

Характеристика соединительных швов?
Соединительные машинные швы
Технические условия и основные правила выполнения машинных работ по изготовлению одежды. Стачивание как соединение двух и более деталей на стачивающей машине. Область применения накладного шва с открытыми срезами. Подбор ниток для обмётывания срезов швов.
Соединительные швы служат для соединения отдельных деталей изделия, а краевые - для обработки краев и срезов и предохраняя их от осыпания. Соединительные швы. Стачной шов - наиболее распространенный. Стачной шов враз утюжку применяют для скрепления деталей верха. В зависимости от модели применяют шов в за утюжку Им пользуются также в тонких тканях и при обработке подкладка.
Характеристика краевых швов?
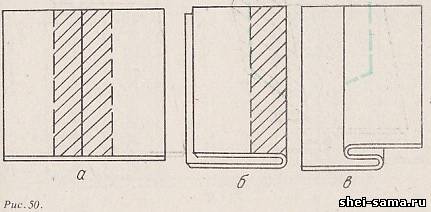
Краевые швы. Краевые швы делятся на окантовочные, в подгибку и обтачные. Окантовочные швы выполняют с помощью тесьмы или полоски ткани, выкроенной по косой. Шов с открытым срезом обрабатывают полоской ткани, сначала швом шириной 0,5 см, затем отгибают полоску и рядом с первым швом прокладывают вторую строчку. Ширина полоски 2 - 2,5 см. В шве с закрытыми срезами ширина полоски 3 - 3,5 см. Полоску предварительно заутюживают посередине и открытыми срезами соединяют первой строчкой с изделием Затем второй строчкой закрепляют полоску. Если полоска одинарная, то одной стороной полоску притачивают к изделию, полоску подгибают и второй строчкой настрачивают.
Характеристика отделочных швов?
Отделочные
швы. К отделочным швам относятся
различные складки, рельефные швы и швы
с кантом.
Складки бывают
односторонние и двусторонние, отделочные
и соединительные. При большом количестве
складок в изделии они могут быть
отделочными и небольшая часть
соединительными, так как шов стачивания
полотнищ желательно всегда располагать
в складке.
 Отделочные складки располагаются
на одной детали. Рассчитывают необходимое
количество односторонних складок,
отмечают середину и боковые стороны
перегибают посередине, наметывают по
намеченным линиям, стачивают на
определенную длину при утюживают
и, если нужно по модели, выполняют
отделочную строчку
Так, если
глубина складки 5 см, отмечают середину
и в обе стороны откладывают по 5 см, т.
е. припуск на одностороннюю складку в
данном случае составляет 10 см.
Соответственно для складок глубиной б
или 7 см припуск на складку будет 12 или
14 см..
Отделочные складки располагаются
на одной детали. Рассчитывают необходимое
количество односторонних складок,
отмечают середину и боковые стороны
перегибают посередине, наметывают по
намеченным линиям, стачивают на
определенную длину при утюживают
и, если нужно по модели, выполняют
отделочную строчку
Так, если
глубина складки 5 см, отмечают середину
и в обе стороны откладывают по 5 см, т.
е. припуск на одностороннюю складку в
данном случае составляет 10 см.
Соответственно для складок глубиной б
или 7 см припуск на складку будет 12 или
14 см..
.
Влажно – Тепловые работы
Техника в.Т.О, Режимы Влажной тепловой обработки?
Влажно-тепловая обработка
Под влажно-тепловой обработкой швейных изделий понимают специальную обработку деталей или изделия влагой, теплом и давлением с помощью специального оборудования. При изготовлении одежды влажно-тепловая обработка составляет приблизительно 15-25% (в зависимости от вида изделия и материала) всей трудоемкости изделия. Влажно-тепловая обработка может проводиться в процессе обработки изделий (внутри процессная) на утюжильном столе с помощью пароэлектрического утюга и при отделке готовой продукции (окончательная) на специальных столах, прессах или на паровоздушных манекенах. От нее во многом зависит качество изделия. В основном ее применяют для придания объемно-пространственной формы деталям изделия, обработки различных швов, окончательной отделки и соединения деталей клеевым методом.
Процесс влажно-тепловой обработки состоит из трех стадий: размягчение волокна влагой и теплом; придание определенной формы давлением; закрепление полученной формы путем удаления влаги теплом и давлением. Методами указанной обработки являются утюжка, прессование и отпаривание.
Оборудование может иметь электрический, электропаровой и паровой обогрев. Режимы обработки материалов зависят от применяемого оборудования (табл.). Если применяются проутюжильники, температура нагрева гладильной поверхности может быть повышена на 5-10°С. На утюжильных операциях используют утюги массой 2,4-6 кг.