

Список использованных источников
Радкевич, Я. М. Метрология, стандартизация и сертификация: учеб. Для вузов / Я.М. Радкевич, А. Г. Схиртладзе, Б. И. Лактинов. – М. : Высш. шк., 2004 – 767 с.
Белкин, И.М. Допуски и посадки (Основные формы взаимозаменяемости): учеб. пособие для студ. машиностроит. спец. вузов. – М.: Машиностроение, 1992.–528 с.
ГОСТ Р 51771- 2001. Аппаратура радиоэлектронная бытовая. Входные и выходные параметры и типы соединений. Технические требования. – Введ. 2002-01-01. – М.: Госстандарт России: Изд-во стандартов, 2001. – IV, 27 с.
Палей, М. А. Допуски и посадки: справочник: в 2 ч. М. А. Палей, А. Б. Романов, В. А. Брагинский. – 7-е изд., перераб. и доп. – Л.: Политехника, 1991. – Ч. 1. – 576 с.
Палей, М. А. Допуски и посадки.: справочник: и 2 ч. М. А. Палей, А. Б. Романов, В. А. Брагинский, - 7-е изд., перераб. и доп. – Л.: Политехника, 1991. – Ч. 2. – 607 с.
Допуски и посадки: справочник: в 2 ч. / под ред. В. Д. Мягкова – 5-е изд., перераб. и доп. – Л. : Машиностроение. Ленингр. Отд-ние, 1978. – Ч. 1. – 102 с.
Система стандартов безопасности труда: сборник. – М.: Изд-во стандартов, 2002, - 102 с.
Расчет и выбор посадок типовых соединений. Расчет размерных цепей: метод. указания по выполнению курсовой работы / Сост. Н. Н. Веснушкина. – Саранск: Изд-во Мордов. Ун-та, 1994. -112 с.
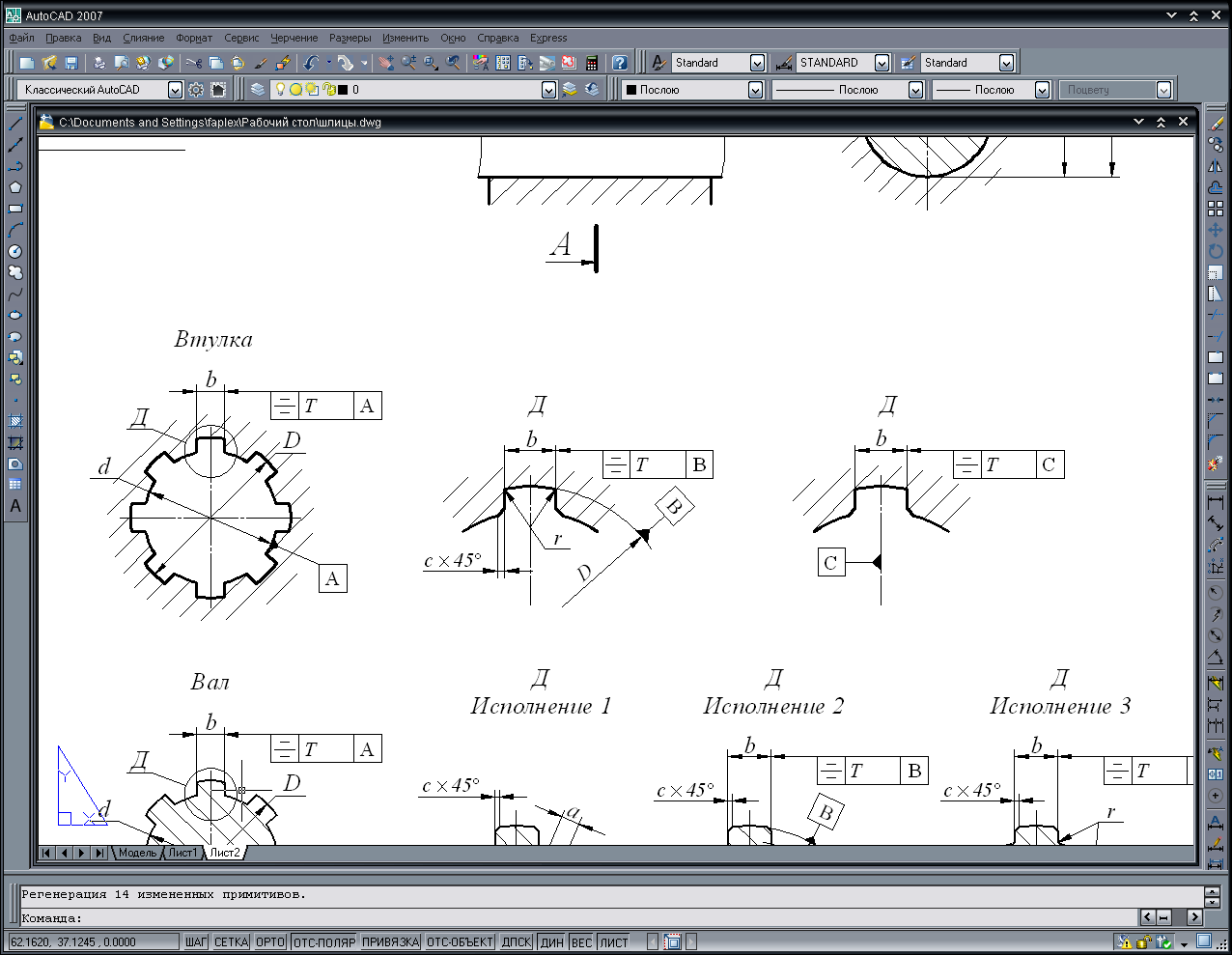
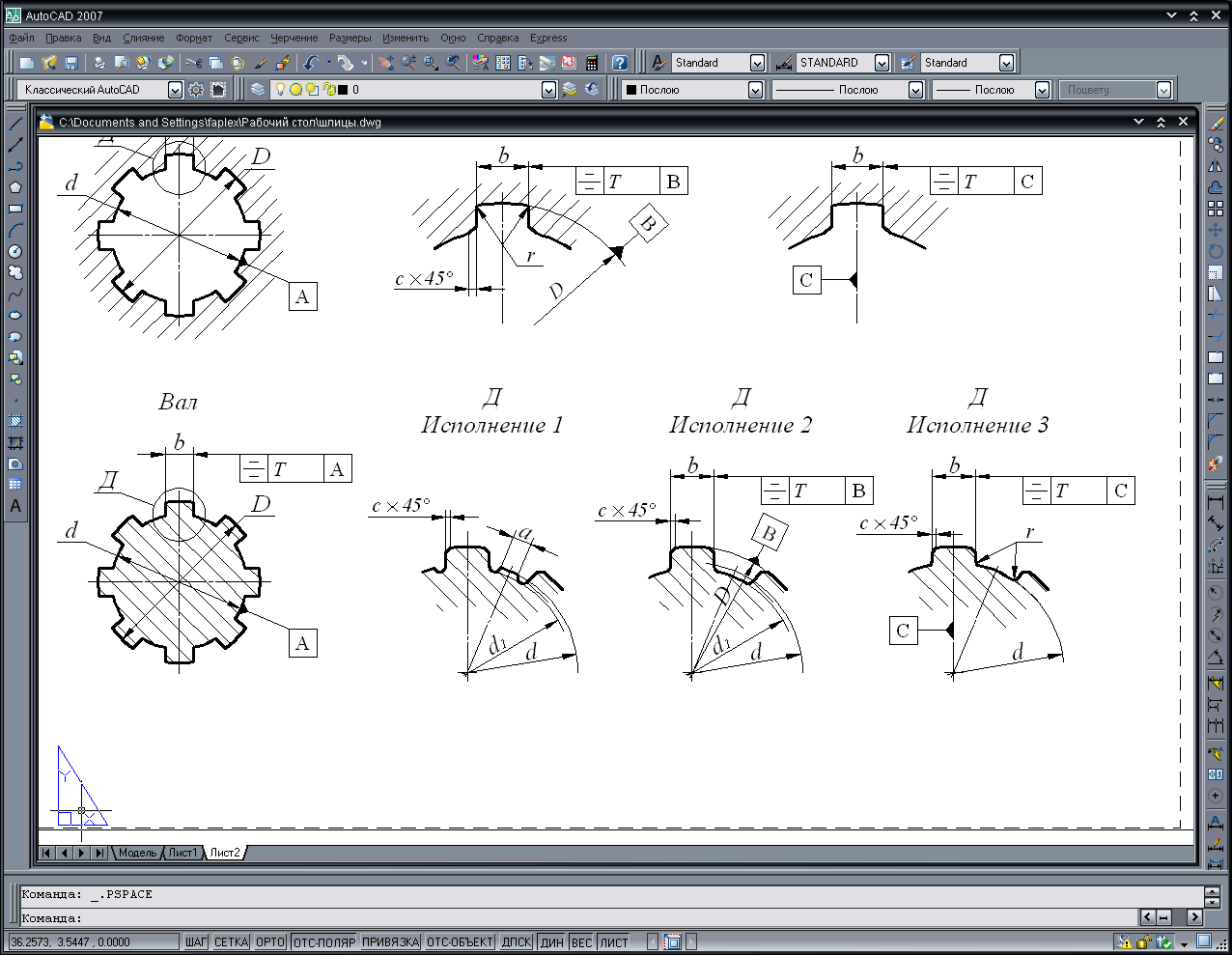
ПРИЛОЖЕНИЕ Д
Таблица 1 – Параметры шлицевых соединений с прямобочным профилем зубьев
|
||||
z d D b, мм (z – число зубьев) |
d1, мм |
a, мм |
с, мм |
r, мм, не более |
не менее |
||||
Легкая серия |
||||
6 23 26 6 |
22,1 |
3,54 |
0,3 |
0,2 |
6 26 30 6 |
24,6 |
3,85 |
0,3 |
0,2 |
6 28 32 7 |
26,7 |
4,03 |
0,3 |
0,2 |
8 32 36 6 |
30,4 |
2,71 |
0,4 |
0,3 |
8 36 40 7 |
34,5 |
3,46 |
0,4 |
0,3 |
8 42 46 8 |
40,4 |
5,03 |
0,4 |
0,3 |
8 46 50 9 |
44,6 |
5,75 |
0,4 |
0,3 |
8 52 58 10 |
49,7 |
4,89 |
0,5 |
0,5 |
8 56 62 10 |
53,6 |
6,38 |
0,5 |
0,5 |
8 62 68 12 |
59,8 |
7,31 |
0,5 |
0,5 |
10 72 78 12 |
69,6 |
5,45 |
0,5 |
0,5 |
10 82 88 12 |
79,3 |
8,62 |
0,5 |
0,5 |
10 92 98 14 |
89,4 |
10,08 |
0,5 |
0,5 |
10 102 108 16 |
99,9 |
11,49 |
0,5 |
0,5 |
Продолжение таблицы 1
Средняя серия |
||||
6 11 14 3 |
9,9 |
- |
0,3 |
0,2 |
6 13 16 3,5 |
12,0 |
- |
0,3 |
0,2 |
6 16 20 4 |
14,5 |
- |
0,3 |
0,2 |
6 18 22 5 |
16,7 |
- |
0,3 |
0,2 |
6 21 25 5 |
19,5 |
1,95 |
0,3 |
0,2 |
6 23 28 6 |
21,3 |
1,35 |
0,3 |
0,2 |
6 26 32 6 |
23,4 |
1,65 |
0,4 |
0,3 |
6 28 34 7 |
25,9 |
1,70 |
0,4 |
0,3 |
8 32 38 6 |
29,4 |
- |
0,4 |
0,3 |
8 36 42 7 |
33,5 |
1,02 |
0,4 |
0,3 |
8 42 48 8 |
39,5 |
2,57 |
0,4 |
0,3 |
8 46 54 9 |
42,7 |
- |
0,5 |
0,5 |
8 52 60 10 |
48,7 |
2,44 |
0,5 |
0,5 |
8 56 65 10 |
52,2 |
2,50 |
0,5 |
0,5 |
8 62 72 12 |
57,8 |
2,40 |
0,5 |
0,5 |
10 72 82 12 |
67,4 |
- |
0,5 |
0,5 |
10 82 92 12 |
77,1 |
3,00 |
0,5 |
0,5 |
10 92 102 14 |
87,3 |
4,50 |
0,5 |
0,5 |
10 102 112 16 |
97,7 |
6,30 |
0,5 |
0,5 |
10 112 125 18 |
106,3 |
4,40 |
0,5 |
0,5 |
Тяжелая серия |
||||
10 16 20 2,5 |
14,1 |
- |
0,3 |
0,2 |
10 18 23 3 |
15,6 |
- |
0,3 |
0,2 |
10 21 26 3 |
18,5 |
- |
0,3 |
0,2 |
10 23 29 4 |
20,3 |
- |
0,3 |
0,2 |
10 26 32 4 |
23,0 |
- |
0,4 |
0,3 |
10 28 35 4 |
24,4 |
- |
0,4 |
0,3 |
10 32 40 5 |
28,0 |
- |
0,4 |
0,3 |
10 36 45 5 |
31,3 |
- |
0,4 |
0,3 |
10 42 52 6 |
36,9 |
- |
0,4 |
0,3 |
10 46 56 7 |
40,9 |
- |
0,5 |
0,5 |
16 52 60 5 |
47,0 |
- |
0,5 |
0,5 |
16 56 65 5 |
50,6 |
- |
0,5 |
0,5 |
16 62 72 6 |
56,1 |
- |
0,5 |
0,5 |
16 72 82 7 |
65,9 |
- |
0,5 |
0,5 |
20 82 92 6 |
75,6 |
- |
0,5 |
0,5 |
20 92 102 7 |
85,5 |
- |
0,5 |
0,5 |
20 102 115 8 |
94,0 |
- |
0,5 |
0,5 |
Примечания 1. Размер a дан для валов при нарезании шлицев методом обкатывания. 2. При центрировании по внутреннему диаметру валы изготавливаются в исполнении 1 и 3, при центрировании по наружному диаметру и боковым сторонам – в исполнении 2. |
||||
Таблица 2 – Примеры посадок шлицевых соединений с прямобочным профилем зуба
Чертеж сопряжения |
|
|
|
||||||
Центрирующий элемент |
Центрирование по D |
Центрирование по d |
Центрирование по b |
||||||
Посадки |
По d |
По D |
По b |
По d |
По D |
По b |
По d |
По D |
По b |
Подвижное соединение |
- |
|
|
|
|
|
- |
|
|
Неподвижное соединение |
- |
|
|
|
|
|
- |
|
|
Примечания. 1. Посадки, заключенные в рамку, являются предпочтительными. |
|||||||||
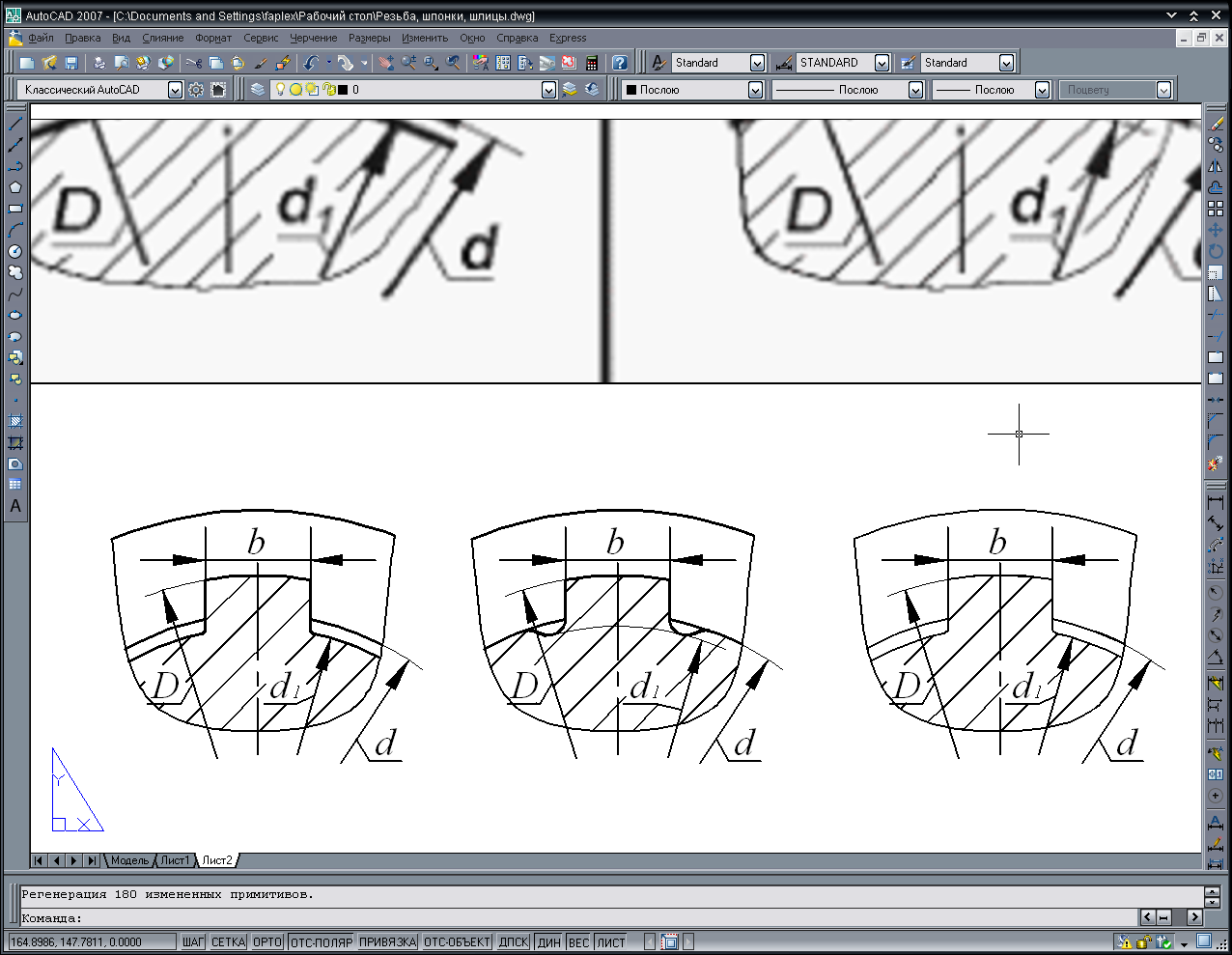
Таблица 2 – Допуски и отклонения калибров
Квалитеты допусков изделий |
Обозначение размеров и допусков |
Интервалы размеров, мм |
Допуск на форму калибра |
||||||||||||
До 3
|
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
Св. 120 до 180 |
Св. 180 до 250 |
Св. 250 до 315 |
Св. 315 до 400 |
Св. 400 до 500 |
|||
6 |
Z Y α, α1 Z1 Y1 H, Hs H1 Hp |
1 1 0 1,5 1,5 1,2 2 0,8 |
1,5 1 0 2 1,5 1,5 2,5 1 |
1,5 1 0 2 1,5 1,5 2,5 1 |
2 1,5 0 2,5 2 2 3 1,2 |
2 1,5 0 3 3 2,5 4 1,5 |
2,5 2 0 3,5 3 2,5 4 1,5 |
2,5 2 0 4 3 3 5 2 |
3 3 0 5 4 4 6 2,5 |
4 3 0 6 4 5 8 3,5 |
5 4 2 7 5 7 10 4,5 |
6 5 3 8 6 9 12 6 |
7 6 4 10 6 9 13 7 |
8 7 5 11 7 10 15 8 |
IT1 IT2 IT1 |
7 |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
1,5 1,5 0 2 – 0,8 |
2 1,5 0 2,5 – 1 |
2 1,5 0 2,5 1,5 1 |
2,5 2 0 3 2 1,2 |
3 3 0 4 2,5 1,5 |
3,5 3 0 4 2,5 1,5 |
4 3 0 5 3 2 |
5 4 0 6 4 2,5 |
6 4 0 8 5 3,5 |
7 6 3 10 7 4,5 |
8 7 4 12 8 6 |
10 8 6 13 9 7 |
11 9 7 15 10 8 |
IT2 IT1 IT1 |
8 |
Z, Z1 Y, Y1 α, α1 H H1 Hs**, Hp |
2 3 0 2 3 1,2 |
3 3 0 2,5 4 1,5 |
3 3 0 2,5 4 1,5 |
4 4 0 3 5 2 |
5 4 0 4 6 2,5 |
6 5 0 4 7 2,5 |
7 5 0 5 8 3 |
8 6 0 6 10 4 |
9 6 0 8 12 5 |
12 7 4 10 14 7 |
14 9 6 12 16 8 |
16 9 7 13 18 9 |
18 11 9 15 20 10 |
IT2 IT3 IT1 |
9 |
Z, Z1 Y, Y1 α, α1 H H1 Hs**, Hp |
5 0 0 2 3 1,2 |
6 0 0 2,5 4 1,5 |
7 0 0 2,5 4 1,5 |
8 0 0 3 5 2 |
9 0 0 4 6 2,5 |
11 0 0 4 7 2,5 |
13 0 0 5 8 3 |
15 0 0 6 10 4 |
18 0 0 8 12 5 |
21 0 4 10 14 7 |
24 0 6 12 16 8 |
28 0 7 13 18 9 |
32 0 9 15 20 10 |
IT2 IT3 IT1 |
10 |
Z, Z1 Y, Y1 α, α1 H H1 Hs**, Hp |
5 0 0 2 3 1,2 |
6 0 0 2,5 4 1,5 |
7 0 0 2,5 4 1,5 |
8 0 0 3 5 2 |
9 0 0 4 6 2,5 |
11 0 0 4 7 2,5 |
13 0 0 5 8 3 |
15 0 0 6 10 4 |
18 0 0 8 12 5 |
24 0 7 10 14 7 |
27 0 9 12 16 8 |
32 0 11 13 18 9 |
37 0 14 15 20 10 |
IT2 IT3 IT1 |
11 |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
10 0 0 4 – 1,2 |
12 0 0 5 – 1,5 |
14 0 0 6 4 1,5 |
16 0 0 8 5 2 |
19 0 0 9 6 2,5 |
22 0 0 11 7 2,5 |
25 0 0 13 8 3 |
28 0 0 15 10 4 |
32 0 0 18 12 5 |
40 0 10 20 14 7 |
45 0 15 23 16 8 |
50 0 15 25 18 9 |
55 0 20 27 20 10 |
IT4 IT3 IT1 |
Продолжение таблицы 2
Квалитеты допусков изделий |
Обозначение размеров и допусков |
Интервалы размеров, мм |
Допуск на форму калибра |
||||||||||||
До 3
|
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
Св. 120 до 180 |
Св. 180 до 250 |
Св. 250 до 315 |
Св. 315 до 400 |
Св. 400 до 500 |
|||
12 |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
10 0 0 4 – 1,2 |
12 0 0 5 – 1,5 |
14 0 0 6 4 1,5 |
16 0 0 8 5 2 |
19 0 0 9 6 2,5 |
22 0 0 11 7 2,5 |
25 0 0 13 8 3 |
28 0 0 15 10 4 |
32 0 0 18 12 5 |
45 0 15 20 14 7 |
50 0 20 23 16 8 |
65 0 30 25 18 9 |
70 0 35 27 20 10 |
IT4 IT3 IT1 |
13 |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
20 0 0 10 – 2 |
24 0 0 12 – 2,5 |
28 0 0 15 9 2,5 |
32 0 0 18 11 3 |
36 0 0 21 13 4 |
42 0 0 25 16 4 |
48 0 0 30 19 5 |
54 0 0 35 22 6 |
60 0 0 40 25 8 |
80 0 25 46 29 10 |
90 0 35 52 32 12 |
100 0 45 57 36 13 |
110 0 55 63 40 15 |
IT5 IT5 IT2 |
14* |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
20 0 0 10 – 2 |
24 0 0 12 – 2,5 |
28 0 0 15 9 2,5 |
32 0 0 18 11 3 |
36 0 0 21 13 4 |
42 0 0 25 16 4 |
48 0 0 30 19 5 |
54 0 0 35 22 6 |
60 0 0 40 25 8 |
100 0 45 46 29 10 |
110 0 55 52 32 12 |
125 0 70 57 36 13 |
145 0 90 63 40 15 |
IT5 IT5 IT2 |
15* |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
40 0 0 10 – 2 |
48 0 0 12 – 2,5 |
56 0 0 15 9 2,5 |
64 0 0 18 11 3 |
72 0 0 21 13 4 |
80 0 0 25 16 4 |
90 0 0 30 19 5 |
100 0 0 35 22 6 |
110 0 0 40 25 8 |
170 0 70 46 29 10 |
190 0 90 52 32 12 |
210 0 110 57 36 13 |
240 0 140 63 40 15 |
IT5 IT5 IT2 |
16* 17 |
Z, Z1 Y, Y1 α, α1 H, H1 Hs Hp |
40 0 0 10 – 2 |
48 0 0 12 – 2,5 |
56 0 0 15 9 2,5 |
64 0 0 18 11 3 |
72 0 0 21 13 4 |
80 0 0 25 16 4 |
90 0 0 30 19 5 |
100 0 0 35 22 6 |
110 0 0 40 25 8 |
210 0 110 46 29 10 |
240 0 140 52 32 12 |
280 0 180 57 36 13 |
320 0 220 63 40 15 |
IT5 IT5 IT2 |
* Для размеров свыше 1 мм. ** Для размеров свыше 6 мм. Примечания: 1. Числовые значения стандартных допусков – по ГОСТ 25347. 2. Исполнительные размеры рабочих калибров – по ГОСТ 21401. 3. С целью ограничения числа проходных калибров-пробок размерами до 180 мм с основными отклонением диаметра контролируемого отверстия по Н рекомендуется изготовлять их для отверстий: 9 и 10 квалитета – по 9 квалитету; 11 и 12 квалитета – по 11 квалитету; 13 и 14 квалитета – по 13 квалитету; 15, 16 и 17 квалитета – по 15 квалитету; с основным отклонением D для отверстий: 9 и 10 квалитета – по 9 квалитету; с основным отклонением B для отверстий: 11 и 12 квалитета – по 11 квалитету. |
|||||||||||||||