

1. Технологическая характеристика машиностроительного производства. Влияние типов производства на уровень проработки технологических и производственных процессов.
Основные признаки, определяющие тип производства:
1. Номенклатура.
2. Регулярность.
![]() - коэффициент закрепления операции.
- коэффициент закрепления операции.
![]() ,
О – количество операций, выполняемых
в течение месяца,
,
О – количество операций, выполняемых
в течение месяца,
Р – число рабочих мест.
Может быть: на предприятии в целом, в отдельном цеху, на участке.
Типы производства:
Массовое (М).
Серийное (С).
Единичное (Е).
(1) Характеризуется узкой установившейся номенклатурой и постоянными большими выпусками объёма продукции.
![]()
За каждой ТОп закреплено своё место. Оборудование располагается в строгой последовательности проведения технологического процесса. Станки используются специальные.
(2) Характеризуется ограниченной номенклатурой изделий, изготовленных периодически повторяющимися партиями и большим объёмом выпуска.
Серия – к изделиям (сборкам).
Партия – к деталям.
![]() - серийное производство,
- серийное производство,
![]() - среднесерийное,
- среднесерийное,
![]() - мелкосерийное.
- мелкосерийное.
Основные признаки: за каждым рабочим местом закрепляется несколько ТОп. Оборудование устанавливается согласно основным этапам обработки.
(3)
![]() - нет.
- нет.
Характеризуется широкой номенклатурой. Оборудование – только универсальное.
2. Производственный процесс и его структура. Показатели качества.
Изготовление изделия на машиностроительных предприятиях осуществляется в результате
Производственного процесса – совокупность всех действий людей и орудий труда, необходимых на данном предприятии для ремонта и изготовления продукции.
ПП машиностроения охватывают:
Подготовку средств производства и организацию обслуживания рабочих мест.
Хранение и получение материалов и полуфабрикатов.
Транспортирование материалов, заготовок, полуфабрикатов, готовых изделий, контроль, упаковка готовой продукции и другие действия.
Техническая подготовка производства в соответствии с жизненным циклом изделия включает ТПП (технологическую подготовку производства) и КПП (конструкторскую подготовку производства).
Важнейшей частью ПП является:
Технологический процесс (ТП) – часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда (изделия и заготовки).
1. Изготовление исходных заготовок.
2. Термическая обработка.
3. Сборка изделия.
Для осуществления любого ТП в машиностроительном производстве необходимо применение совокупности орудий производства, называемых средствами технологического оснащения (СТО).
ТО – средства технологического оснащения, в которых для выполнения определённой части ТП размещаются материалы или заготовки и средства воздействия на них.
В средствах технологического оснащения дополняющего оборудования – технологическая оснастка (режущий инструмент, калибры, пробки…).
Рабочее место – элементарная структурная единица предприятия, где размещены исполнители работ, обслуживаемое ТО, часть конвейера; а на ограниченных участках - оснастка и предметы труда.

1. Условное обозначение станка (оборудование).
2. Рабочее место.
3. Рабочий.
Технологическая операция (ТОп) – законченная часть технологического процесса, выполняемая на 1 рабочем месте.
Операция охватывает все действия оборудования или рабочих над 1 или несколькими одновременно обрабатываемыми объектами производства, содержащими операции, изменяющиеся в широких пределах (на 1 станке, на нескольких станках, на автоматических линиях).
Число ТОп в ТП: * 1-2 операции.
Пр. прутковый п/а, АЛ: * до 100 операций (лопатки турбин, сложные корпусные детали).
Маршрутно-технологический процесс (МТП) – последовательность ТОп, результатом выполнения которых является достижение фиксированного состояния предмета труда.
Операция, как составной процесс, имеет свою структуру.
Технологический переход – законченная часть ТОп, выполняемая 1 и теми же средствами технологического оснащения при постоянных технологических режимах.
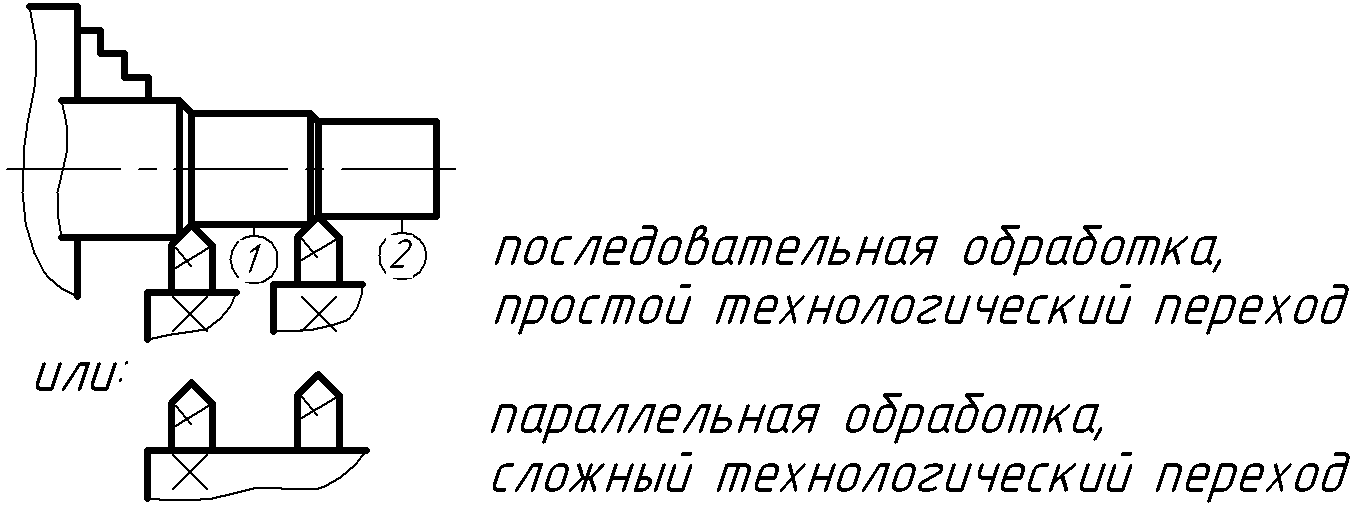
Состав, последовательность и содержание выполнения технологических переходов определяет структуру ТП.
1. Концентрация.
2. Дифференциация (расчленение).
ТОп может быть основана на (1) и (2) технологических переходах.
При (1) – структура операции включает максимальное число Тпереходов.
При (2) – стремятся к минимизации их числа.
Инструментальный переход – часть ТОп, характеризующаяся постоянством инструмента, режима обработки и непрерывностью траектории (замкнутостью) инструмента.
Рабочий ход – часть перехода, при которой снимается 1 слой материала без изменения режима станка.
i/t, S [мм/об], V [м/мин], n [об/мин].
t – глубина, [мм].
i – рабочий ход.
t: 5мм – максимальный слой для Al сплавов, 3мм – для стали.
Минимальный для стали: 5мкм. А вообще: 10…20 мкм.
Приём – законченная совокупность отдельных движений в процессе выполнения операций.
1. Основные (рабочие).
2. Вспомогательные.
Установ – часть ТОп, выполняемая при неизменно закреплённой заготовке
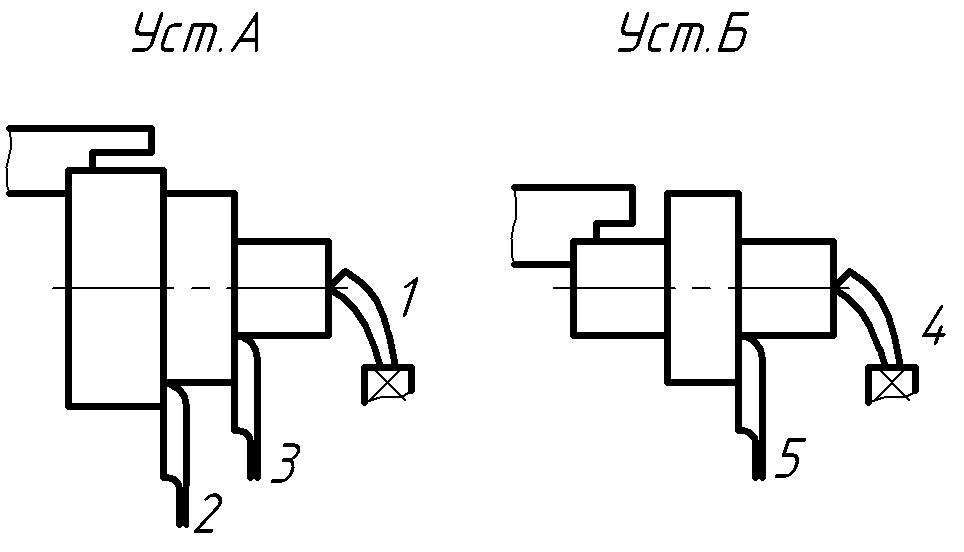
2 установа, 5 переходов.
Позиция – фиксируемое положение, занимаемое неизменно закреплённой заготовкой совместно с приспособлением относительно инструмента или неподвижной части станка.