

3.2. Расчет исполнительных размеров калибров для контроля
вала
Исходный размер вала – 100u7.
Расположение полей допусков и отклонений относительно полей границ допусков изделий указано на рисунке 3.2.

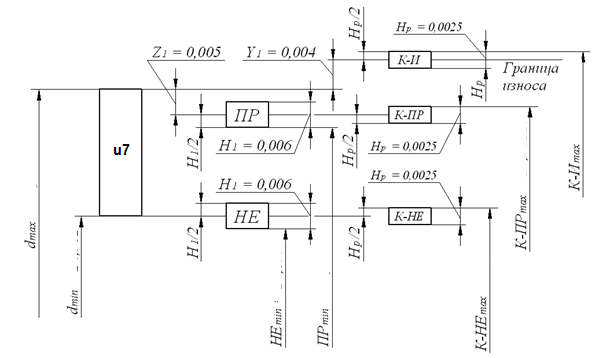
Рисунок 3.2 – Схема расположения полей допусков калибра-скобы
Определяем значения (табл. 2, Прилож. В):
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
5 4 0 6 4 2,5 |
H1 – допуск на изготовление калибра скобы, H1 = 6 мкм;
Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия, Z1 = 5 мкм;
Y1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия, Y1 = 4 мкм;
Нр – допуск на изготовление контрольного калибра для скобы, Нр = 2,5 мкм.
Вал 100u7.
верхнее отклонение es = 179 мкм,
нижнее отклонение ei = 144 мкм.
Предельные размеры вала 100u7.:
dmax = d + es = 100 + 0,179 = 100,179 (мм),
dmin = d + ei = 100 + 0,144 = 100,144 (мм).
Вычисляем (табл. 1, Прилож. В):
наименьший размер нового проходного калибра
|
|

наибольший размер изношенного калибра
|
|
наименьший размер непроходного нового калибра
|
|
Исполнительные размеры для калибра-скобы 100u7:
|
|
|
|
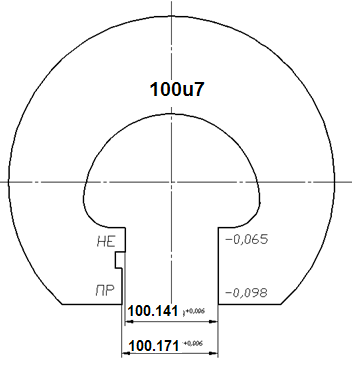
Эскиз калибра-скобы
 Стандартом
приняты следующие обозначения размеров
и допусков:
Стандартом
приняты следующие обозначения размеров
и допусков:
D – номинальный размер изделия;
Dmin – наименьший предельный размер изделия;
Dmax – наибольший предельный размер изделия;
Т – допуск изделия;
Н – допуск на изготовление калибров (за исключением калибров со сферическими измерительными поверхностями) для отверстия;
Нs – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия;
Н1 – допуск на изготовление калибров для вала;
Нр – допуск на изготовление контрольного калибра для скобы;
Z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
Y – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
Y1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
– величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм;
1 – величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.

5 Выбор посадок шпоночных соединений
По диаметру вала d = 42 и конструкции шпонки определить основные размеры шпонки и пазов и подобрать посадки шпоночного соединения в зависимости от вида последнего или ориентированного назначения посадок. Установить требования к точности расположения пазов и шероховатости поверхностей пазов и шпонки. Варианты и исходные данные к заданию 5 приведены в таблице А.5, порядок выполнения задания – в 7. 2.
Таблица А.5
|
Ориентировочное назначение посадок |
Вид соединения |
Конструкция шпонки |
42 |
- |
Плотное |
Призматическая |
Таблица 4.1–Исходные данные для выбора посадки шпоночного соединения
Диаметр вала, мм |
Форма шпонки |
Вид шпоночного соединения |
42 |
призматическая |
плотное |
1.По заданному диаметру вала ( d = 42 мм ),
виду шпоночного соединения (плотное) и форме стандартной шпонки
( призматическая ) выбираем:
Исходные данные для выбора посадки шпоночного соединения
По ГОСТ 23360 – 78, выбираем
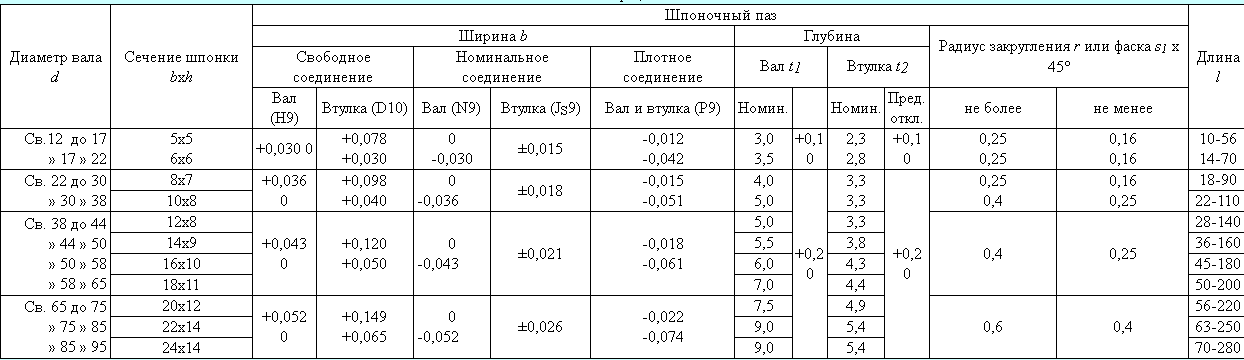
ширину шпонки – b = 12 мм; высоту шпонки – h = 8 мм; глубину паза вала – t1 = 5 мм; глубину паза втулки – t2 = 3,3 мм; длину шпонки ( произвольно ) – l = 80 мм.
Вычислить размеры:
d – t1 = 42 – 5 = 37 мм;
d + t2 = 42 + 3,3 = 45,3 мм.
В соответствии с заданием выбрать поля допусков по ширине b для деталей шпоночного соединения.
Таблица 4.2 – Поля допусков для деталей шпоночного соединения по ширине b
Вид шпоночного соединения |
Поля допусков по ширине b |
|||
шпонки |
паза вала |
паза втулки |
||
нормальное |
h9 |
Р9 |
Р9 |
|
Для нормального соединения поле допусков по ширине b : шпонки – h9; для паза вала – Р9; паза втулки – Р9.
Посадки: шпонка - паз вала 12Р9/h9; шпонка – паз втулки 12Р9/h9.
 Для
посадки вал втулка принимаем дл точного
центрирования
Для
посадки вал втулка принимаем дл точного
центрирования
Посадка 42![]() - посадка переходная
- посадка переходная
Найти предельные отклонения и определить предельные размеры, зазоры и натяги для деталей шпоночного соединения.
Для шпонки h9 :
верхнее отклонение -
![]() мкм
мкм
нижнее отклонение -
![]() мкм;
мкм;
Для паза вала
![]()
верхнее отклонение -
![]() мкм
мкм
нижнее отклонение -
![]() мкм;
мкм;
Для паза втулки :
верхнее отклонение - мкм
нижнее отклонение -
![]() мкм;
мкм;
Построим схему расположения полей допусков деталей шпоночного соединения, нанести предельные отклонения, предельные размеры и определить зазоры (натяги).
В соединение “шпонка –“ паз вала “:
![]() мм
мм
![]() мм
мм
В соединение ” шпонка –паз втулки “:
![]() мм
мм
![]() мм
мм
![]() мм
мм
В соединение “шпонка –“вал втулка “:
В соединение ” шпонка –паз втулки “:
мм
мм
мм
Назначим отклонения на все остальные размеры шпонки и шпоночных пазов на валу и во втулке:
на высоту шпонки – 8h11(-0,09); на длину шпонки – 80h14(-0,870);
на длину паза вала – 80h15 (-1.400);
на глубину паза вала – d – t137-0.2 ;
на глубину паза втулки – d + t245,3+0.2.
Вычертим эскизы шпоночного соединения в сборе и деталей, обозначить посадки, отклонения размеров, формы и шероховатость.

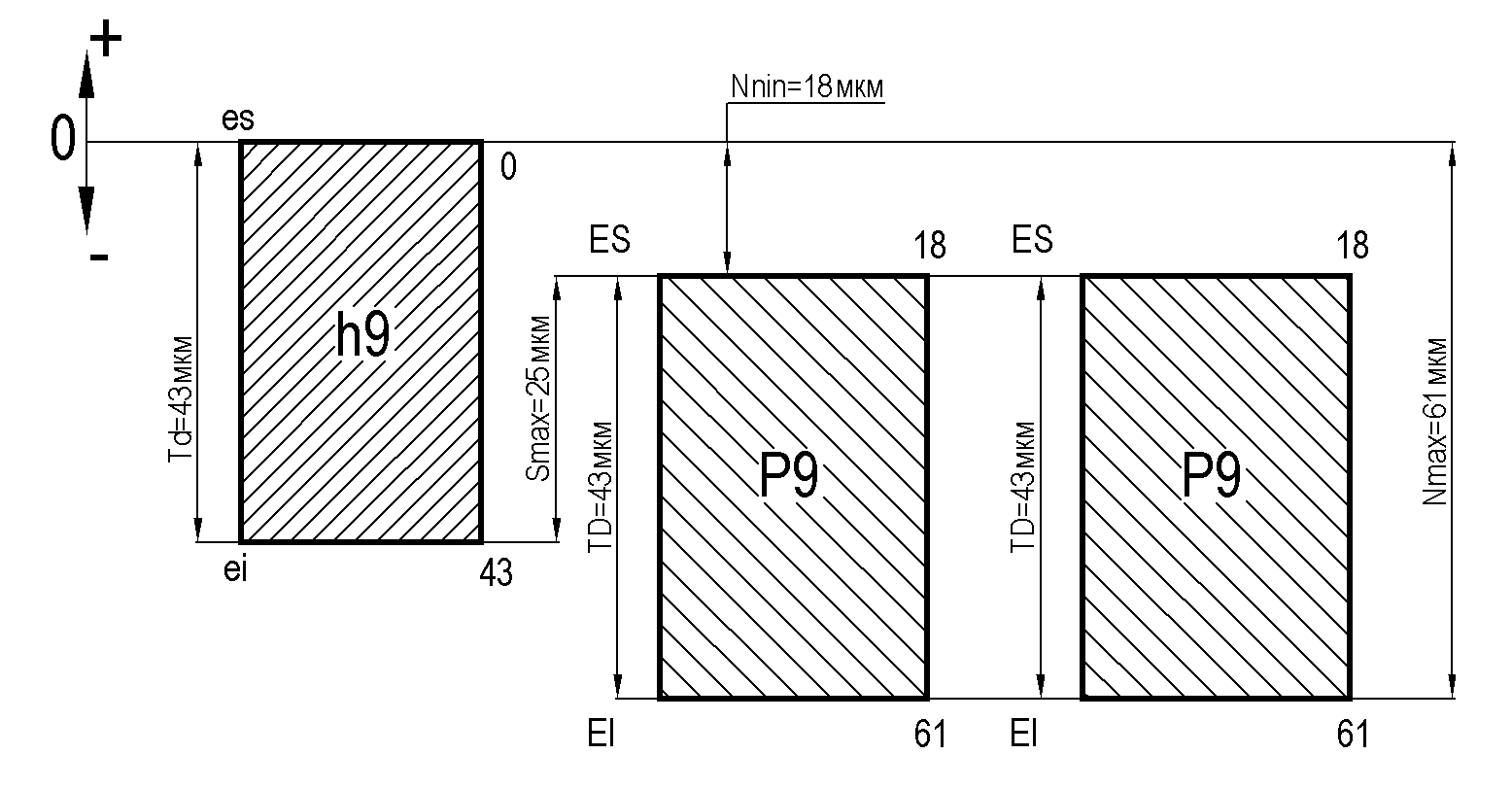
Рисунок 4.1 – Схема расположения полей допусков деталей шпоночного соединения по b
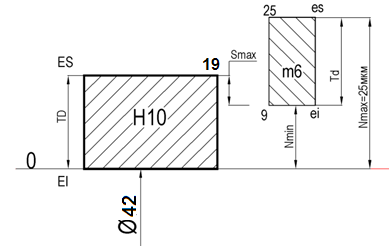
Рисунок 4.2 – Схема расположения полей допусков деталей шпоночного соединения по d
Наименование размера шпоночного соединения |
Номинальный размер,мм |
Поле допуска, мм |
Величина допуска, мкм |
Предельные отклонения |
Предельные размеры, мм |
||
Верхнее, мкм |
Нижнее, мкм |
Наи больший |
Наименьший |
||||
Ширина: |
|
|
|
|
|
|
|
Паза втулки |
12 |
P9 |
43 |
-18 |
-61 |
11,982 |
11.939 |
Шпонки |
12 |
h9 |
43 |
0 |
-43 |
12 |
11,957 |
Паза вала |
12 |
P9 |
43 |
-18 |
-61 |
11,982 |
11.939 |
Высота шпонки |
8 |
h11 |
90 |
0 |
-90 |
8,00 |
7,910 |
Длина шпонки |
80 |
h14 |
870 |
0 |
-870 |
80 |
79,130 |
Длина паза вала |
80 |
H15 |
1400 |
0 |
1400 |
80 |
78,600 |
Размер d - t1 |
37 |
h14 |
200 |
0 |
-200 |
37,00 |
36,800 |
Размер d + t2 |
43,5 |
|
200 |
200 |
0 |
43,700 |
43,5 |
Таблица 4.3 – Результаты определения параметров шпоночного соединения


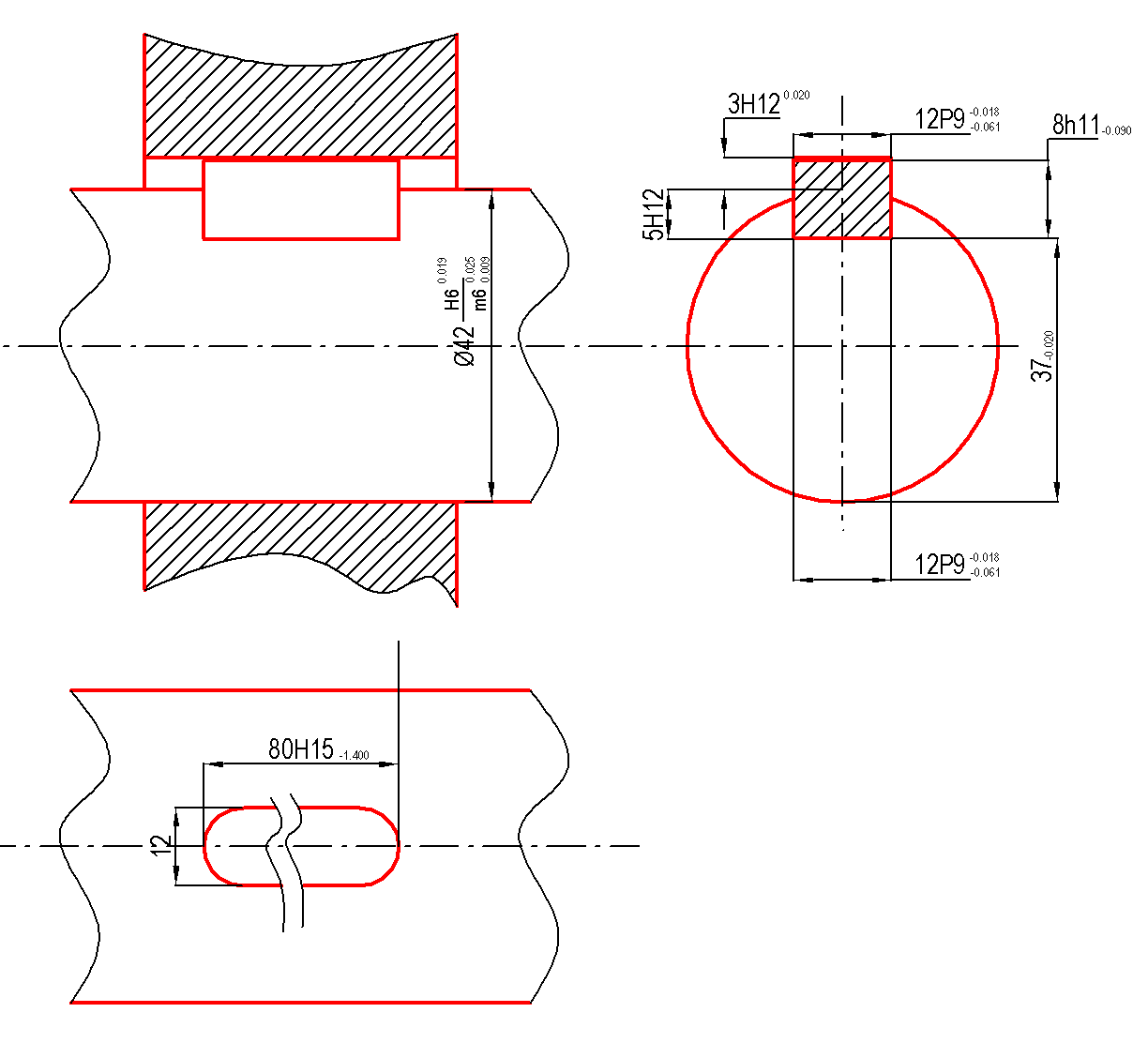
Рисунок 4.3 – Обозначение шпоночного соединения в сборе и деталей