

33. Производительность технологического процесса. Методы повышения производительности.
![]() ,
,
![]() -
действительный фонд рабочего времени
за год,
-
действительный фонд рабочего времени
за год,
В – количество рабочих на рабочем месте.
- время выполнения 1 ТОп (штучное время).
, [мин].
- основное время – время непосредственного технологического воздействия (прохождение инструмента по заготовке). Берётся по нормативам или рассчитывается.
- вспомогательное время – время всех вспомогательных приёмов (установка заготовки, вкл. станка).
- время организационное – время организационного обслуживания станка (уборка, смазка, чистка).
- техническое время – время технического обслуживания станка (смена приспособлений).
- время перерывов.
i – число рабочих ходов, S – подача, [мм/об].
![]() - временная подача, [мм/мин].
- временная подача, [мм/мин].
![]()
![]() - согласно машиностроительным нормативам,
- согласно машиностроительным нормативам,
![]() - оперативное время.
- оперативное время.
![]() ,
,
![]() ,
,
![]() ,
,
![]()
![]() - подготовительно-заключительное время
(время, затраченное на ознакомление с
заданием).
- подготовительно-заключительное время
(время, затраченное на ознакомление с
заданием).
![]() , n – объём
деталей.
, n – объём
деталей.
![]() - штучно-калькуляционное время.
- штучно-калькуляционное время.
Основное время сокращают за счёт применения высокопроизводительных режущих инструментов и режимов резания, за счёт сокращения числа переходов и рабочих ходов.
Вспомогательное время сокращают за счёт сокращения времени холостых ходов и применения более совершенных установочных приспособлений.
34. Трудоемкость. Производительность. Такт выпуска. Их взаимосвязь.
Трудоёмкость: ![]() ,
[мин].
,
[мин].
![]() - время выполнения 1 ТОп (штучное время).
- время выполнения 1 ТОп (штучное время).
![]() ,
[мин].
,
[мин].
- основное время – время непосредственного технологического воздействия (прохождение инструмента по заготовке). Берётся по нормативам или рассчитывается.
- вспомогательное время – время всех вспомогательных приёмов (установка заготовки, вкл. станка).
![]() - время организационное – время
организационного обслуживания станка
(уборка, смазка, чистка).
- время организационное – время
организационного обслуживания станка
(уборка, смазка, чистка).
![]() - техническое время – время технического
обслуживания станка (смена приспособлений).
- техническое время – время технического
обслуживания станка (смена приспособлений).
- время перерывов.
![]()
i – число рабочих ходов, S – подача, [мм/об].
- временная подача, [мм/мин].
- согласно машиностроительным нормативам,
- оперативное время.
, , ,
- подготовительно-заключительное время (время, затраченное на ознакомление с заданием).
, n – объём деталей.
- штучно-калькуляционное время.
![]() ,
,
![]() -
действительный фонд рабочего времени
за год,
-
действительный фонд рабочего времени
за год,
В – количество рабочих на рабочем месте.
Такт выпуска – интервал времени, через который происходит выпуск единицы продукции.
![]() ,
[мин / шт] - такт выпуска,
,
[мин / шт] - такт выпуска,
![]() - номинальный фонд рабочего времени,
[ч].
- номинальный фонд рабочего времени,
[ч].
Число рабочих дней * число смен * число часов в смене.
![]() ,
[ч].
,
[ч].
Для машиностроительных производств:
: 2 смены – 4015ч., 1 смена – 1860ч.
N – объём выпуска продукции.
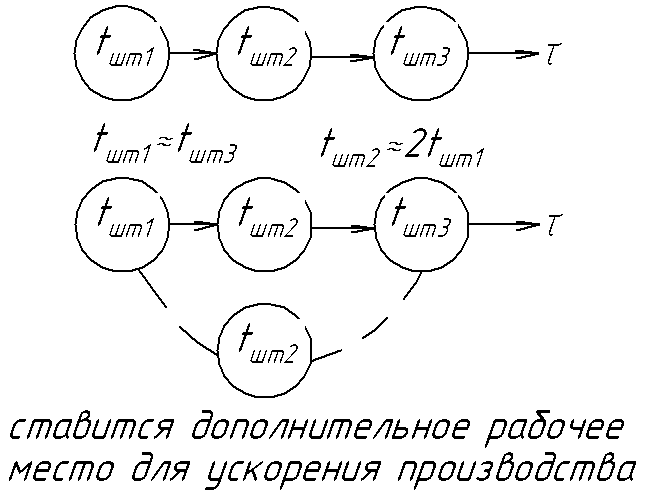
Синхронизация по такту выпуска:
![]() ,
k = 1,2,3…
,
k = 1,2,3…
Допускается: недогруз – 10%, перегруз – 15%. Иначе увеличится .
(массовое и крупносерийное производство).