

1 Краткая характеристика предприятия
1.1 Технологическая и организационная структура
ОАО «Уральская сталь» и ОБЦ
Технологическая структура основного производства ОАО «Уральская сталь» представлена на рисунке 1, организационная структура – на рисунке 2. На рисунке 3 показана организационная структура Обжимного цеха.
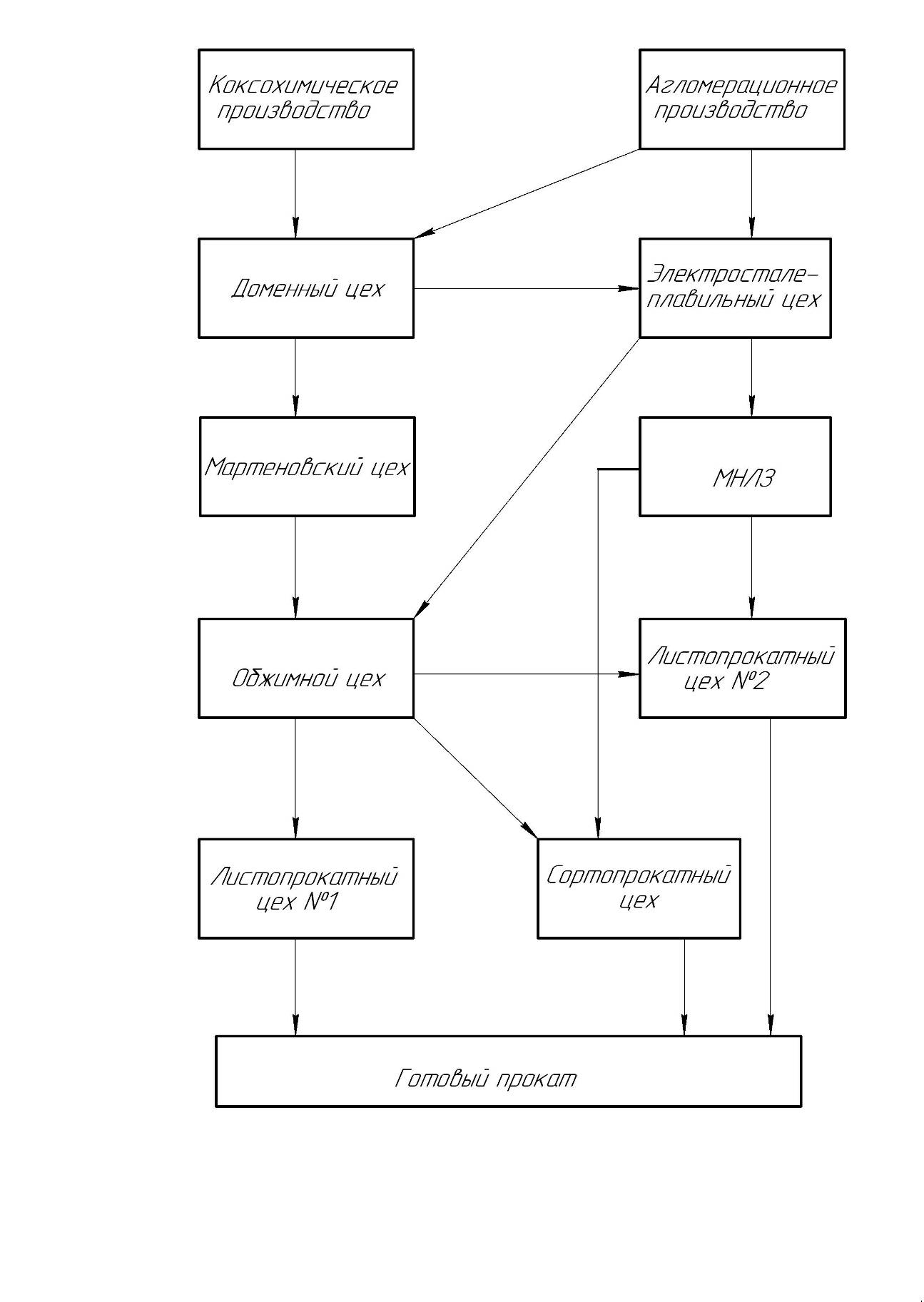
Рисунок 1- Технологическая структура основного производства ОАО «Уральская сталь»
1.2 Схема расположения основного оборудования цеха
и характеристика участка
Технический отдел (ТО) Обжимного цеха находится в здании административно-бытового корпуса (АБК). Основная функция ТО- разработка, составление и хранение документации (как производственной так и технической) цеха, а также оформление накладных, смет, графиков, заявок, актов, ведомостей дефектов, отчетов о работе оборудования и расчет- заявок на поставку деталей. Кроме того, в ТО находится архив, в котором собрана вся документация за последние 5 лет и чертежи всего оборудования цеха, а также строительные чертежи, правила технической эксплуатации механического оборудования цеха и чертежи металлоконструкций (ПТЭ).

Рисунок 2 - Организационная структура ОАО «Уральская сталь»
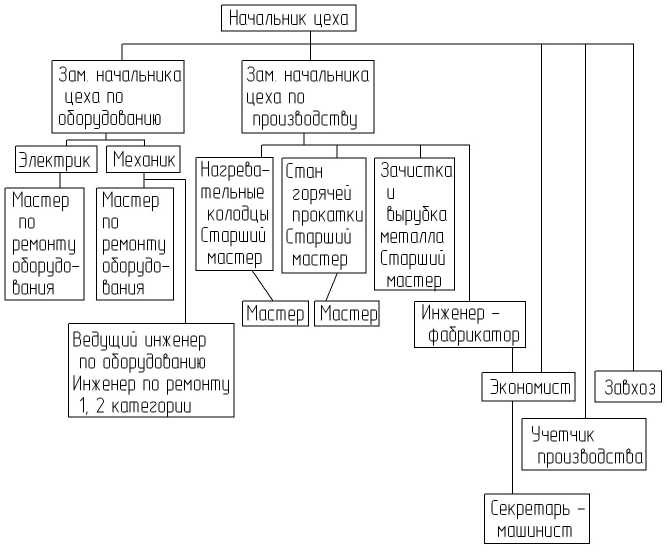
Рисунок 3 - Организационная структура Обжимного цеха
На рисунке 4 представлена схема расположения основного оборудования Обжимного цеха ОАО «Уральская сталь».
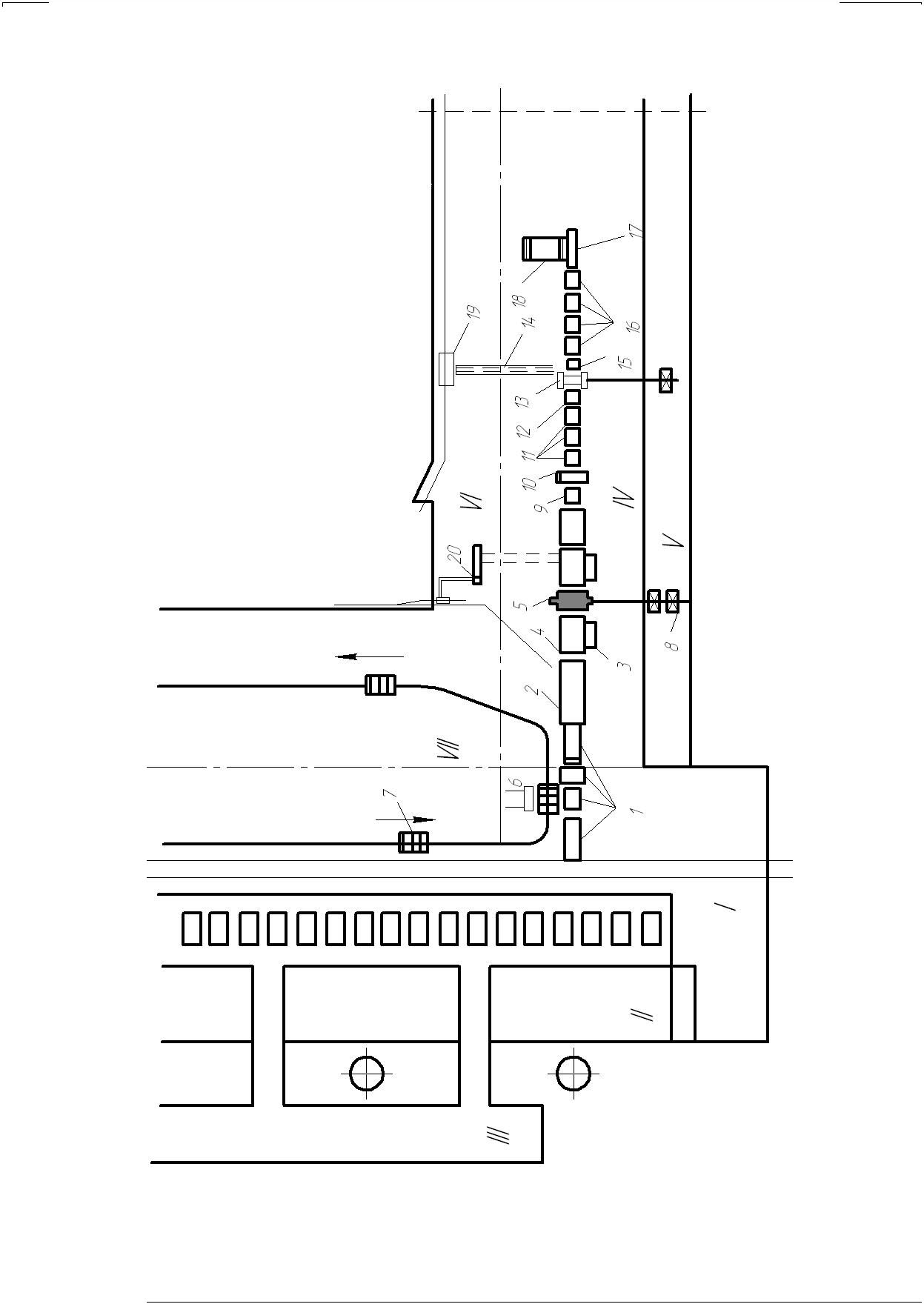
Рисунок 4 - Схема расположения основного оборудования Обжимного цеха,
где I-Главный пролет нагревательных колодцев; II- вспомогательный пролет нагревательных колодцев; III-склад огнеупоров; IV-становый пролет; V-машинный зал; VI-скрапной пролет; VII-пролет слиткоподачи; 1-приемные и подводящие рольганги; 2-раскатные рольганги; 3-кантователь; 4-рабочие рольганги; 5-клеть 1250 «дуо»; 6-сталкиватель слитков; 7-слитковоз; 8-главный привод; 9-рольганг перед МОЗ; 10-МОЗ; 11-промежуточные рольганги; 12-рольганг перед ножницами; 13-ножницы; 14-конвейер уборки обрези; 15-отодвигающийся рольганг; 16-промежуточные рольганги; 17-рольганг уборочных устройств; 18-уборочные устройства (сталкиватели); 19-тележка для уборки обрези и скрапа; 20-устройство для уборки крупного скрапа и окалины.
2 Подготовки производства в цехе и на участке
2.1 Схема подготовки производства в Обжимном цехе
На рисунке 5 показана схема подготовки производства в Обжимном цехе.
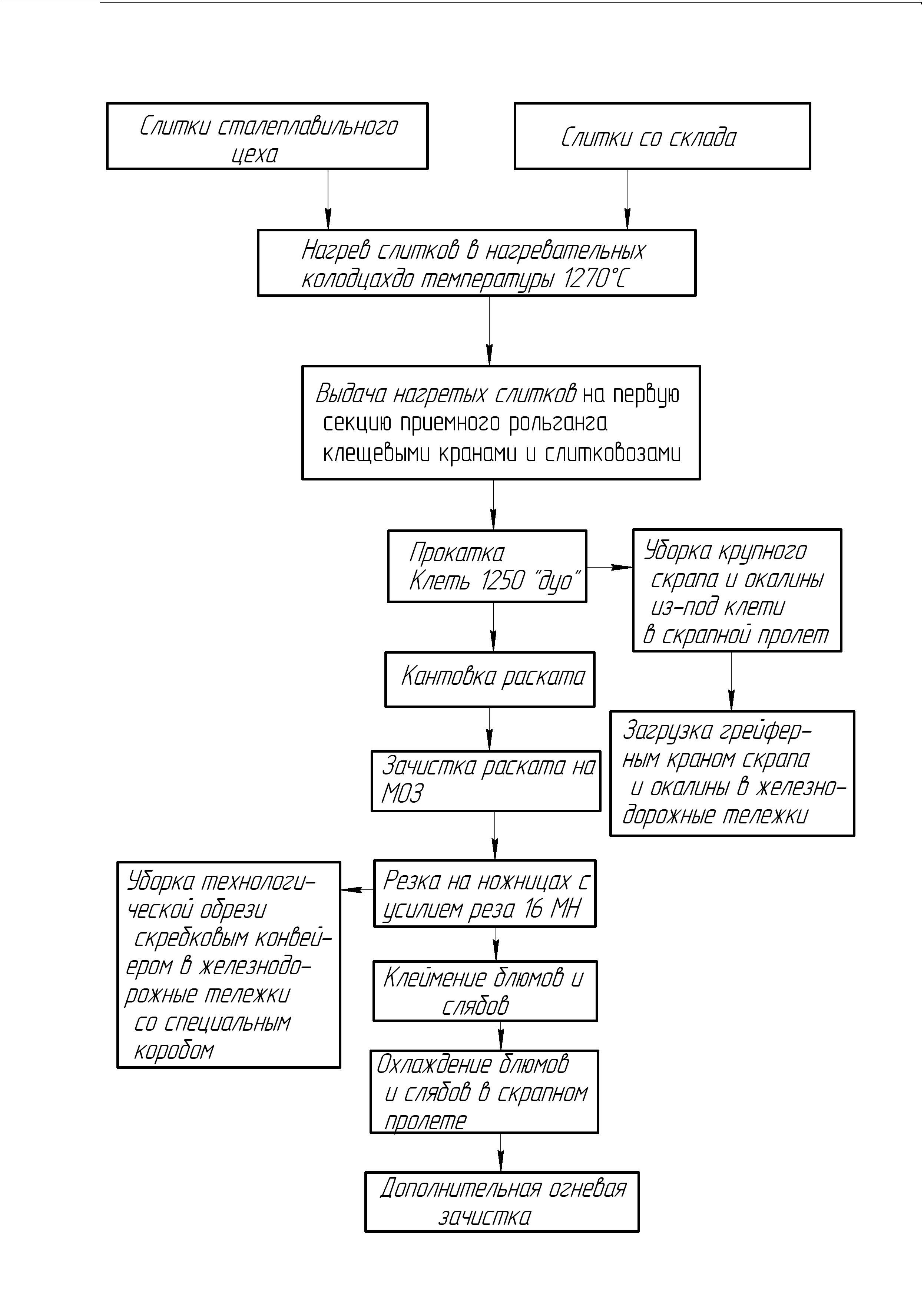
Рисунок 5 - Схема подготовки производства в Обжимном цехе
2.2 Технологический процесс прокатки
В состав цеха входят:
участок нагревательных колодцев рекуперативного типа с отоплением из центра подины (16 групп);
блюминг «1250»;
адъюстаж.
Стан "1250" предназначен для прокатки заготовок сечением от 130-280*800-1135 (слябы) и 300-340*300-510 (блюмы). Технологический процесс производства блюмов и слябов на блюминге 1250 начинается с нагрева слитков в нагревательных колодцах. На колодцы слитки поступают в горячем состоянии из сталеплавильных цехов или в холодном со склада слитков. Железнодорожные составы с горячими слитками подаются в пролёт нагревательных колодцев для нагрева перед прокаткой. Колодцы – рекуперативного типа с отоплением из центра подины, многоместные, с жидким шлакоудалением. Посадка слитков осуществляется клещевыми кранами грузоподъемностью 20/50 т. Температура выдачи слитков в прокатку составляет 1270 ˚С. Из первых двух групп нагревательных колодцев слитки укладываются клещевыми кранами непосредственно на первую секцию приемного рольганга, из остальных групп подводятся слитковозами. Прокатку на стане начинают только после готовности всего оборудования к работе и соответствующей настройки рабочей клети. Порядок настройки валков блюминга должен соответствовать требованиям инструкции по эксплуатации и уходу за валками ТИ-104.П.03-03-2001. Температура металла конца прокатки должна быть не ниже 1130˚С. После прокатки в клети стана 1250 часть слитков проходит зачистку на машине огневой зачистки (МОЗ). На зачистку подаются блюмы температурой не ниже 1100˚С. Зачистку металла на МОЗ для сорто- и листопрокатных цехов - СПЦ, ЛПЦ-2 производят на товарной заготовке. Металл для ЛПЦ-1 не зачищают.
Затем блюмы и слябы подаются рольгангами к ножницам с усилием реза 16 МН для обрезки передней и задней дефектных частей. Температура разрезаемого раската должна быть не ниже 1000˚С. Резчик ножниц производит замеры сечения раската и осмотр его поверхности.
Технологическая обрезь от заготовок конвейером для уборки обрези убирается в горячем состоянии в скрапной пролет непосредственно в железнодорожные тележки со специальными коробами. При необходимости на этих же ножницах блюмы разрезают на заданные длины. Далее блюмы клеймятся и на рольгангах уборочной секции передаются в скрапной пролет. На каждом товарном блюме (слябе) ставят номер плавки, марку стали, номер ковша, бригадный знак комбината на продукцию. В скрапной пролет передаются блюмы и слябы длиной от 1,3м до 6 м. В скрапном пролете блюмы и слябы охлаждаются либо на стеллажах, либо в специальных колодцах замедленного охлаждения. В скрапном пролете блюминга таких пролетов 8. Также в скрапном пролете блюмы и слябы с дефектами поверхности проходят дополнительную огневую зачистку.
Порезанные и заклеймованные слябы и блюмы складируют поплавочно на штабелирующие столы и холодильники блюмов. Охлажденный металл транспортируют на стеллажи зачистки, где производят его осмотр и обработку.
Обработанные, осмотренные и принятые блюмы и слябы убирают со стеллажей зачистки мостовыми полупортальными кранами.