные (ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79). В свою очередь углеродистые стали могут быть:
малоуглеродистыми, т. е. содержащими углерода менее 0,25%;
среднеуглеродистыми, содержание углерода составляет 0,25-0,60%
высокоуглеродистыми, в которых концентрация углерода превышает 0,60% Легированные стали подразделяют на:
низколегированные содержание легирующих элементов до 2,5%
среднелегированные, в их состав входят от 2,5 до 10% легирующих элементов;
высоколегированные, которые содержат свыше 10% легирующих элементов.
Назначение.
По назначению стали бывают:
Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
Качество.
В зависимости от содержания вредных примесей: серы и фосфора-стали подразделяют на:
Стали обыкновенного качества, содержание до 0.06% серы и до 0,07% фосфора.
Качественные - до 0,035% серы и фосфора каждого отдельно.
Высококачественные - до 0.025% серы и фосфора.
Особовысококачественные, до 0,025% фосфора и до 0,015% серы.
Степень раскисления.
По степени удаления кислорода из стали, т. е. По степени её раскисления, существуют:
спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами “сп” в конце марки (иногда буквы опускаются);
кипящие стали - слабо раскисленные; маркируются буквами "кп";
полу спокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс".
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
сталь группы Б - по химическому составу;
сталь группы В - с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности σ, относительное удлинение δ%, предел текучести δт, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.
Стали обыкновенного качества обозначают буквами "Ст" и условным номером марки (от 0 до 6) в зависимости от химического состава и механических свойств. Чем выше содержание углерода и прочностные свойства стали, тем больше её номер. Буква "Г" после номера марки указывает на повышенное содержание марганца в стали. Перед маркой указывают группу стали, причем группа "А" в обозначении марки стали не ставится. Для указания категории стали к обозначению марки добавляют номер в конце соответствующий категории, первую категорию обычно не указывают.
Например:
Ст1кп2 - углеродистая сталь обыкновенного качества, кипящая, № марки 1, второй категории, поставляется потребителям по механическим свойствам (группа А);
ВСт5Г - углеродистая сталь обыкновенного качества с повышенным содержанием марганца, спокойная, № марки 5, первой категории с гарантированными механическими свойствами и химическим составом (группа В);
Вст0 - углеродистая сталь обыкновенного качества, номер марки 0, группы Б, первой категории (стали марок Ст0 и Бст0 по степени раскисления не разделяют).
Качественные стали маркируют следующим образом:
1 в начале марки указывают содержание углерода цифрой, соответствующей его средней концентрации;
а) в сотых долях процента для сталей, содержащих до 0,65% углерода;
05кп – сталь углеродистая качественная, кипящая, содержит 0,05% С;
60 – сталь углеродистая качественная, спокойная, содержит 0,60% С;
б) в десятых долях процента для индустриальных сталей, которые дополнительно снабжаются буквой "У":
У7 – углеродистая инструментальная, качественная сталь, содержащая 0,7% С, спокойная (все инструментальные стали хорошо раскислены);
У12 - углеродистая инструментальная, качественная сталь, спокойная содержит 1,2% С;
2 легирующие элементы, входящие в состав стали, обозначают русскими буквами:
А – азот К – кобальт Т – титан Б – ниобий М – молибден Ф- ванадий
В – вольфрам Н – никель Х – хром Г – марганец
П – фосфор Ц – цирконий Д – медь Р – бор Ю – алюминий
Е – селен С – кремний Ч – редкоземельные металлы
Если после буквы, обозначающей легирующий элемент, стоит цифра, то она указывает содержание этого элемента в процентах. Если цифры нет, то сталь содержит 0,8-1,5% легирующего элемента, за исключением молибдена и ванадия (содержание которых в солях обычно до 0,2-0,3%), а также бора (в стали с буквой Р его должно быть не менее 0,0010%).
Примеры:
14Г2 – низко легированная качественная сталь, спокойная, содержит приблизительно 14% углерода и до 2,0% марганца.
03Х16Н15М3Б - высоко легированная качественная сталь, спокойная содержит 0,03% C, 16,0% Cr, 15,0% Ni, до З,0% Мо, до 1,0% Nb.
Высококачественные и особовысококачественные стали.
Маркируют, так же как и качественные, но в конце марки высококачественной стали ставят букву А, (эта буква в середине марочного обозначения указывает на наличие азота, специально введённого в сталь), а после марки особовысококачественной - через тире букву "Ш".
Например:
У8А - углеродистая инструментальная высоко качественная сталь, содержащая 0,8% углерода;
30ХГС-III – особовысококачественная среднелегированная сталь, содержащая 0,30% углерода и от 0,8 до 1,5% хрома, марганца и кремния каждого.
Отдельные группы сталей обозначают несколько иначе.
Шарикоподшипниковые стали маркируют буквами "ШХ", после которых указывают содержание хрома в десятых долях процента:
ШХ6 - шарикоподшипниковая сталь, содержащая 0,6% хрома;
ШХ15ГС - шарикоподшипниковая сталь, содержащая 1,5% хрома и от 0,8 до 1,5% марганца и кремния.
Быстрорежущие стали (сложнолегированные) обозначают буквой "Р", следующая за ней цифра указывает на процентное содержание в ней вольфрама:
Р18-быстрорежущая сталь, содержащая 18,0% вольфрама;
Р6М5К5-быстрорежущая сталь, содержащая 6,0% вольфрама 5,0% молибдена 5,0% кобальта.
Автоматные стали обозначают буквой "А" и цифрой, указывающей среднее содержание углерода в сотых долях процента:
А12 - автоматная сталь, содержащая 0,12% углерода (все автоматные стали имеют повышенное содержание серы и фосфора);
А40Г - автоматная сталь с 0,40% углерода и повышенным до 1,5% содержанием марганца.
№2. Классификация и краткая характеристика видов термической обработки.
Наиболее распространенными видами термической обработки литейных алюминиевых сплавов являются отжиг, закалка и старение. Кроме того, отливки из многих алюминиевых литейных сплавов могут подвергаться старению из литого состояния (без закалки), так как некоторые легирующие компоненты, особенно при кристаллизации с высокими скоростями охлаждения (например, при литье в кокиль), остаются в твердом растворе. В этом случае нагрев при температурах 150-180 °C литого сплава приводит к некоторому повышению предела прочности, твердости и снижению относительного удленения. Отжиг применяется для снятия остаточных напряжений путем частичного устранения неоднородности состава сплава посредством диффузии и частичного выравнивания структуры в зернах а-твердого раствора, а также изменения формы и размера частиц вторых фаз. При этом в значительной степени уменьшается напряженность кристаллической решетки твердого раствора. Температура отжига, время выдержки и скорость охлаждения определяются природой сплава, его структурой и условиями работы деталей. Охлаждение деталей после отжига может производиться вместе с печью, или на воздухе, или ступенчато: вначале вместе с печью, а затем на воздухе. Изменение скорости охлаждения деталей обеспечивает получение структуры с различной величиной зерна и соответствующими свойствами. Быстрым охлаждением можно добиться повышенной степени пересыщенности твердого раствора с частичным образованием дисперсных вторых фаз. При медленном охлаждении достигается высокая степень распада твердого раствора с образованием крупных частиц вторых фаз. Закалка применяется для получения максимально возможного пересыщения твердого раствора на основе алюминия, обеспечивающего существенное упрочнение сплава. Режим закалки состоит из нагрева деталей и последующего их охлаждения. Нагрев деталей до температуры закалки и выдержка при этой температуре проводятся с целью максимального растворения упрочняющих компонентов сплава. Температура нагрева зависит от природы сплавов и определяется по данным диаграммы состояния и термического анализа. Обычно чем выше температура, тем больше скорость растворения компонентов сплава. Верхним пределом температуры нагрева под закалку является температура выше границы растворимости легирующих элементов, но ниже температуры солидуса. Время выдержки при температуре нагрева под закалку определяется в основном скоростью процесса растворения упрочняющих фаз и зависит от природы сплавов, структуры и условий нагрева. Так, детали, отлитые в песчаные формы, имеют более грубую структуру по сравнению с деталями, отлитыми в кокиль. Поэтому продолжительность выдержки для этих деталей должна быть на 20-25% больше, чем для деталей, отлитых в кокиль. Продолжительность выдержки при температуре наrрева под закалку также зависит от толщины стенок деталей и их конфигурации. Предшествующая термическая обработка на упрочнение деталей ускоряет процесс растворения при повторном нагреве. Поэтому в случае перезакалок время выдержки при нагреве может быть значительно сокращено. Предшествующий отжиг замедляет процесс растворения, в связи с чем при последующем нагреве под закалку требуются более продолжительные выдержки. Необходимо также учитывать, что в неравновесных условиях кристаллизации отливки из сложных по составу сплавов могут иметь скопления низкоплавких эвтектик, как правило, сосредоточивающихся в участках, затердевающих в последнюю очередь. В этом случае наиболее целесообразным является ступенчатый нагрев под закалку, который позволяет при температуре первой ступени на 100ºC ниже температуры плавления низкаплавкой эвтектики перевести в твердый раствор ее составляющие и тем самым допустить подъем температуры на следующую ступень. При закалке должна применяться такая скорсть охлаждения, которая обеспечивает фиксацию твердого раствора алюминия с максимальной степенью растворения легирующих элементов. В зависимости от требований к деталям скорость их охлаждения при закалке может изменяться путем применения определенной охллаждающей среды с различной теплоемкостью, теплопроводностью, скрытой теплотой испарения, вязкостью и т. д. С этой целью применяются вода, масло, расплавленные смеси солей, воздух и другие среды. Допускается охлаждение деталей в горячих средах (кипящая вода, нагретое масло) с целью получения минимальных термических остаточных напряжений. При резком охлаждении в процессе закалки в закаленных отливках из-за большого температурного градиента, неравномерного охлаждения возникают остаточные напряжения, что вызывает либо изменение формы и размера деталей, либо трещины и разрущения. Центральные слои деталей сплошного сечения обычно характеризуются наличием растягивающих остаточных напряжений, а поверхностные слои - сжимающих. При закалке полых деталей значительно увеличивается теплоотвод от внутренней поверхности и в связи с этим изменяются знак и величина остаточных напряжений. На внутренней поверхности возникают сжимающие напряжения и максимум растягивающих напряжений смещается к среднему сечению заготовки. Сравнение остаточных напряжений, возникающих при закалке сплошной и полой отливок указывает на преимущество предварительной механической обработки до закалки (например, расверловка отверстий). Наибольшие остаточные напряжения создаются при закалке в воде при температуре 20-25ºС; в случае закалки в кипящей воде. В масле - остаточные напряжения резко уменьшаются. Следует отметить, что возможно совместить процесс закалки с длительной выдержкой в горячих средах. В этом случае создается такое сочетание закалки и старения, при котором обеспечиваются механические свойства деталей при резком снижении термических остаточных напряжений. Этот процесс называют изотермимической закалкой. Старение. Целью применения режима старения является получение повышенной прочиости закаленного сплава или более стабильных размеров де:rалей. Достигается это естественным или искусственным старением. Для ряда сплавов комнатная температура является достаточной для того, чтобы после закалки происходили структурные превращения, вызывающие изменения физических и механических свойств. Этот процесс принято называть естественным старением. Процесс распада твердого раствора при повышенной температуре называется искусственным старением. Скорость распада твердого раствора увеличивается с увеличением температуры старения и времени выдержки. Температура и длительность выдержки при искусственном старении зависят от природы сплавов, назначения деталей. В зависимости от сочетания температуры и времени выдержки при искусственном старении можно получить не только упрочнение, но и повышение пластичности сплавов. В последнем случае происходит коагуляция продуктов распада и в связи с этим снижение прочностных характеристик и величины остаточных напряжений сплавов. Этот процесс принято называть стабилизирующим старением. Основы термической обработки алюминиевых сплавов
Термическая обработка слитков и деформированных полуфабрикатов является мощным средством воздействия на их структуру и свойства. Большое разнообразие структур, которые могут быть получены в алюминиевых сплавах после различной термообработки результат различной степени отклонения сплавов от термодинамически равновесного состояния при комнатной температуре. Равновесная структура промышленных алюминиевых сплавов, суммарное содержание легирующих компонентов в которых, за редким исключением, не превышает 15-18%, представляет собой твердый раствор с низким содержанием легирующих компонентов (десятые доли процента) с включениями интерметаллидных фаз Al2Cu, Al2CuMg, MgZn2, Mg2Si и т.д. При таком фазовом составе сплавы, как правило, обладают низкой прочностью и очень высокой пластичностью. Самой неустойчивой при комнатной температуре структурой в алюминиевых сплавах, имеющих фазовые превращения в твердом состоянии (термически упрочняемых сплавах), является пересыщенный твердый раствор легирующих компонентов в алюминии, концентрация которых может в десятки раз превышать равновесную. При такой структуре алюминиевые сплавы также пластичны, но значительно прочнее, чем в равновесном состоянии. Для достижения максимальной прочности термически упрочняемых сплавов необходимо за счет регламентированных нагревов получить некоторую промежуточную структуру, которая соответствует начальным стадиям распада пересыщенного твердого раствора. Для алюминиевых сплавов широкое распространение в металлургическом производстве получили три основных вида термообработки: отжиг, закалка, старение.
Отжиг
Отжиг слитков или деформированных полуфабрикатов применяется в тех случаях, когда возникшее по тем или иным причинам неравновесное состояние сплава обусловливает появление нежелательных свойств, чаше всего пониженной пластичности. Применительно к алюминиевым сплавам наиболее распространены три разновидности неравновесных состояний:
1. Неравновесное состояние, свойственное литым сплавам.
Скорость охлаждения сплавов при кристаллизации слитков значительно превышает скорости охлаждения, необходимые для равновесной кристаллизации. Особенности литой структуры деформируемых алюминиевых сплавов, в частности неравновесная эвтектика по границам дендритных ячеек в виде почти непрерывных ободков интерметаллидных фаз, обусловливают пониженную пластичность слитков, особенно из высокопрочных (высоколегированных) сплавов, а отсюда трудности их деформирования.
2. Неравновесное состояние, вызванное пластической деформацией, особенно холодной.
3. Неравновесное состояние, являющееся результатом предыдущей упрочняющей обработки (закалки и старения).
Основная особенность такого состояния - присутствие в сплаве более или менее пересыщенного (легирующими компонентами) твердого раствора с дисперсными выделениями интерметаллидных фаз. Между этим неравновесным состоянием и двумя выше рассмотренными имеется принципиальное различие: оно может быть получено только в сплавах, претерпевающих фазовые превращения в твердом состоянии, т.е. в термически упрочняемых сплавах, в то время как два других состояния наблюдаются и в сплавах без фазовых превращений в твердом состоянии, и в сплавах с такими превращениями. В соответствии с тремя рассмотренными выше разновидностями неравновесных состояний, различают три разновидности отжига:
1) гомогенизирующий отжиг слитка, или гомогенизация;
2) рекристаллизационный и дорекристаллизационный отжиг деформированных изделий после обработки давлением;
3) гетерогенизационный отжиг, как правило, термически упрочненных полуфабрикатов (дораспад пересыщенного твердого раствора и коагуляция выделившихся интерметаллидов) с целью разупрочнения.
Гомогенизация - разновидность отжига, которая применяется при производстве деформированных полуфабрикатов. Гомогенизация слитка - первая термическая обработка в технологическом процессе. Слиток с неоднородной, термодинамически неустойчивой структурой подвергают отжигу, в результате которого его структура становится гомогенной, пластичность повышается, что позволяет значительно интенсифицировать последующую обработку давлением (прессование, прокатка) и уменьшить технологические отходы. Во многих случаях гомогенизация позволяет также улучшить свойства деформированных полуфабрикатов.
Двойной сплав А1-4% Си
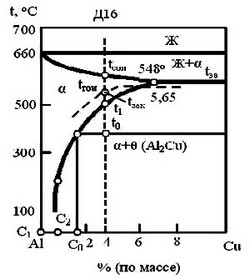 Рис.1.
Алюминиевый угол диаграммы состояния
системы Al-Cu.
Хотя равновесная
структура сплава представляет собой
обедненный медью твердый раствор и
вторичные выделения Ө - фазы (Аl2Сu),
в слитках в результате неравновесной
кристаллизации образуется неравновесная
эвтектика, интерметаллидный ободок по
границам дендритных ячеек состоит из
эвтектических (достаточно грубых)
включений Ө - фазы (Аl2Сu).
Если
сплав нагреть до температуры
выше температуры
сольвуса (в
диаграмме состояния, положение точек,
представляющих температуру, при которой
твердые фазы с переменным химическим
составом сосуществуют с другими твердыми
фазами, то есть показывающие пределы
растворимости в твердом состоянии) и
выдержать при этой температуре, то
эвтектические включения Ө (Al2Cu)
растворятся, выравнивается концентрация
меди по сечению дендритных ячеек и сплав
будет иметь гомогенную однофазную
структуру.
Температура гомогенизации
(tгом)
должна быть выше температуры полного
растворения легирующих компонентов в
алюминии, но ниже температуры равновесного
солидуса (tсол).
При выборе
температуры гомогенизации следует
учитывать наличие в слитке неравновесной
эвтектики, температура плавления которой
равна tэв.
Если
слиток быстро нагреть до температуры
выше tэв,
то эвтектика расплавится, образовавшаяся
жидкость через некоторое время снова
закристаллизуются.
Тем не менее,
нагрев при гомогенизации до появления
жидкой фазы обычно не допускается,
поскольку это сопровождается межзеренным
окислением и образованием пористости,
что приводит к снижению прочности и
особенно пластичности сплавов.
Таким
образом, tгом должна
быть ниже tэв,
однако во многих случаях для ускорения
процесса гомогенизации ее выбирают
выше tэв,
но в этом случае нагрев до температуры
tгом должен
производиться медленно с тем, чтобы
неравновесная эвтектика рассосалась
(растворились интерметаллидные
эвтектические включения) до достижения
температуры tэв.
Нагрев
и выдержка при гомогенизации должны
обеспечить полное растворение
неравновесных эвтектических включений
Ө-фазы (Аl2Сu).
Выдержка
должна быть тем больше, чем грубее эти
включения, величина которых зависит от
скорости кристаллизации при литье.
В
общем случае выдержка при гомогенизации
зависит от коэффициента диффузии
компонентов, содержащихся в растворенной
фазе.
Температура гомогенизации для
промышленных алюминиевых сплавов
колеблется в пределах от 450 до 560°С, а
выдержка - от 4 до 36 ч.
Выдержка
выбирается экспериментально.
Гомогенизация
не должна быть излишне длительной,
длительная гомогенизация может привести
к отрицательным эффектам, например
образованию вторичной водородной
пористости в слитке.
Скорость
охлаждения при гомогенизации обычно
не регламентируют, слитки охлаждают с
печью или на воздухе.
При таком
сравнительно медленном охлаждении
растворенные легирующие компоненты
снова выделяются из твердого раствора
в виде вторичных интерметаллических
кристаллов.
Однако эти кристаллы
гораздо меньше имевшихся до гомогенизации
эвтектических включений и более
равномерно распределены, поэтому
пластичность сплава остается достаточно
высокой.
На примере сплавов Al-Cu
сущность процесса гомогенизации может
быть распространена и на более сложные
алюминиевые сплавы.
Отличие этих
сплавов от двойных сплавов Al-Cu заключается
лишь в том, что в результате дендритной
ликвации у сложных сплавов в литом
состоянии твердый раствор неоднороден
не только по содержанию меди, но и по
содержанию других компонентов (Mg, Zn, Si,
Li), а по границам дендритных ячеек
залегает не двойная (или не только
двойная) эвтектика α+ӨАl2Сu,
а более сложные неравновесные эвтектики,
и при гомогенизации происходит растворение
различных интерметаллидных фаз.
В
том случае, когда в сплавах содержатся
наряду с одним или несколькими выше
упомянутыми основными компонентами
добавки переходных металлов (Мn, Cr, Zr),
структурные превращения, происходящие
при гомогенизации, усложняются.
Рис.1.
Алюминиевый угол диаграммы состояния
системы Al-Cu.
Хотя равновесная
структура сплава представляет собой
обедненный медью твердый раствор и
вторичные выделения Ө - фазы (Аl2Сu),
в слитках в результате неравновесной
кристаллизации образуется неравновесная
эвтектика, интерметаллидный ободок по
границам дендритных ячеек состоит из
эвтектических (достаточно грубых)
включений Ө - фазы (Аl2Сu).
Если
сплав нагреть до температуры
выше температуры
сольвуса (в
диаграмме состояния, положение точек,
представляющих температуру, при которой
твердые фазы с переменным химическим
составом сосуществуют с другими твердыми
фазами, то есть показывающие пределы
растворимости в твердом состоянии) и
выдержать при этой температуре, то
эвтектические включения Ө (Al2Cu)
растворятся, выравнивается концентрация
меди по сечению дендритных ячеек и сплав
будет иметь гомогенную однофазную
структуру.
Температура гомогенизации
(tгом)
должна быть выше температуры полного
растворения легирующих компонентов в
алюминии, но ниже температуры равновесного
солидуса (tсол).
При выборе
температуры гомогенизации следует
учитывать наличие в слитке неравновесной
эвтектики, температура плавления которой
равна tэв.
Если
слиток быстро нагреть до температуры
выше tэв,
то эвтектика расплавится, образовавшаяся
жидкость через некоторое время снова
закристаллизуются.
Тем не менее,
нагрев при гомогенизации до появления
жидкой фазы обычно не допускается,
поскольку это сопровождается межзеренным
окислением и образованием пористости,
что приводит к снижению прочности и
особенно пластичности сплавов.
Таким
образом, tгом должна
быть ниже tэв,
однако во многих случаях для ускорения
процесса гомогенизации ее выбирают
выше tэв,
но в этом случае нагрев до температуры
tгом должен
производиться медленно с тем, чтобы
неравновесная эвтектика рассосалась
(растворились интерметаллидные
эвтектические включения) до достижения
температуры tэв.
Нагрев
и выдержка при гомогенизации должны
обеспечить полное растворение
неравновесных эвтектических включений
Ө-фазы (Аl2Сu).
Выдержка
должна быть тем больше, чем грубее эти
включения, величина которых зависит от
скорости кристаллизации при литье.
В
общем случае выдержка при гомогенизации
зависит от коэффициента диффузии
компонентов, содержащихся в растворенной
фазе.
Температура гомогенизации для
промышленных алюминиевых сплавов
колеблется в пределах от 450 до 560°С, а
выдержка - от 4 до 36 ч.
Выдержка
выбирается экспериментально.
Гомогенизация
не должна быть излишне длительной,
длительная гомогенизация может привести
к отрицательным эффектам, например
образованию вторичной водородной
пористости в слитке.
Скорость
охлаждения при гомогенизации обычно
не регламентируют, слитки охлаждают с
печью или на воздухе.
При таком
сравнительно медленном охлаждении
растворенные легирующие компоненты
снова выделяются из твердого раствора
в виде вторичных интерметаллических
кристаллов.
Однако эти кристаллы
гораздо меньше имевшихся до гомогенизации
эвтектических включений и более
равномерно распределены, поэтому
пластичность сплава остается достаточно
высокой.
На примере сплавов Al-Cu
сущность процесса гомогенизации может
быть распространена и на более сложные
алюминиевые сплавы.
Отличие этих
сплавов от двойных сплавов Al-Cu заключается
лишь в том, что в результате дендритной
ликвации у сложных сплавов в литом
состоянии твердый раствор неоднороден
не только по содержанию меди, но и по
содержанию других компонентов (Mg, Zn, Si,
Li), а по границам дендритных ячеек
залегает не двойная (или не только
двойная) эвтектика α+ӨАl2Сu,
а более сложные неравновесные эвтектики,
и при гомогенизации происходит растворение
различных интерметаллидных фаз.
В
том случае, когда в сплавах содержатся
наряду с одним или несколькими выше
упомянутыми основными компонентами
добавки переходных металлов (Мn, Cr, Zr),
структурные превращения, происходящие
при гомогенизации, усложняются.
 Рис.
2. Кривые растворимости меди, магния и
марганца в алюминии: А-интервал температур
гомогенизации
На рис. 2. в одном
масштабе вычерчены кривые изменения
растворимости меди, магния и марганца
в алюминии в зависимости от
температуры.
Видно, что при температурах
гомогенизации растворимость меди,
магния и других основных легирующих
компонентов (Zn, Li, Si) велика, а растворимость
марганца мала, поэтому в процессе
выдержки при этих температурах медные,
магниевые, литиевые, кремниевые
интерметаллиды растворяются.
Вместе
с тем из твердого раствора выделяются
марганцевые (хромовые, циркониевые)
интерметаллиды, являющиеся продуктами
распада пересыщенного твердого раствора,
образовавшегося при кристаллизации.
На
рис. 3. показано влияние марганца на
микроструктуру литого сплава Д16 после
гомогенизации.
Видно, что в процессе
гомогенизации сплава с Мn наряду с
растворением эвтектических включений
Ө-фазы (А12Сu)
и S-фазы (Al2CuMg)
из твердого раствора выделяется
Мn-интерметаллид Al-Cu-Mn-фаза в дисперсном
виде.
а
Рис.
2. Кривые растворимости меди, магния и
марганца в алюминии: А-интервал температур
гомогенизации
На рис. 2. в одном
масштабе вычерчены кривые изменения
растворимости меди, магния и марганца
в алюминии в зависимости от
температуры.
Видно, что при температурах
гомогенизации растворимость меди,
магния и других основных легирующих
компонентов (Zn, Li, Si) велика, а растворимость
марганца мала, поэтому в процессе
выдержки при этих температурах медные,
магниевые, литиевые, кремниевые
интерметаллиды растворяются.
Вместе
с тем из твердого раствора выделяются
марганцевые (хромовые, циркониевые)
интерметаллиды, являющиеся продуктами
распада пересыщенного твердого раствора,
образовавшегося при кристаллизации.
На
рис. 3. показано влияние марганца на
микроструктуру литого сплава Д16 после
гомогенизации.
Видно, что в процессе
гомогенизации сплава с Мn наряду с
растворением эвтектических включений
Ө-фазы (А12Сu)
и S-фазы (Al2CuMg)
из твердого раствора выделяется
Мn-интерметаллид Al-Cu-Mn-фаза в дисперсном
виде.
а 
 б
Рис.3.
Микроструктура слитков сплава Д16 с 0,4%
Мn, х 800: а - литое состояние, б- после
гомогенизации при 480°С, 24 ч
Таким
образом, применительно к сплавам, в
состав которых кроме Сu, Mg, Zn, Si, Li входят
переходные металлы (Мn, Сr, Zr), описанная
выше термообработка (гомогенизирующий
отжиг), гомогенизируя структуру по
основным компонентам, обусловливает и
некоторую гетерогенизацию - выделение
алюминидов переходных металлов.
Дисперсные
частицы марганцевых, хромовых, циркониевых
интерметаллидов влияют на температуру
рекристаллизации деформированных
полуфабрикатов, полученных из
гомогенизированных слитков.
При
оптимальной дисперсности этих
интерметаллидов температура
рекристаллизации некоторых полуфабрикатов
(особенно горячедеформированных) может
быть выше температуры конечной
термообработки.
В этом случае в
готовых изделиях после термообработки
сохраняется нерекристаллизованная
(полигональная) структура, обусловливающая
значительный прирост прочности
(структурное упрочнение).
Дисперсные
алюминиды переходных металлов, помимо
положительного влияния на механические
свойства деформиррванных полуфабрикатов,
значительно уменьшают склонность ряда
сплавов к коррозии под напряжением.
Таким
образом, гомогенизация, являясь средством
повышения пластичности слитков перед
обработкой давлением, оказывает
многогранное влияние на структуру и
свойства деформированных полуфабрикатов.
В
связи с этим гомогенизация широко
применяется при производстве полуфабрикатов
не только из высокопрочных сплавов, но
и мягких сплавов (даже из технического
алюминия).
Применительно к слиткам
для производства прессованных профилей
из высокопрочных сплавов, разработан
процесс гомогенизации с
последующим гетерогенизационным
отжигом.
Цель
такой обработки - предельно обеднить
твердый раствор легирующими компонентами
при температуре прессования, что приводит
к снижению усилия истечения металла и
существенному (на 30...50 %) повышению
скорости истечения при прессовании.
Режим
гомогенизации с последующим
гетерогенизационным отжигом показан
на рис. 4.
Гетерогенизационньй
отжиг проводится при температуре
минимальной устойчивости твердого
раствора, что обеспечивает его быстрый
распад (достаточна выдержка 1...2 ч) и
определенную коагуляцию продуктов
распада.
Слиток, подвергнутый
обработке и имеющий минимальное
содержание легирующих компонентов в
твердом растворе, при нагреве перед
прессованием, сохраняет свое структурное
состояние, что и определяет повышение
технологичности при
прессовании.
Рекристаллизационный
отжиг наиболее распространен в качестве
промежуточной термической обработки
между операциями холодной деформации
или между горячей и холодной
деформацией.
При нагреве
деформированных металлов и сплавов до
определенной температуры (температуры
начала рекристаллизации), которая для
технически чистых металлов составляет
0,4 Тпл, а для сплавов несколько выше, в
них начинается процесс образования и
роста новых зерен с совершенной
кристаллической структурой (плотность
дислокаций уменьшается на несколько
порядков).
Все свойства
деформированного металла (или сплава)
в результате рекристаллизации меняются
в направлении, обратном тому, в котором
они менялись при деформации, т.е. прочность
и твердость снижаются, а пластичность
возрастает.
Эта закономерность
справедлива для тех условий нагрева,
при которых не наблюдается еще заметной
собирательной рекристаллизации.
б
Рис.3.
Микроструктура слитков сплава Д16 с 0,4%
Мn, х 800: а - литое состояние, б- после
гомогенизации при 480°С, 24 ч
Таким
образом, применительно к сплавам, в
состав которых кроме Сu, Mg, Zn, Si, Li входят
переходные металлы (Мn, Сr, Zr), описанная
выше термообработка (гомогенизирующий
отжиг), гомогенизируя структуру по
основным компонентам, обусловливает и
некоторую гетерогенизацию - выделение
алюминидов переходных металлов.
Дисперсные
частицы марганцевых, хромовых, циркониевых
интерметаллидов влияют на температуру
рекристаллизации деформированных
полуфабрикатов, полученных из
гомогенизированных слитков.
При
оптимальной дисперсности этих
интерметаллидов температура
рекристаллизации некоторых полуфабрикатов
(особенно горячедеформированных) может
быть выше температуры конечной
термообработки.
В этом случае в
готовых изделиях после термообработки
сохраняется нерекристаллизованная
(полигональная) структура, обусловливающая
значительный прирост прочности
(структурное упрочнение).
Дисперсные
алюминиды переходных металлов, помимо
положительного влияния на механические
свойства деформиррванных полуфабрикатов,
значительно уменьшают склонность ряда
сплавов к коррозии под напряжением.
Таким
образом, гомогенизация, являясь средством
повышения пластичности слитков перед
обработкой давлением, оказывает
многогранное влияние на структуру и
свойства деформированных полуфабрикатов.
В
связи с этим гомогенизация широко
применяется при производстве полуфабрикатов
не только из высокопрочных сплавов, но
и мягких сплавов (даже из технического
алюминия).
Применительно к слиткам
для производства прессованных профилей
из высокопрочных сплавов, разработан
процесс гомогенизации с
последующим гетерогенизационным
отжигом.
Цель
такой обработки - предельно обеднить
твердый раствор легирующими компонентами
при температуре прессования, что приводит
к снижению усилия истечения металла и
существенному (на 30...50 %) повышению
скорости истечения при прессовании.
Режим
гомогенизации с последующим
гетерогенизационным отжигом показан
на рис. 4.
Гетерогенизационньй
отжиг проводится при температуре
минимальной устойчивости твердого
раствора, что обеспечивает его быстрый
распад (достаточна выдержка 1...2 ч) и
определенную коагуляцию продуктов
распада.
Слиток, подвергнутый
обработке и имеющий минимальное
содержание легирующих компонентов в
твердом растворе, при нагреве перед
прессованием, сохраняет свое структурное
состояние, что и определяет повышение
технологичности при
прессовании.
Рекристаллизационный
отжиг наиболее распространен в качестве
промежуточной термической обработки
между операциями холодной деформации
или между горячей и холодной
деформацией.
При нагреве
деформированных металлов и сплавов до
определенной температуры (температуры
начала рекристаллизации), которая для
технически чистых металлов составляет
0,4 Тпл, а для сплавов несколько выше, в
них начинается процесс образования и
роста новых зерен с совершенной
кристаллической структурой (плотность
дислокаций уменьшается на несколько
порядков).
Все свойства
деформированного металла (или сплава)
в результате рекристаллизации меняются
в направлении, обратном тому, в котором
они менялись при деформации, т.е. прочность
и твердость снижаются, а пластичность
возрастает.
Эта закономерность
справедлива для тех условий нагрева,
при которых не наблюдается еще заметной
собирательной рекристаллизации.
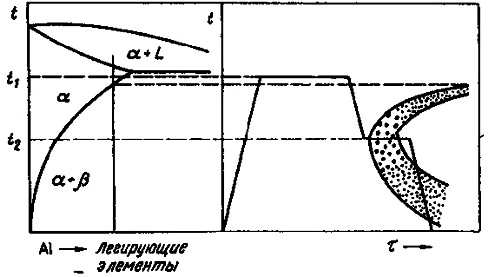 Рис.
4. Схема гетерогенизирующей обработки
после гомогенизации: t1-температура
гомогенизации; t2-температура
минимальной устойчивости твердого
раствора
Величина рекристаллизованного
зерна, в значительной степени влияющая
на свойства материала после отжига,
зависит от следующих основных факторов:
Рис.
4. Схема гетерогенизирующей обработки
после гомогенизации: t1-температура
гомогенизации; t2-температура
минимальной устойчивости твердого
раствора
Величина рекристаллизованного
зерна, в значительной степени влияющая
на свойства материала после отжига,
зависит от следующих основных факторов:
1) степени деформации пред отжигом;
2) температуры нагрева;
3) скорости нагрева;
4) времени выдержки.
Величина
критической степени деформации для
разных алюминиевых сплавов колеблется
в широких пределах, для алюминия она
равна 1...3% (в зависимости от содержания
примесей), а для сплавов выше
(4...10%).
Характер зависимости
величины рекристаллизованного зерна
алюминиевых сплавов от степени
предшествующей деформации показан на
рис. 5.
Во избежание собирательной
рекристаллизации температура
рекристализационного отжига не должна
быть высокой, но во избежание образования
крупного зерна при первичной
рекристаллизации она должна существенно
превышать температуру окончания
рекристаллизации.
 Рис.
5. Изменение величины рекристаллизованного
зерна алюминия в зависимости от степени
предшествующей холодной деформации
Схема,
показывающая влияние скорости нагрева
при рекристаллизационном отжиге на
продолжительность пребывания материала
при температурах между началом и концом
рекристаллизации показана на рис.
6.
Рис.
5. Изменение величины рекристаллизованного
зерна алюминия в зависимости от степени
предшествующей холодной деформации
Схема,
показывающая влияние скорости нагрева
при рекристаллизационном отжиге на
продолжительность пребывания материала
при температурах между началом и концом
рекристаллизации показана на рис.
6.
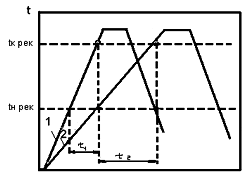 Рис.
6. Схема, иллюстрирующая влияние скорости
нагрева на продолжительность пребывания
сплава между tн.рек и t к.рек : 1 - быстрый;
2 - медленный нагрев
На практике
температура рекристаллизационного
отжига на 50 - 150 ºС превышает температуру
окончания рекристаллизации и для
промышленных алюминиевых сплавов
колеблется в пределах от 300 до 500
°С.
Выдержка при температурах
рекристаллизационного отжига составляет
0,5...2 ч.
Для алюминиевых сплавов,
неупрочняемых термообработкой, скорость
охлаждения при кристаллизационном
отжиге, как правило, не играет роли и
может выбираться произвольно (садку
после выдержки в печи обычно охлаждают
на воздухе).
Для термически
упрочняемых сплавов скорость охлаждения
должна быть определенной, как правило
не выше 30°С/ч до 200...250 °С (далее произвольно),
чтобы после отжига формировалось
равновесное или близкое к равновесному
состояние как в структурном, так и в
фазовом отношении.
Применительно
к некоторым термически неупрочняемым
алюминиевым сплавам положение
о независимости свойств от скорости
охлаждения при отжиге нуждается в
уточнении.
Дорекристаллизационным
отжигом является
неполный отжиг, который применяют в
качестве окончательной термообработки
с целью получения полуфабрикатов (обычно
листов) с промежуточными свойствами -
между свойствами нагартованного
состояния (высокая прочность и низкая
пластичность) и рекристаллизованного,
полностью отожженного (низкая прочность
и высокая пластичность).
Неполный
отжиг используют для термически
неупрочняемых сплавов.
Отжиг
проводят при температуре ниже температуры
окончания рекристаллизации, в результате
чего сплав приобретает полигонизованную
или частично рекристаллизованную
структуру, поэтому упрочнение от холодной
деформации снимается не полностью.
Листы
из алюминиевых сплавов, выпускаемые с
различной степенью нагартовки (Н, Н2,
Н3), получают обычно неполным отжигом
сильно нагартованного
материала.
Гетерогенизационный
отжиг термически
упрочненных полуфабрикатов с целью их
разупрочнения применяют только для
сплавов, упрочняемых термообработкой.
Он
необходим в тех случаях, когда
полуфабрикаты, упрочненные закалкой и
старением, требуется разупрочнить
(например, закаленные листы перед
холодной штамповкой).
Отжиг должен
обеспечить полный распад твердого
раствора и получение при комнатной
температуре фазового состояния, близкого
к равновесному.
Температура отжига
в данномслучае должна удовлетворять
следующим требованиям:
Рис.
6. Схема, иллюстрирующая влияние скорости
нагрева на продолжительность пребывания
сплава между tн.рек и t к.рек : 1 - быстрый;
2 - медленный нагрев
На практике
температура рекристаллизационного
отжига на 50 - 150 ºС превышает температуру
окончания рекристаллизации и для
промышленных алюминиевых сплавов
колеблется в пределах от 300 до 500
°С.
Выдержка при температурах
рекристаллизационного отжига составляет
0,5...2 ч.
Для алюминиевых сплавов,
неупрочняемых термообработкой, скорость
охлаждения при кристаллизационном
отжиге, как правило, не играет роли и
может выбираться произвольно (садку
после выдержки в печи обычно охлаждают
на воздухе).
Для термически
упрочняемых сплавов скорость охлаждения
должна быть определенной, как правило
не выше 30°С/ч до 200...250 °С (далее произвольно),
чтобы после отжига формировалось
равновесное или близкое к равновесному
состояние как в структурном, так и в
фазовом отношении.
Применительно
к некоторым термически неупрочняемым
алюминиевым сплавам положение
о независимости свойств от скорости
охлаждения при отжиге нуждается в
уточнении.
Дорекристаллизационным
отжигом является
неполный отжиг, который применяют в
качестве окончательной термообработки
с целью получения полуфабрикатов (обычно
листов) с промежуточными свойствами -
между свойствами нагартованного
состояния (высокая прочность и низкая
пластичность) и рекристаллизованного,
полностью отожженного (низкая прочность
и высокая пластичность).
Неполный
отжиг используют для термически
неупрочняемых сплавов.
Отжиг
проводят при температуре ниже температуры
окончания рекристаллизации, в результате
чего сплав приобретает полигонизованную
или частично рекристаллизованную
структуру, поэтому упрочнение от холодной
деформации снимается не полностью.
Листы
из алюминиевых сплавов, выпускаемые с
различной степенью нагартовки (Н, Н2,
Н3), получают обычно неполным отжигом
сильно нагартованного
материала.
Гетерогенизационный
отжиг термически
упрочненных полуфабрикатов с целью их
разупрочнения применяют только для
сплавов, упрочняемых термообработкой.
Он
необходим в тех случаях, когда
полуфабрикаты, упрочненные закалкой и
старением, требуется разупрочнить
(например, закаленные листы перед
холодной штамповкой).
Отжиг должен
обеспечить полный распад твердого
раствора и получение при комнатной
температуре фазового состояния, близкого
к равновесному.
Температура отжига
в данномслучае должна удовлетворять
следующим требованиям:
1) чтобы твердый раствор при этой температуре имел невысокое равновесное содержание легирующих компонентов;
2) чтобы диффузионные процессы при этой температуре проходили быстро и интерметаллидные фазы выделились и скоагулировали за непродолжительное, удобное для практики время (в пределах 1...2 ч).
Применительно к промышленным сплавам этому требованию удовлетворяют температуры 350...420 ºС.
Пример сплава Аl-4% Сu (см. рис. 1). Превращения, происходящие в закаленном сплаве при отжиге.
Пересыщенный твердый раствор в закаленном сплаве содержит 4% Сu. Выдержка сплава при температуре отжига t0 приводит к выделению из твердого раствора избытка меди в виде Ө-фазы (Al2Cu), содержание меди в твердом растворе снижается до равновесной при этой температуре концентрации С0. Однако, как видно на рис. 1. С0 значительно больше С1 (равновесной меди при комнатной температуре) и даже С2 (при 200 °С). Для концентрации того чтобы равновесное состояние при температуре t0 осталось равновесным и при комнатной температуре, и при 200 °С (различие в растворимости меди в алюминии при 20 и 200 °С невелико и им можно пренебречь), охлаждение от температуры t0 до 20 °С (на практике до 200...250 °С) следует проводить медленно с тем чтобы в процессе охлаждения твердый раствор успевал обедняться медью в соответствии с кривой изменения растворимости меди в алюминии. Принятые в производстве скорости охлаждения при отжиге термически упрочняемых сплавов не превышают 30 °С/ч.
Закалка
Цель
закалки - получить в сплаве предельно
неравновесное фазовое состояние
(пересыщенный твердый раствор с
максимальным содержанием легирующих
элементов).
Такое состояние обеспечивает,
с одной стороны, непосредственное
повышение (по сравнению с равновесным
состоянием) твердости и прочности, а с
другой стороны, возможность дальнейшего
упрочнения при последующем старении.
Закалку
применяют для сплавов, претерпевающих
фазовые превращения в твердом состоянии.
В
алюминиевых сплавах, используемых в
промышленности, наблюдается лишь один
вид фазовых превращений: при нагреве
интерметаллидные фазы растворяются в
алюминии, а при охлаждении вновь
выделяются из твердого раствора.
Таким
образом, закалка возможна только для
алюминиевых сплавов, содержащих
компоненты, растворимость которых в
твердом алюминии возрастает с температурой
(Сu, Mn, Si, Zn, Li), причем в количествах,
превышающих растворимость при комнатной
температуре.
Закалка алюминиевых
сплавов заключается в нагреве их до
температуры, при которой легирующие
компоненты находящиеся в интсрметаллидных
фазах, полностью или частично растворяются
в алюминии, выдержке при этой температуре
и быстром охлаждении до низкой температуры
(10...20 °С).
Так, если сплав А1+4%Cu
нагреть до температуры tзак (соответствует
tгом на рис.
1)
выдержать некоторое время, необходимое
для полного растворения Ө-фазы (А12Сu)
в алюминии, и охладить в воде до комнатной
температуры, то твердый раствор,
содержащий 4,0% Сu, в результате быстрого
охлаждения будет сохранен или, как часто
говорят, зафиксирован при комнатной
температуре.
Поскольку равновесная
растворимость меди в алюминии при низких
температурах составляет около 0,2%,
твердый раствор в закаленном сплаве
А1+4% Сu пересыщен медью более чем в 20
раз.
Температура нагрева под
закалку должна обеспечить как можно
более полное растворение интерметаллидных
фаз в алюминии.
Изменение температуры
нагрева под закалку сплавов в зависимости
от содержания меди показано на рис.
1 пунктиром.
При
закалке литейных алюминиевых сплавов
следует иметь в виду, что в структуре
сплавов может быть неравновесная
эвтектика.
Поэтому температура
нагрева под закалку литейных сплавов
не должна превышать температуры плавления
неравновесной эвтектики.
Приведенные
выше соображения по выбору температуры
гомогенизации полностью относятся к
выбору температуры нагрева под закалку
литейных алюминиевых сплавов.
Температура
нагрева под закалку различных промышленных
сплавов колеблется в пределах от 450 до
560 ºС.
Выдержка при температуре нагрева
под закалку должна обеспечить растворение
интерметаллидных фаз, поэтому она
зависит от величины частиц и характера
их распределения.
В деформированных
изделиях интерметаллидные фазы находятся
в основном в виде мелких вторичных
кристаллов (сплав уже подвергнут
гомогенизации и ряду технологических
нагревов), а в отливках - в виде довольно
грубых эвтектических включение.
Отсюда
различная продолжительность выдержки
при температуре нагрева под закалку
для деформируемых сплавов - она измеряется
десятками минут, а для литейных - часами
или даже десятками часов.
Охлаждение
при закалке следует проводить с такой
скоростью, которая обеспечит отсутствие
распада твердого раствора в процессе
охлаждения.
Эта скорость должна быть
больше некоторой определенной для
каждого сплава критической скорости
охлаждения Vкр, которая определяется
как наименьшая скорость охлаждения
сплава, при которой распад твердого
раствора в процессе охлаждения еще не
происходит.
Только поэтому литейный
сплав АК12 не подвергают закалке - слишком
большая скорость распада твердого
раствора при охлаждении.
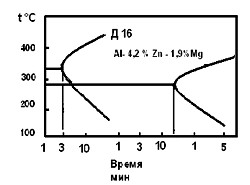 Рис.
7. Диаграммы изотермического превращения
переохлажденного твердого раствора в
сплавах Д16 и Al-Zn-Mg (указано начало распада
твердого раствора)
Значения
критических скоростей охлаждения для
различных сплавов могут быть приблизительно
(с достаточной точностью для практики)
определены по диаграммам изотермического
распада переохлажденного твердого
раствора.
На рис. 7 показаны такие
диаграммы для двух алюминиевых сплавов
- промышленного сплава системы Al-Cu-Mg
(Д16) и сплава Al-4,2% Zn-1,9% Mg.
Так как
устойчивость переохлажденного твердого
раствора в сплаве Al-Zn-Mg значительно
выше, чем в сплаве Д16, то критическая
скорость охлаждения первого сплава
значительно меньше, чем второго.
Тонкостенные
изделия из сплавов Al-Zn-Mg закаливают при
охлаждении на воздухе, в то время как
для изделий из сплавов А1- Cu-Mg необходимо
охлаждение в воде.
В промышленности
большинство алюминиевых сплавов при
закалке охлаждают в воде (как правило,
в холодной, иногда в подогретой).
При
закалке толстостенных изделий в воде
скорость охлаждения внутренних объемов
по мере удаления от поверхности
уменьшается, и при какой-то достаточно
большой толщине близкие к центру объемы
изделия будут охлаждаться со скоростью
меньше критической, т.е. изделие не
прокалится насквозь.
Толщина
изделия, при которой центральные объемы
охлаждаются при закалке со скоростью,
равной критической, характеризует
прокаливаемость сплава.
Прокаливаемость
тем выше, чем меньше критическая скорость
охлаждения.
Однако охлаждение в
воде не может рассматриваться как
оптимальный вариант закалки во всех
случаях.
Очень высокая скорость
охлаждения при закалке в воде приводит
к образованию больших внутренних
напряжений, которые обусловливают
коробление изделий.
Это особенно
проявляется в крупногабаритных изделиях
сложной конфигурации (штамповки, панели),
правка которых после закалки весьма
трудоемка и дорогостояща.
Выбор
для каждого сплава охлаждающих сред,
обеспечивающих охлаждение со скоростью
больше критической, но меньше, чем в
воде - актуальная задача.
Следует
указать, что существуют алюминиевые
сплавы, имеющие очень малую критическую
скорость охлаждения при закалке,
тонкостенные изделия из которых могут
закаливаться с охлаждением на воздухе.
К
таким сплавам относятся низколегированные
сплавы систем Al-Mg-Si (АД31) Al-Zn-Mg, сплавы
системы А1-Mg-Li.
Для таких сплавов
возможно совмещение процесса закалки
с охлаждением изделий после их горячей
деформации (экструдирования, прокатки),
поскольку температура горячей деформации
для ряда алюминиевых сплавов близка к
температуре нагрева под закалку.
После
закалки сплавы, обладая повышенной по
сравнению с отожженным состоянием
прочностью, сохраняют высокую
пластичность.
Однако роль закалки,
как уже отмечалось, не ограничивается
ее непосредственным влиянием на
свойства.
Обусловливая получение
пересыщенных твердых растворов легирующих
компонентов в алюминии, закалка
обеспечивает возможность дальнейшего
повышения прочности при старении.
Рис.
7. Диаграммы изотермического превращения
переохлажденного твердого раствора в
сплавах Д16 и Al-Zn-Mg (указано начало распада
твердого раствора)
Значения
критических скоростей охлаждения для
различных сплавов могут быть приблизительно
(с достаточной точностью для практики)
определены по диаграммам изотермического
распада переохлажденного твердого
раствора.
На рис. 7 показаны такие
диаграммы для двух алюминиевых сплавов
- промышленного сплава системы Al-Cu-Mg
(Д16) и сплава Al-4,2% Zn-1,9% Mg.
Так как
устойчивость переохлажденного твердого
раствора в сплаве Al-Zn-Mg значительно
выше, чем в сплаве Д16, то критическая
скорость охлаждения первого сплава
значительно меньше, чем второго.
Тонкостенные
изделия из сплавов Al-Zn-Mg закаливают при
охлаждении на воздухе, в то время как
для изделий из сплавов А1- Cu-Mg необходимо
охлаждение в воде.
В промышленности
большинство алюминиевых сплавов при
закалке охлаждают в воде (как правило,
в холодной, иногда в подогретой).
При
закалке толстостенных изделий в воде
скорость охлаждения внутренних объемов
по мере удаления от поверхности
уменьшается, и при какой-то достаточно
большой толщине близкие к центру объемы
изделия будут охлаждаться со скоростью
меньше критической, т.е. изделие не
прокалится насквозь.
Толщина
изделия, при которой центральные объемы
охлаждаются при закалке со скоростью,
равной критической, характеризует
прокаливаемость сплава.
Прокаливаемость
тем выше, чем меньше критическая скорость
охлаждения.
Однако охлаждение в
воде не может рассматриваться как
оптимальный вариант закалки во всех
случаях.
Очень высокая скорость
охлаждения при закалке в воде приводит
к образованию больших внутренних
напряжений, которые обусловливают
коробление изделий.
Это особенно
проявляется в крупногабаритных изделиях
сложной конфигурации (штамповки, панели),
правка которых после закалки весьма
трудоемка и дорогостояща.
Выбор
для каждого сплава охлаждающих сред,
обеспечивающих охлаждение со скоростью
больше критической, но меньше, чем в
воде - актуальная задача.
Следует
указать, что существуют алюминиевые
сплавы, имеющие очень малую критическую
скорость охлаждения при закалке,
тонкостенные изделия из которых могут
закаливаться с охлаждением на воздухе.
К
таким сплавам относятся низколегированные
сплавы систем Al-Mg-Si (АД31) Al-Zn-Mg, сплавы
системы А1-Mg-Li.
Для таких сплавов
возможно совмещение процесса закалки
с охлаждением изделий после их горячей
деформации (экструдирования, прокатки),
поскольку температура горячей деформации
для ряда алюминиевых сплавов близка к
температуре нагрева под закалку.
После
закалки сплавы, обладая повышенной по
сравнению с отожженным состоянием
прочностью, сохраняют высокую
пластичность.
Однако роль закалки,
как уже отмечалось, не ограничивается
ее непосредственным влиянием на
свойства.
Обусловливая получение
пересыщенных твердых растворов легирующих
компонентов в алюминии, закалка
обеспечивает возможность дальнейшего
повышения прочности при старении.
Билет№26.
№1. Диаграмма состояния железо-цементит. Чугуны, их свойства, маркировка, получение, применение.
Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Производство чугуна и стали по объему превосходит производство всех других металлов вместе взятых более чем в десять раз.
Диаграмма состояния железо – углерод дает основное представление о строении железоуглеродистых сплавов – сталей и чугунов.
Начало изучению диаграммы железо – углерод положил Чернов Д.К. в 1868 году. Чернов впервые указал на существование в стали критических точек и на зависимость их положения от содержания углерода.
Диаграмма железо – углерод должна распространяться от железа до углерода. Железо образует с углеродом химическое соединение: цементит – . Каждое устойчивое химическое соединение можно рассматривать как компонент, а диаграмму – по частям. Так как на практике применяют металлические сплавы с содержанием углерода до , то рассматриваем часть диаграммы состояния от железа до химического соединения цементита, содержащего углерода.
Диаграмма состояния железо – цементит представлена на рис. 9.1.
Рис. 9.1. Диаграмма состояния железо - цементит
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит.
1. Железо – переходный металл серебристо-светлого цвета. Имеет высокую температуру плавления – 1539o С 5o С.
В твердом состоянии железо может находиться в двух модификациях. Полиморфные превращения происходят при температурах 911o С и 1392o С. При температуре ниже 911o С существует с объемно-центрированной кубической решеткой. В интервале температур 911…1392o С устойчивым является с гранецентрированной кубической решеткой. Выше 1392o С железо имеет объемно-центрированную кубическую решетку и называется или высокотемпературное . Высокотемпературная модификация не представляет собой новой аллотропической формы. Критическую температуру 911oС превращения обозначают точкой , а температуру 1392o С превращения - точкой А4.
При температуре ниже 768o С железо ферромагнитно, а выше – парамагнитно. Точка Кюри железа 768o С обозначается А2.
Железо технической чистоты обладает невысокой твердостью (80 НВ) и прочностью (предел прочности – , предел текучести – ) и высокими характеристиками пластичности (относительное удлинение – , а относительное сужение – ). Свойства могут изменяться в некоторых пределах в зависимости от величины зерна.
Железо характеризуется высоким модулем упругости, наличие которого проявляется и в сплавах на его основе, обеспечивая высокую жесткость деталей из этих сплавов.
Железо со многими элементами образует растворы: с металлами – растворы замещения, с углеродом, азотом и водородом – растворы внедрения.
2. Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500 0С, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000 0С).
В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах).
3. Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода.
Аллотропических превращений не испытывает. Кристаллическая решетка цементита состоит из ряда октаэдров, оси которых наклонены друг к другу.
Температура плавления цементита точно не установлена (1250, 1550o С). При низких температурах цементит слабо ферромагнитен, магнитные свойства теряет при температуре около 217o С.
Цементит имеет высокую твердость (более 800 НВ, легко царапает стекло), но чрезвычайно низкую, практически нулевую, пластичность. Такие свойства являются следствием сложного строения кристаллической решетки.
Цементит способен образовывать твердые растворы замещения. Атомы углерода могут замещаться атомами неметаллов: азотом, кислородом; атомы железа – металлами: марганцем, хромом, вольфрамом и др. Такой твердый раствор на базе решетки цементита называется легированным цементитом.
Цементит – соединение неустойчивое и при определенных условиях распадается с образованием свободного углерода в виде графита. Этот процесс имеет важное практическое значение при структурообразовании чугунов.
В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит.
1. Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
2. Феррит (Ф) (C) – твердый раствор внедрения углерода в -железо.
Феррит имеет переменную предельную растворимость углерода: минимальную – 0,006 % при комнатной температуре (точка Q), максимальную – 0,02 % при температуре 727o С ( точка P). Углерод располагается в дефектах решетки.
При температуре выше 1392o С существует высокотемпературный феррит ( ) ( (C), с предельной растворимостью углерода 0,1 % при температуре 1499o С (точка J)
Свойства феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел прочности – ) и пластичен (относительное удлинение – ), магнитен до 768o С.
3. Аустенит (А) (С) – твердый раствор внедрения углерода в -железо.
Углерод занимает место в центре гранецентрированной кубической ячейки.
Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8 % при температуре 727o С (точка S), максимальную – 2,14 % при температуре 1147o С (точка Е).
Аустенит имеет твердость 200…250 НВ, пластичен (относительное удлинение – ), парамагнитен.
При растворении в аустените других элементов могут изменяться свойства и температурные границы существования.
4. Цементит – характеристика дана выше.
В железоуглеродистых сплавах присутствуют фазы: цементит первичный (ЦI), цементит вторичный (ЦII), цементит третичный (ЦIII). Химические и физические свойства этих фаз одинаковы. Влияние на механические свойства сплавов оказывает различие в размерах, количестве и расположении этих выделений. Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита (при охлаждении – вокруг зерен перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зерен.
Процессы при структурообразовании железоуглеродистых сплавов
Линия АВСD – ликвидус системы. На участке АВ начинается кристаллизация феррита ( ), на участке ВС начинается кристаллизация аустенита, на участке СD – кристаллизация цементита первичного.
Линия AHJECF – линия солидус. На участке АН заканчивается кристаллизация феррита ( ). На линии HJB при постоянной температуре 14990С идет перетектическое превращение, заключающееся в том, что жидкая фаза реагирует с ранее образовавшимися кристаллами феррита ( ), в результате чего образуется аустенит:
На участке JЕ заканчивается кристаллизация аустенита. На участке ECF при постоянной температуре 1147o С идет эвтектическое превращение, заключающееся в том, что жидкость, содержащая 4,3 % углерода превращается в эвтектическую смесь аустенита и цементита первичного:
Эвтектика системы железо – цементит называется ледебуритом (Л), по имени немецкого ученого Ледебура, содержит 4,3 % углерода.
При температуре ниже 727o С в состав ледебурита входят цементит первичный и перлит, его называют ледебурит превращенный (ЛП).
По линии HN начинается превращение феррита ( ) в аустенит, обусловленное полиморфным превращением железа. По линии NJ превращение феррита ( ) в аустенит заканчивается.
По линии GS превращение аустенита в феррит, обусловленное полиморфным превращением железа. По линии PG превращение аустенита в феррит заканчивается.
По линии ES начинается выделение цементита вторичного из аустенита, обусловленное снижением растворимости углерода в аустените при понижении температуры.
По линии МО при постоянной температуре 768o С имеют место магнитные превращения.
По линии PSK при постоянной температуре 727o С идет эвтектоидное превращение, заключающееся в том, что аустенит, содержащий 0,8 % углерода, превращается в эвтектоидную смесь феррита и цементита вторичного:
По механизму данное превращение похоже на эвтектическое, но протекает в твердом состоянии.
Эвтектоид системы железо – цементит называется перлитом (П), содержит 0,8 % углерода.
Название получил за то, что на полированном и протравленном шлифе наблюдается перламутровый блеск.
Перлит может существовать в зернистой и пластинчатой форме, в зависимости от условий образования.
По линии PQ начинается выделение цементита третичного из феррита, обусловленное снижением растворимости углерода в феррите при понижении температуры.
Температуры, при которых происходят фазовые и структурные превращения в сплавах системы железо – цементит, т.е. критические точки, имеют условные обозначения.
Обозначаются буквой А (от французского arret – остановка):
А1 – линия PSK (7270С) – превращение П А;
A2 – линия MO (7680С, т. Кюри) – магнитные превращения;
A3 – линия GOS ( переменная температура, зависящая от содержания углерода в сплаве) – превращение Ф А;
A4 – линия NJ (переменная температура, зависящая от содержания углерода в сплаве) – превращение ;
Acm – линия SE (переменная температура, зависящая от содержания углерода в сплаве) – начало выделения цементита вторичного (иногда обозначается A3).
Так как при нагреве и охлаждении превращения совершаются при различных температурах, чтобы отличить эти процессы вводятся дополнительные обозначения. При нагреве добавляют букву с, т.е , при охлаждении – букву r, т.е. .
Структуры железоуглеродистых сплавов
Все сплавы системы железо – цементит по структурному признаку делят на две большие группы: стали и чугуны.
Особую группу составляют сплавы с содержанием углерода менее 0,02% (точка Р), их называют техническое железо. Микроструктуры сплавов представлены на рис.9.2. Структура таких сплавов после окончания кристаллизации состоит или из зерен феррита (рис.9.2 а), при содержании углерода менее 0,006 %, или из зерен феррита и кристаллов цементита третичного, расположенных по границам зерен феррита (рис.9.2.б), если содержание углерода от 0,006 до 0,02 %.
Рис.9.2. Микроструктуры технического железа: а – содержание углерода менее 0,006%; б – содержание углерода 0,006…0,02 %
Углеродистыми сталями называют сплавы железа с углеродом, содержащие 0,02…2,14 % углерода, заканчивающие кристаллизацию образованием аустенита.
Они обладают высокой пластичностью, особенно в аустенитном состоянии.
Структура сталей формируется в результате перекристаллизации аустенита. Микроструктуры сталей представлены на рис. 9.3.
Рис. 9.3. Микроструктуры сталей: а – доэвтектоидная сталь ; б – эвтектоидная сталь (пластинчатый перлит); в – эвтектоидная сталь (зернистый перлит); г – заэвтектоидная сталь .
По содержанию углерода и по структуре стали подразделяются на доэвтектоидные , структура феррит + перлит (рис.9.3 а); эвтектоидные , структура перлит (П), перлит может быть пластинчатый или зернистый (рис. 9.3 б и 9.3 в); заэвтектоидные , структура перлит + цементит вторичный (П + ЦII), цементитная сетка располагается вокруг зерен перлита.
По микроструктуре сплавов можно приблизительно определить количество углерода в составе сплава, учитывая следующее: количество углерода в перлите составляет 0,8 %, в цементите – 6,67 %. Ввиду малой ратворимости углерода в феррите, принимается, что в нем углерода нет.
Сплавы железа с углеродом, содержащие углерода более 2,14 % (до 6,67 %), заканчивающие кристаллизацию образованием эвтектики (ледебурита), называют чугунами.
Наличие легкоплавкого ледебурита в структуре чугунов повышает их литейные свойства.
Чугуны, кристаллизующиеся в соответствии с диаграммой состояния железо – цементит, отличаются высокой хрупкостью. Цвет их излома – серебристо-белый. Такие чугуны называются белыми чугунами.
Микроструктуры белых чугунов представлены на рис. 9.4.
Рис. 9.4. Микроструктуры белых чугунов: а – доэвтектический белый чугун ; б – эвтектический белый чугун (Л); в – заэвтектический белый чугун .
По количеству углерода и по структуре белые чугуны подразделяются на: доэвтектические , структура перлит + ледебурит + цементит вторичный ; эвтектические , структура ледебурит (Л) (рис. 9.4 б); заэвтектические , структура ледебурит + цементит первичный (рис. 9.4 в).
В структуре доэвтектических белых чугунов присутствует цементит вторичный, который образуется в результате изменения состава аустенита при охлаждении (по линии ES). В структуре цементит вторичный сливается с цементитом, входящим в состав ледебурита.
Фазовый состав сталей и чугунов при нормальных температурах один и тот же, они состоят из феррита и цементита. Однако свойства сталей и белых чугунов значительно различаются. Таким образом, основным фактором, определяющим свойства сплавов системы железо – цементит является их структура.
Классификация чугунов
Чугун отличается от стали: по составу – более высокое содержание углерода и примесей; по технологическим свойствам – более высокие литейные свойства, малая способность к пластической деформации, почти не используется в сварных конструкциях.
В зависимости от состояния углерода в чугуне различают:
белый чугун – углерод в связанном состоянии в виде цементита, в изломе имеет белый цвет и металлический блеск;
серый чугун – весь углерод или большая часть находится в свободном состоянии в виде графита, а в связанном состоянии находится не более 0,8 % углерода. Из-за большого количества графита его излом имеет серый цвет;
половинчатый – часть углерода находится в свободном состоянии в форме графита, но не менее 2 % углерода находится в форме цементита. Мало используется в технике.
Строение, свойства, классификация и маркировка серых чугунов
Из рассмотрения структур чугунов можно заключить, что их металлическая основа похожа на структуру эвтектоидной или доэвтектоидной стали или технического железа. Отличаются от стали только наличием графитовых включений, определяющих специальные свойства чугунов.
В зависимости от формы графита и условий его образования различают следующие группы чугунов: серый – с пластинчатым графитом; высокопрочный – с шаровидным графитом; ковкий – с хлопьевидным графитом.
Схемы микроструктур чугуна в зависимости от металлической основы и формы графитовых включений представлены на рис. 11.3
Рис. 11.3. Схемы микроструктур чугуна в зависимости от металлической основы и формы графитовых включений
Наиболее широкое распространение получили чугуны с содержанием углерода 2,4…3,8%. Чем выше содержание углерода, тем больше образуется графита и тем ниже его механические свойства, следовательно, количество углерода не должно превышать 3,8 %. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) углерода должно быть не менее 2,4 %.
Серый чугун.
Структура не оказывает влияние на пластичность, она остается чрезвычайно низкой. Но оказывает влияние на твердость. Механическая прочность в основном определяется количеством, формой и размерами включений графита. Мелкие, завихренной формы чешуйки графита меньше снижают прочность. Такая форма достигается путем модифицирования. В качестве модификаторов применяют алюминий, силикокальций, ферросилиций.
Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами.
В зависимости от прочности серый чугун подразделяют на 10 марок (ГОСТ 1412).
Серые чугуны при малом сопротивлении растяжению имеют достаточно высокое сопротивление сжатию.
Серые чугуны содержат углерода – 3,2…3,5 %; кремния – 1,9…2,5 %; марганца –0,5…0,8 %; фосфора – 0,1…0,3 %; серы – < 0,12 %.
Структура металлической основы зависит от количества углерода и кремния. С увеличением содержания углерода и кремния увеличивается степень графитизации и склонность к образованию ферритвой структуры металлической основы. Это ведет к разупрочнению чугуна без повышения пластичности. Лучшими прочностными свойствами и износостойкостью обладают перлитные серые чугуны.
Учитывая малое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать этот материал для деталей, которые подвергаются сжимающим или изгибающим нагрузкам. В станкостроении это – базовые, корпусные детали, кронштейны, зубчатые колеса, направляющие; в автостроении - блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления. Отливки из серого чугуна также используются в электромашиностроении, для изготовления товаров народного потребления.
Обозначаются индексом СЧ (серый чугун) и числом, которое показывает значение предела прочности, умноженное на СЧ 15.
Высокопрочный чугун с шаровидным графитом.
Высокопрочные чугуны (ГОСТ 7293) могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу. Получают эти чугуны из серых, в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). По сравнению с серыми чугунами, механические свойства повышаются, это вызвано отсутствием неравномерности в распределении напряжений из-за шаровидной формы графита.
Чугуны с перлитной металлической основой имеют высокие показатели прочности при меньшем значении пластичности. Соотношение пластичности и прочности ферритных чугунов - обратное.
Высокопрочные чугуны обладают высоким пределом текучести,
,
что выше предела текучести стальных отливок. Также характерна достаточно высокая ударная вязкость и усталостная прочность,
,
при перлитной основе.
Высокопрочные чугуны содержат: углерода – 3,2…3,8 %, кремния – 1,9…2,6 %, марганца – 0,6…0,8 %, фосфора – до 0,12 %, серы – до 0,3 %.
Эти чугуны обладают высокой жидкотекучестью, линейная усадка – около 1%. Литейные напряжения в отливках несколько выше, чем для серого чугуна. Из-за высокого модуля упругости достаточно высокая обрабатываемость резанием. Обладают удовлетворительной свариваемостью.
Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы.
Отливки коленчатых валов массой до 2..3 т, взамен кованых валов из стали, обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжения, обладают лучшими антифрикционными свойствами и значительно дешевле.
Обозначаются индексом ВЧ (высокопрочный чугун) и числом, которое показывает значение предела прочности, умноженное на ВЧ 100.
Ковкий чугун
Получают отжигом белого доэвтектического чугуна.
Хорошие свойства у отливок обеспечиваются, если в процессе кристаллизации и охлаждения отливок в форме не происходит процесс графитизации. Чтобы предотвратить графитизацию, чугуны должны иметь пониженное содержание углерода и кремния.
Ковкие чугуны содержат: углерода – 2,4…3,0 %, кремния – 0,8…1,4 %, марганца – 0,3…1,0 %, фосфора – до 0,2 %, серы – до 0,1 %.
Формирование окончательной структуры и свойств отливок происходит в процессе отжига, схема которого представлена на рис. 11.4.
Рис. 11.4. Отжиг ковкого чугуна.
Отливки выдерживаются в печи при температуре 950…1000 С в течении 15…20 часов. Происходит разложение цементита: .
Структура после выдержки состоит из аустенита и графита (углерод отжига).При медленном охлаждении в интервале 760…720oС, происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун).
При относительно быстром охлаждении (режим б, рис. 11.3) вторая стадия полностью устраняется, и получается перлитный ковкий чугун.
Структура чугуна, отожженного по режиму в, состоит из перлита, феррита и графита отжига (получается феррито-перлитный ковкий чугун)
Отжиг является длительной 70…80 часов и дорогостоящей операцией. В последнее время, в результате усовершенствований, длительность сократилась до 40 часов.
Различают 7 марок ковкого чугуна: три с ферритной (КЧ 30 – 6) и четыре с перлитной (КЧ 65 – 3) основой (ГОСТ 1215).
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Недостатком ковкого чугуна по сравнению с высокопрочным является ограничение толщины стенок для отливки и необходимость отжига.
Отливки из ковкого чугуна применяют для деталей, работающих при ударных и вибрационных нагрузках.
Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.
Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Обозначаются индексом КЧ (высокопрочный чугун) и двумя числми, первое из которых показывает значение предела прочности, умноженное на , а второе – относительное удлинение - КЧ 30 - 6.
Диаграмма состояния железо – графит.
В результате превращения углерод может не только химически взаимодействовать с железом, но и выделяться в элементарном состоянии в форме графита. Жидкая фаза, аустенит и феррит могут находиться в равновесии и с графитом.
Диаграмма состояния железо – графит показана штриховыми линиями на рис. 11.1. Линии диаграммы находятся выше линий диаграммы железо – цементит. Температуры эвтектического и эвтектоидного преврашений,соответственно, 1153oС и 738oС. Точки C, E, S – сдвинуты влево, и находятся при концентрации углерода 4,24, 2,11 и 0,7 %, соответственно.
Рис.11.1. Диаграмма состояния железо – углерод: сплошные линии – цементитная система; пунктирные – графитная
При высоких температурах цементит разлагается с выделением графита, поэтому диаграмма состояния железо – цементит является метастабильной, а диаграмма железо – графит – стабильной. Процесс образования графита в сплавах железа с углеродом называется графитизацией.
№2. Превращение аустенита в мартенсит. Особенности мартенситового превращения. Критическая скорость закалки.
. Основные превращения в сталях. Условия, при которых они протекают. Особенности превращения аустенита в мартенсит.
Любая разновидность термической обработки состоит из комбинации четырех основных превращений, в основе которых лежат стремления системы к минимуму свободной энергии (рис 12.2).
Рис. 12.2. Зависимость свободной энергии структурных составляющих сталей от температуры: аустенита (FA), мартенсита (FM), перлита (FП)
1. Превращение перлита в аустенит , происходит при нагреве выше критической температуры А1, минимальной свободной энергией обладает аустенит.
2. Превращение аустенита в перлит , происходит при охлаждении ниже А1, минимальной свободной энергией обладает перлит:
3. Превращение аустенита в мартенсит , происходит при быстром охлаждении ниже температуры нестабильного равновесия
4. Превращение мартенсита в перлит ; – происходит при любых температурах, т.к. свободная энергия мартенсита больше, чем свободная энергия перлита.
Превращение аустенита в мартенсит при высоких скоростях охлаждения
Данное превращение имеет место при высоких скоростях охлаждения, когда диффузионные процессы подавляются. Солровождается полиморфным превращением в
При охлаждении стали со скоростью, большей критической (V > Vк), превращение начинается при температуре начала мартенситного превращения (Мн) и заканчивается при температуре окончания мартенситного превращения (Мк). В результате такого превращения аустенита образуется продукт закалки – мартенсит.
Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры т.Мн и превращается, называется критической скоростью закалки.
Так как процесс диффузии не происходит, то весь углерод аустенита остается в решетке и располагается либо в ценрах тетраэдров, либо в середине длинных ребер (рис. 13.1).
Мартенсит – пересыщенный твердый раствор внедрения углерода в .
При образовании мартенсита кубическая решетка сильно искажается, превращаясь в тетрагональную (рис. 13.1 а). Искажение решетки характеризуется степенью тетрагональности: с/а > 1. Степень тетрагональности прямопролорциональна содержанию углерода в стали (рис. 13.1 б).
Рис. 13 1. Кристаллическая решетка мартенсита (а); влияние содержания углерода на параметры а и с решетки мартенсита (б)
Механизм мартенситного превращения имеет ряд особенностей.
1. Бездиффузионный характер.
Превращение осуществляется по сдвиговому механизму. В начале превращения имеется непрерывный переход от решетки аустенита к решетке мартенсита (когерентная связь). При превращении гранецентрированной кубической решетки в объемно-центрированную кубическую атомы смещаются на расстояния меньше межатомных, т.е. нет необходимости в самодиффузии атомов железа.
2. Ориентированность кристаллов мартенсита.
Кристаллы имеют форму пластин, сужающихся к концу, под микроскопом такая структура выглядит как игольчатая. Образуясь мгновенно пластины растут либо до границы зерна аустенита, либо до дефекта. Следующие пластины расположены к первым под углами 60 o или 120 o, их размеры ограничены участками между первыми пластинами (рис. 13.2).
Рис. 13.2. Ориентированность кристаллов мартенсита
Ориентированный (когерентный) рост кристаллов мартенсита обеспечивает минимальную поверхностную энергию. При когерентном росте, из-за различия объемов аустенита и мартенсита, возникают большие напряжения. При достижении определенной величины кристаллов мартенсита, эти напряжения становятся равными пределу текучести аустенита. В результате этого нарушается когерентность и происходит отрыв решетки мартенсита от решетки аустенита. Рост кристаллов прекращается.
3. Очень высокая скорость роста кристалла, до 1000 м/с.
4. Мартенситное превращение происходит только при непрерывном охлаждении. Для каждой стали начинается и заканчивается при определенной температуре, независимо от скорости охлаждения. Температуру начала мартенситного превращения называют мартенситной точкой МН, а температуру окончания превращения – МК. Температуры МН и МК зависят от содержания углерода и не зависят от скорости охлаждения Для сталей с содержанием углерода выше 0,6 % МК уходит в область отрицательных температур (рис.13.3)
Рис. 13.3. Зависимость температур начала (МН) и конца (МК)мартенситного превращения от содержания углерода в стали
Мартенситное превращение чувствительно к напряжениям, и деформация аустенита может вызвать превращение даже при температурах выше МН.
В сталях с МК ниже 20oС присутствует аустенит остаточный, его количество тем больше, чем ниже МН и МК.(при содержании углерода 0,6…1,0 % количество аустенита остаточного – 10 %, при содержании углерода 1,5 % - до 50 %). В микроструктуре наблюдается в виде светлых полей между иглами мартенсита.
5. Превращение необратимое. Получить аустенит из мартенсита невозможно.
Свойства мартенсита обусловлены особенностями его образования. Он характеризуется высокой твердостью и низкой пластичностью, что обуславливает хрупкость.
Твердость составляет до 65 HRC. Высокая твердость вызвана влиянием внедренных атомов углерода в решетку -фазы, что вызывает ее искажение и возникновение напряжений. С повышением содержания углерода в стали возрастает склонность к хрупкому разрушению.
Билет№27.
№1. Диаграмма состояния железо-цементит, свойства компонентов, фаз, структурных составляющих. Стали. Классификации сталей по качеству, маркировка.
Структурные составляющие железоуглеродистых сплавов. Начало изучению железоуглеродистых сплавов и процессов термической обработки было положено опубликованной в 1868 г. Работой Д.К. Чернова «Критический обзор статей Лаврова и Калакуцкого о стали и стальных орудиях и собственные исследования Д.К. Чернова по этому же предмету». Д.К. Чернов впервые указал на существование в стали критических точек и дал первое представление о диаграмме железо-цементит. В дальнейшем изучению железоуглеродистых сплавов и построению диаграмм железо-углерод были посвящены работы Ф. Осмонда, Ле-Шателье (Франция), Р. Аустена (Англия), А.А. Байкова и Н.Т. Гудцова (Россия), Розенбаума (Голландия), П. Геренса (Германия) и др. Основными компонентами, от которых зависит структура и свойства железоуглеродистых сплавов, являются железо и углерод. Чистое железо - металл серебристо-белого цвета; температура плавления 1539°С. Железо имеет две полиморфные модификации: α и γ. Модификация α существует при температурах ниже 911°С и выше 1392°С; γ-железо - при 911-1392°С. В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие структурные составляющие. 1. Феррит (Ф) - твердый раствор внедрения углерода в α-железе. Растворимость углерода в α-железе при комнатной температуре до 0,005%; наибольшая растворимость - 0,02% при 727°С. Феррит имеет незначительную твердость (НВ 80-100) и прочность (σв=250 МПа), но высокую пластичность (δ=50%; φ=80%). 2. Аустенит (А) - твердый раствор внедрения углерода в γ-железе. В железоуглеродистых сплавах он может существовать только при высоких температурах. Предельная растворимость углерода в γ-железе 2,14% при температуре 1147°С и 0,8% - при 727°С. Эта температура является нижней границей устойчивого существования аустенита в железоуглеродистых сплавах. Аустенит имеет твердость НВ 160-200 и весьма пластичен (δ=40-50%). 3. Цементит (Ц) - химическое соединение железа с углеродом (карбид железа Fe3C). В цементите содержится 6,67% углерода. Температура плавления цементита около 1600°С. Он очень тверд (НВ~800), хрупок и практически не обладает пластичностью. Цементит неустойчив и в определенных условиях распадается, выделяя свободный углерод в виде графита по реакции Fe3C→3Fe+C. 4. Графит - это свободный углерод, мягок (НВ 3) и обладает низкой прочностью. В чугунах и графитизированной стали содержится в виде включений различных форм (пластинчатой, шаровидной и др.). С изменением формы графитовых включений меняются механические и технологические свойства сплава. 5. Перлит (П) - механическая смесь (эвтектоид, т. е. подобный эвтектике, но образующийся из твердой фазы) феррита и цементита, содержащая 0,8% углерода. Перлит может быть пластинчатым и зернистым (глобулярным), что зависит от формы цементита (пластинки или зерна) и определяет механические свойства перлита. При комнатной температуре зернистый перлит имеет предел прочности σв=800 МПа; относительное удлинение δ=15%; твердость НВ 160. Перлит образуется следующим образом. Пластинка (глобуль) цементита начинает расти или от границы зерна аустенита, или центром кристаллизации является неметаллическое включение. При этом соседние области обедняются углеродом и в них образуется феррит. Этот процесс приводит к образованию зерна перлита, состоящего из параллельных пластинок или глобулей цементита и феррита. Чем грубее и крупнее выделения цементита, тем хуже механические свойства перлита. 6. Ледебурит (Л) - механическая смесь (эвтектика) аустенита и цементита, содержащая 4,3% углерода. Ледебурит образуется при затвердевании жидкого расплава при 1147°С. Ледебурит имеет твердость НВ 600-700 и большую хрупкость. Поскольку при температуре 727°С аустенит превращается в перлит, то это превращение охватывает и аустенит, входящий в состав ледебурита. Вследствие этого при температуре ниже 727°С ледебурит представляет собой уже не смесь аустенита с цементом, а смесь перлита с цементитом. Помимо перечисленных структурных составляющих в железоуглеродистых сплавах могут быть нежелательные неметаллические включения: окислы, нитриды, сульфиды, фосфиды – соединения с кислородом, азотом, серой и фосфором. На их основе могут образовываться новые структурные составляющие, например фосфидная эвтектика (Fe+Fe3P+Fe3C) с температурой плавления 950°С. Она образуется при больших содержаниях фосфора в чугуне. При содержании фосфора около 0,5-0,7% фосфидная эвтектика в виде сплошной сетки выделяется по границам зерен и повышает хрупкость чугуна. Диаграмма состояния железо - цементит. В диаграмме состояния железо – цементит (Fe-Fe3C) рассматриваются процессы кристаллизации железоуглеродистых сплавов (стали и чугуна) и превращения в их структурах при медленном охлаждении от жидкого расплава до комнатной температуры. Диаграмма (рис.18) показывает фазовый состав и структуру сплавов с концентрацией от чистого железа до цементита (6,67% С). Сплавы с содержанием углерода до 2,14% называют сталью, а от 2,14 до 6,67% - чугуном. Диаграмма состояния Fe-Fe3C представлена в упрощенном виде. Первичная кристаллизация, т. е. затвердевание жидкого сплава начинается при температурах, соответствующих линии ликвидуса ACD. Точка А на этой диаграмме соответствует температуре 1539° плавления (затвердевания) железа, точка D – температуре ~1600°С плавления (затвердевания) цементита. Линия солидуса AECF соответствует температурам конца затвердевания. При температурах, соответствующих линии АС, из жидкого сплава кристаллизуется аустенит, а линии CD - цементит, называемый первичным цементитом. В точке С при 1147°С и содержании углерода 4,3% из жидкого сплава одновременно кристаллизуется аустенит и цементит (первичный), образуя эвтектику - ледебурит. При температурах, соответствующих линии солидуса АЕ, сплавы с содержанием углерода до 2,14% окончательно затвердевают с образованием аустенита. На линии солидуса ECF сплавы с содержанием углерода от 2,14 до 6,67% окончательно затвердевают с образованием эвтектики (ледебурита) и структур, образовавшихся ранее из жидкого сплава, а именно: в интервале 2,14-4,3% С - аустенита, а в интервале 4,3-6,67% С - цементита первичного (см. рис. 18). В результате первичной кристаллизации во всех сплавах с содержанием углерода до 2,14%, т. е. в сталях, образуется однофазная структура - аустенит. В сплавах с содержанием углерода более 2,14%, т. е. в чугунах, при первич ной кристаллизации образуется эвтектика ледебурита.
Рис. 18. Диаграмма состояния железо-цементит (в упрощенном виде): А – аустенит, П – перлит, Л – ледебурит, Ф – феррит, Ц - цементит
Вторичная кристаллизация (превращение в твердом состоянии) происходит при температурах, соответствующих линиям GSE, PSK и GPQ. Превращения в твердом состоянии происходят вследствие перехода железа из одной аллотропической модификации в другую (γ в α) и в связи с изменением растворимости углерода в аустените и феррите. С понижением температуры растворимость уменьшается. Избыток углерода выделяется из твердых растворов в виде цементита. В области диаграммы AGSE находится аустенит. При охлаждении сплавов аустенит распадается с выделением феррита при температурах, соответствующих линий GS, и цементита, называемого вторичным, при температурах, соответствующих линии SE. Вторичным называют цементит, выделяющийся из твердого раствора аустенита, в отличие от первичного цементита, выделяющегося из жидкого расплава. В области диаграммы GSP находится смесь феррита и распадающегося аустенита. Ниже линии GP существует только феррит. При дальнейшем охлаждении до температур, соответствующих линии PQ, из феррита выделяется цементит (третичный). Линия PQ показывает, что с понижением температуры растворимость углерода в феррите уменьшается от 0,02% при 727°С до 0,005% при комнатной температуре. В точке S при содержании 0,8% углерода и температуре 727°С весь аустенит распадается и превращается в механическую смесь феррита и цементита - перлит. Сталь, содержащую 0,8% углерода, называют эвтектоидной (рис. 19,6). Стали, содержащие от 0,02 до 0,8% углерода, называют доэвтектоидными (рис. 19, а ) , а от 0,8 до 2,14% углерода - заэвтектоидными (рис. 19, в). При температурах, соответствующих линии PSK, происходит распад аустенита, оставшегося в любом сплаве системы, с образованием перлита, представляющего собой механическую смесь феррита и цементита. Линию PSK называют линией перлитного превращения. При температурах, соответствующих линии SE, аустенит насыщен углеродом, и при понижении температуры из него выделяется избыточный углерод в виде цементита (вторичного). Вертикаль DFKL означает, что цементит имеет неизменный химический состав. Меняется лишь форма и размер его кристаллов, что существенно отражается на свойствах сплавов. Самые крупные кристаллы цементита образуются, когда он выделяется при первичной кристаллизации из жидкости. Белый чугун, содержащий 4,3% углерода, называют эвтектическим (рис. 20). Белые чугуны, содержащие от 2,14 до 4,3% углерода, называют доэвтектическими, а от 4,3 до 6,67% углерода - заэвтектическими. По достижении температуры 727°С (линия PSK) аустенит, обедненный углеродом до эвтектоидного состава (0,8% углерода), превращается в перлит. После окончательного охлаждения доэвтектические белые чугуны состоят из перлита, ледебурита (перлит+цементит) и цементита (вторичного). Чем больше в структуре такого чугуна углерода, тем меньше в нем перлита и больше ледебурита. Белый эвтектический чугун (4,3% углерода) при температурах ниже 727°С состоит только из ледебурита. Белый заэвтектический чугун, содержащий более 4,3% углерода, после окончательного охлаждения состоит из цементита (первичного) и ледебурита. Следует отметить, что при охлаждении ледебурита ниже линии PSK входящий в него аустенит превращается в перлит, т. е. ледебурит при комнатной температуре представляет собой уже смесь цементита и перлита. При этом цементит образует сплошную матрицу, в которой размещены колонии перлита. Такое строение ледебурита является причиной его большой твердости (НВ>600) и хрупкости. Диаграмма состояния железо-цементит имеет большое практическое значение. Ее применяют для определения тепловых режимов термической обработки и горячей обработки давлением (ковка, горячая штамповка, прокатка) железоуглеродистых сплавов. Ее используют также в литейном производстве для определения температуры плавления, чтo необходимо для назначения режима заливки жидкого железоуглеродистого сплава в литейные формы.
Рис. 19. Микроструктура: а – доэвтектоидная сталь – феррит (светлые участки) и перлит (темные участки) при 500х увеличении, б – эвтектоидная сталь – перлит (1000х), в – заэвтектоидная сталь – перлит и цементит в виде сетки (200х)
Рис. 20. Микроструктура белого чугуна при 500х увеличении: а- доэвтектический чугун – перлит (темные участки) и ледебурит (цементит вторичный в структуре не виден), б – эвтектический чугун – ледебурит (смесь перлита и цементита), в – заэвтектический чугун – цементит (светлые пластины) и ледебурит.
Классификация и маркировка сталей.
Сталями принято называть сплавы железа с углеродом, содержание до 2,14% углерода. Кроме того, в состав сплава обычно входят марганец, кремний, сера и фосфор; некоторые элементы могут быть введены для улучшения физико-химических свойств специально (легирующие элементы).
Стали, классифицируют по самым различным признакам. Мы рассмотрим следующие:
Химический состав.
В зависимости от химического состава различают стали углеродистые (ГОСТ 380-71, ГОСТ 1050-75) и легированные (ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79). В свою очередь углеродистые стали могут быть:
малоуглеродистыми, т. е. содержащими углерода менее 0,25%;
среднеуглеродистыми, содержание углерода составляет 0,25-0,60%
высокоуглеродистыми, в которых концентрация углерода превышает 0,60% Легированные стали подразделяют на:
низколегированные содержание легирующих элементов до 2,5%
среднелегированные, в их состав входят от 2,5 до 10% легирующих элементов;
высоколегированные, которые содержат свыше 10% легирующих элементов.
Назначение.
По назначению стали бывают:
Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
Качество.
В зависимости от содержания вредных примесей: серы и фосфора-стали подразделяют на:
Стали обыкновенного качества, содержание до 0.06% серы и до 0,07% фосфора.
Качественные - до 0,035% серы и фосфора каждого отдельно.
Высококачественные - до 0.025% серы и фосфора.
Особовысококачественные, до 0,025% фосфора и до 0,015% серы.
Степень раскисления.
По степени удаления кислорода из стали, т. е. По степени её раскисления, существуют:
спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами “сп” в конце марки (иногда буквы опускаются);
кипящие стали - слабо раскисленные; маркируются буквами "кп";
полу спокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс".
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
сталь группы Б - по химическому составу;
сталь группы В - с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности σ, относительное удлинение δ%, предел текучести δт, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.
Стали обыкновенного качества обозначают буквами "Ст" и условным номером марки (от 0 до 6) в зависимости от химического состава и механических свойств. Чем выше содержание углерода и прочностные свойства стали, тем больше её номер. Буква "Г" после номера марки указывает на повышенное содержание марганца в стали. Перед маркой указывают группу стали, причем группа "А" в обозначении марки стали не ставится. Для указания категории стали к обозначению марки добавляют номер в конце соответствующий категории, первую категорию обычно не указывают.
Например:
Ст1кп2 - углеродистая сталь обыкновенного качества, кипящая, № марки 1, второй категории, поставляется потребителям по механическим свойствам (группа А);
ВСт5Г - углеродистая сталь обыкновенного качества с повышенным содержанием марганца, спокойная, № марки 5, первой категории с гарантированными механическими свойствами и химическим составом (группа В);
Вст0 - углеродистая сталь обыкновенного качества, номер марки 0, группы Б, первой категории (стали марок Ст0 и Бст0 по степени раскисления не разделяют).
Качественные стали маркируют следующим образом:
1 в начале марки указывают содержание углерода цифрой, соответствующей его средней концентрации;
а) в сотых долях процента для сталей, содержащих до 0,65% углерода;
05кп – сталь углеродистая качественная, кипящая, содержит 0,05% С;
60 – сталь углеродистая качественная, спокойная, содержит 0,60% С;
б) в десятых долях процента для индустриальных сталей, которые дополнительно снабжаются буквой "У":
У7 – углеродистая инструментальная, качественная сталь, содержащая 0,7% С, спокойная (все инструментальные стали хорошо раскислены);
У12 - углеродистая инструментальная, качественная сталь, спокойная содержит 1,2% С;
2 легирующие элементы, входящие в состав стали, обозначают русскими буквами:
А – азот К – кобальт Т – титан Б – ниобий М – молибден Ф- ванадий
В – вольфрам Н – никель Х – хром Г – марганец
П – фосфор Ц – цирконий Д – медь Р – бор Ю – алюминий
Е – селен С – кремний Ч – редкоземельные металлы
Если после буквы, обозначающей легирующий элемент, стоит цифра, то она указывает содержание этого элемента в процентах. Если цифры нет, то сталь содержит 0,8-1,5% легирующего элемента, за исключением молибдена и ванадия (содержание которых в солях обычно до 0,2-0,3%), а также бора (в стали с буквой Р его должно быть не менее 0,0010%).
Примеры:
14Г2 – низко легированная качественная сталь, спокойная, содержит приблизительно 14% углерода и до 2,0% марганца.
03Х16Н15М3Б - высоко легированная качественная сталь, спокойная содержит 0,03% C, 16,0% Cr, 15,0% Ni, до З,0% Мо, до 1,0% Nb.
Высококачественные и особовысококачественные стали.
Маркируют, так же как и качественные, но в конце марки высококачественной стали ставят букву А, (эта буква в середине марочного обозначения указывает на наличие азота, специально введённого в сталь), а после марки особовысококачественной - через тире букву "Ш".
Например:
У8А - углеродистая инструментальная высоко качественная сталь, содержащая 0,8% углерода;
30ХГС-III – особовысококачественная среднелегированная сталь, содержащая 0,30% углерода и от 0,8 до 1,5% хрома, марганца и кремния каждого.
Отдельные группы сталей обозначают несколько иначе.
Шарикоподшипниковые стали маркируют буквами "ШХ", после которых указывают содержание хрома в десятых долях процента:
ШХ6 - шарикоподшипниковая сталь, содержащая 0,6% хрома;
ШХ15ГС - шарикоподшипниковая сталь, содержащая 1,5% хрома и от 0,8 до 1,5% марганца и кремния.
Быстрорежущие стали (сложнолегированные) обозначают буквой "Р", следующая за ней цифра указывает на процентное содержание в ней вольфрама:
Р18-быстрорежущая сталь, содержащая 18,0% вольфрама;
Р6М5К5-быстрорежущая сталь, содержащая 6,0% вольфрама 5,0% молибдена 5,0% кобальта.
Автоматные стали обозначают буквой "А" и цифрой, указывающей среднее содержание углерода в сотых долях процента:
А12 - автоматная сталь, содержащая 0,12% углерода (все автоматные стали имеют повышенное содержание серы и фосфора);
А40Г - автоматная сталь с 0,40% углерода и повышенным до 1,5% содержанием марганца.