

10. Влияние тепловых деформаций тс на точность обработки.
Источники тепла:
Зона резания ( Т 1000С).
Тепло, образующееся в результате работы различных типов приводов (Т (30…40)С) и потери тепла на трение.
Внешние источники.
Тепловые деформации:
![]() ,
, ![]() - для стали,
- для стали,
![]() - перепад температур, L
– зона, в которой интересуют тепловые
деформации.
- перепад температур, L
– зона, в которой интересуют тепловые
деформации.
Пути уменьшения: применение охлаждающих материалов (масло, воздух, металл (Sn,…)).
11. Общий и промежуточные припуски. Методы определения припусков на механическую обработку.
Припуск – слой материала, удаляемый в процессе механической обработки заготовки в целях достижения заданной точности обрабатываемой поверхности и её качества.
Припуск: общий и промежуточный (разница в размерах двух сопредельных размеров).
Припуск должен быть оптимальным. При увеличении припуска – дополнительный технологический переход – перерасход материала, больший износ инструмента, увеличение себестоимости.
При уменьшении припуска – вероятность не обеспечения удаления дефектного слоя.
Методы определения припусков на механическую обработку.
1. Опытно-статистический – общие и промежуточные припуски берутся по таблицам, составленным на основе множества экспериментов.
2. Расчётно-аналитический – величина припуска должна быть такой, чтоб при снятии его устранялись погрешности обработки, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки.
1.
![]() - высота микронеровностей, получаемая
на смежном предшествующем переходе.
- высота микронеровностей, получаемая
на смежном предшествующем переходе.
При выполнении 1 операции берётся от заготовки.
зависит:
1. От подачи (в основном).
2. От состояния поверхностного слоя и его глубины.
![]() - припуск на 1 сторону.
- припуск на 1 сторону.
3. Пространственное отклонение в
расположении обрабатываемой поверхности
относительно базовой поверхности
заготовки (![]() ).
).
4. Погрешность установки, возникающая
на данном конкретном переходе (![]() ).
).
Характеризуется величиной смещения обрабатываемой поверхности заготовки при закреплении из-за неточности её базовых поверхностей.
Для плоскостей:
![]() - векторы становятся коллинеарными.
- векторы становятся коллинеарными.
Для тела вращения:
![]()
Если обработка в центрах, то
![]() = 0, т.к. совпадение баз.
= 0, т.к. совпадение баз.
Минимальная величина припуска:
![]() мкм.
мкм.
Реальные припуски:
![]() мкм.
мкм.
![]()
12. Статистические методы оценки точности обработки. Характеристика распределения размеров. Закон нормального распределения размеров.
Отклонение от размера является важнейшим показателем качества детали и всего изделия. При массовом производстве деталей используются статистические методы оценки точности обработки (т.к. на предварительно настроенных станках измерение каждой детали, тем более по многим параметрам не представляется возможным). В технологии машиностроения встречается чаще всего нормальное распределение (подчиняется нормальному закону, или закону Гаусса). Закон описывает рассеяние размеров деталей на предварительно настроенных станках, массу заготовок и деталей машин, твёрдость материала, высоту микронеровностей поверхностей. На практике наблюдаются некоторые отклонения от нормального распределения.
Уравнение кривой имеет вид:

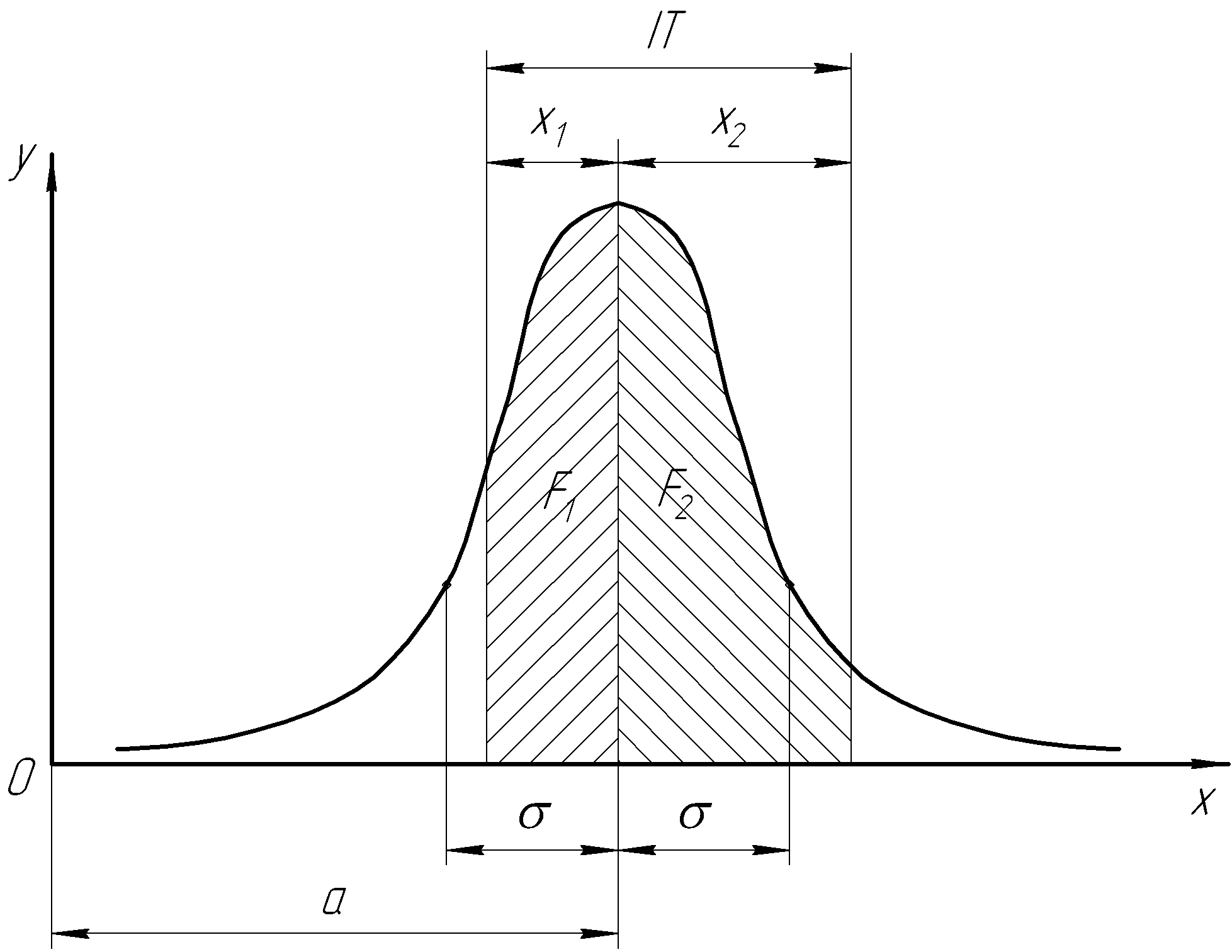
Чем > , тем ниже точность.

1. Черновая обработка. 2. Чистовая. 3. Окончательная.
