

9 Разновидности потоков. Виды сочетания операции при поточной организации производства.
Различают две разновидности потока:
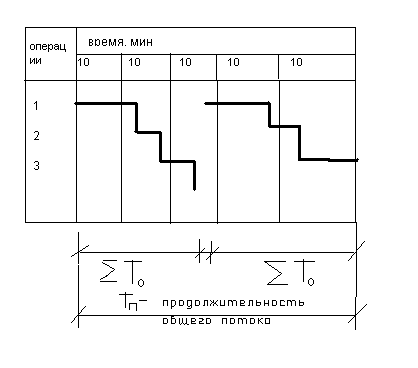
1) Частный поток – это производственный поток продукции, которого является одно готовое изделие. Продолжительность частного потока (То) равняется суммарной продолжительности всех оперций выполняемых производственной бригадой рабочих при изготовлении одного изделия.
2) Общий поток ( Тп) – это совокупность частных потоков совместной продукции которой является не одно, а группа изделий. В отличие от продолжительности частного потока, продолжительность общего потока зависит от количества элементных циклов на которые расчленен частный поток и степени одновременности выполнения их которые определяются видом сочетания операции и порядком передачи изделий из одной операции на другую.
Вид сочетаний операций является одним из способов дальнейшей организации производства.
Виды сочетаний операций при поточной организации производства.
При производстве строительных изделий и материалов применяется 3 основных вида сочетания операций:
1) последовательный;
2) параллельно- последовательный;
3) параллельный.
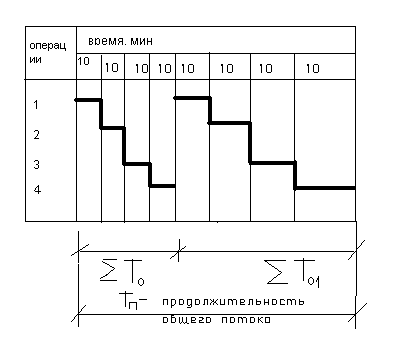
1) Последовательный вид сочетания операций применяется в тех случаях, когда длительность операций неодинакова и отличаются более, чем на 10%.
Также последовательный вид сочетания операций может применяться при изготовлении небольшой партии изделий при одинаковой продолжительности операций.
2) Параллельный вид сочетания операций применяется при расчленении производственного процесса на равные по продолжительности операции и при неограниченной потребности в изделиях. В данном случае изделия изготавливаются поточным или конвейерным способами. В процессе производства изделия перемещают с одной операции на другую. Все операции выполняются одновременно на определенных рабочих местах закрепленными за ними рабочими. В определенных условиях, если производственный процесс можно разделить на равные продолжительности (напр., изготовление изделий в кассетах), то данный вид операции может быть применен при кассетных и стендовых видах производства. Вданном случае изделия не перемещаются, а рабочие перемещаются от одного изделия к другому и выполняет одни и те же операции. Ритм потока при этом равняется продолжительности одной операции. При параллельном выполнении операции наиболее полно используется оборудование и обеспечивается равномерная загрузка.
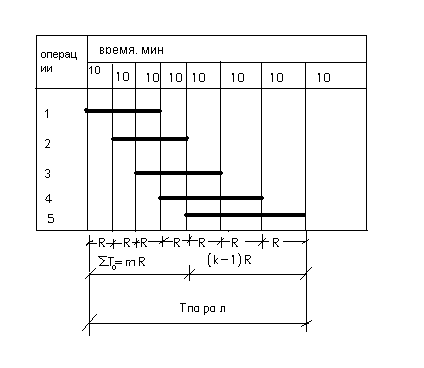
Тпаралл. = m·R + (k – 1)·R= ( m+k – 1)·R , где
m – число элементных циклов или операций, или рабочих мест;
R – ритм потока;
k – количество изделий, изготовленных за заданный промежуток времени.
3) Параллельно-последовательный вид операций применяется при изготовлении изделий на стендах и кассетах. Также возможен при параллельном выполнении разных элементных операций на 2-х или более формах. Продолжительность операций неодинакова. Если все операции выполнять одновременно, то на коротких операциях рабочие будут простаивать. Применяя параллельные сочетания для одних и последовательно для других операций можно устранить эти простои. Здесь работа выполняется двумя или большим количеством звеньев. Здесь каждое звено будет выполнять на каждом изделии одну длительную или последовательно несколько коротких операций. При этом другие звенья рабочих на других изделиях параллельно с эти звеном будут выполнять другие операции. За счет параллельного выполнения операций на нескольких изделиях производственный процесс ускоряется, что позволяет повысить производительность технологической линии.
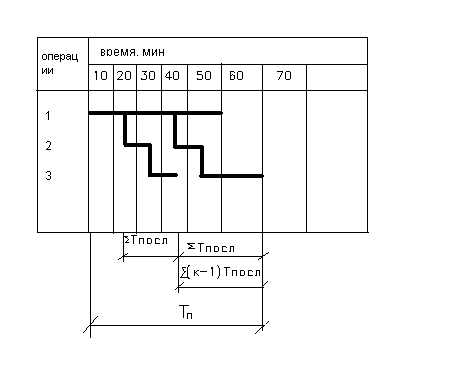
Тп
= То
+ (k
– 1)![]() , где
, где
k – количество изделий, изготовленных за определенный период времени;
- суммарный период времени последовательно выполняемых операций.
Тп – общий поток;
То – частный поток.
Лекция 5. Оперативно- производственное планирование.