

31. Маршруты обработки зубчатых колес.
З/к: конические, цилиндрические, червячные.
Зубья: прямые, косые, спиральные, шевронные.
Материалы:
1. Слабонагруженные з/к – из углеродистой стали, чугуна, текстолита, капрона и т.д.
2. Сильнонагруженные з/к – из легированных сталей (35ХМ, 45Х, ХГТ)
Т/О: закалка ТВЧ, цементация + закалка.
Червячные колёса изготавливают из бронзы и модифицированного чугуна.
Основные параметры точности:
Обычно IT7 (IT6…IT8), неперпендикулярность торцов к оси 0,1 мкм/мм, эксцентричность зубчатого венца относительно посадочных поверхностей 0,03…0,05мм.
Точность остальных элементов – IT9…IT12.
Заготовки: до 50мм – из проката, большой – свободная ковка (мелкосерийное производство), штамповка на молотах (массовое производство).
С хвостовиком – на ГКМ. Заготовки из СЧ – литьём, из пластмасс – прессованием.
Механическая обработка: до нарезания зубьев и обработка зубчатого венца с отделочными работами.
Пример маршрута обработки з/к IT6, сталь 18ХГТ, диаметр до 220мм, m = 2,5…5.
005 Заготовительная (заготовка – штамповка).
010 Токарно-револьверная.
015 Т/О (нормализация + отпуск).
020 Токарно-револьверная (обработка внутреннего отверстия под протягивание)
025 Вертикально-протяжная.
030 Слесарная (зачистка заусенцев).
035 Торцешлифовальная.
040 Внутришлифовальная.
Зубья нарезают на чисто обработанной поверхности!!!
045 Зубонарезная.
050 Зубозакругляющая.
055 Т/О (нормализация + отпуск или цементация + закалка + низкий отпуск).
060 Притирочная (притирка тоорцев).
065 Торцешлифовальная.
070 Зубошлифовальная (Ra 0,8).
075 Т/О (искусственное старение).
В серийном производстве обработку ведут групповым методом.
Зубья с модулем 1мм могут быть получены методами холодного и горячего прокатывания.
Шевингование – обычно используется после фрезерования после чистовой обработки (отделка зуба до Т/О).
32. Методы обеспечения точности сборки.
Обеспечение заданной механической обработки:
1. Метод индивидуального получения размера (МИПР).
2. Метод автоматического получения размера (МАПР).
МИПР:
Станок предварительно не настраивается. Суппорт перемещается до момента касания резца и заготовки. Проходим деталь резцом. Промеряем деталь. Метод последовательных проходов и промеров (в основном для единичного и мелкосерийного производства).
МАПР:
1. До начала обработки производится настройка станка на получение заданных размеров.
2. На станок устанавливается приспособление, в которое и помещается эталонная деталь.
3. Инструмент устанавливается по отношению к приспособлению.
4. Заготовки устанавливаются в приспособлении без выверки.
5. Наладка станка не меняется на протяжении всей партии деталей.
Точность сборки – степень соответствия фактического значения точности замыкающего звена точности, заданной по чертежу.
МАПР:
1. Метод полной взаимозаменяемости.
Качество сборки обеспечивается простым соединением деталей без каких-либо операций.
![]() ,
,
![]() - допуск всех промежуточных звеньев.
- допуск всех промежуточных звеньев.
При
![]() ,
,
![]()
2. Метод неполной взаимозаменяемости.
(3-5) % брака.
3. Метод групповой взаимозаменяемости.
Применяется при очень высокой точности замыкающего звена.

3 вида деталей сортируют по группам. Определяется количество групп сортировки.
![]() ,
,
 ,
,
![]() .
.
Подбирается, какая с какой группой может соединяться.
МИПР:
1. Метод регулировки.
Точность замыкающего звена обеспечивается за счёт изменения положения 1 из звеньев размерной цепи, называемого подвижным компенсатором.

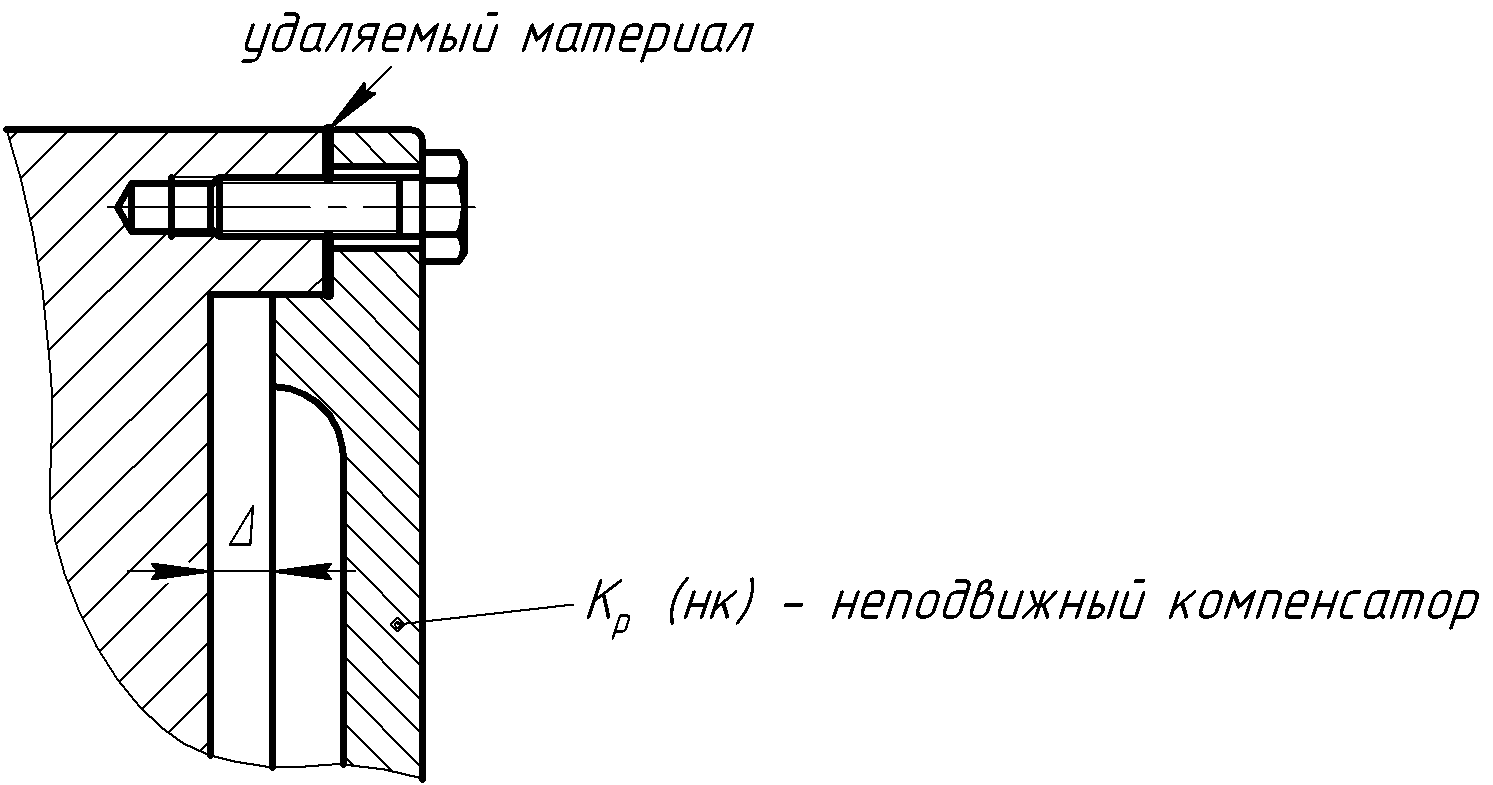
2. Метод пригонки
Точность замыкающего звена обеспечивается за счёт удаления материала у 1 из деталей, входящих в размерную цепь.
1мм и > - фрезерование,
(0,1…0,6)мм – шлифование,
0,01мм – шабрение,
0,07мм – слесарная припиловка.