

Виды баз и число утрачиваемых степеней свободы.
Установочная база лишает деталь трех степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг двух других осей.
Направляющая база лишает изделие двух степеней свободы – перемещения вдоль одной оси и поворота вокруг другой. База, лишающая деталь четырех степеней свободы – перемещения вдоль двух осей и поворота вокруг них – называется двойной направляющей базой.
Опорная база лишает деталь одной степени свободы – перемещения или поворота относительно какой-либо оси. База, лишающая деталь двух степеней свободы – перемещения вдоль двух осей – называется двойной опорной базой.
Определение относительной опорной способности профиля поверхности.
Из-за шероховатости поверхности фактическая площадь контакта детали по этой поверхности с другой деталью будет меньше геометрической. Относительная опорная способность профиля поверхности определяется как отношение реальной опорной способности (исходя из фактической площади контакта) к теоретической опорной способности (исходя из геометрической площади контакта).
Явления гистерезиса на диаграммах жесткости.
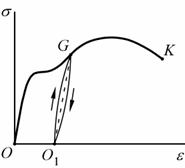
При растяжении образца от точки О до точки G (за пределом упругой деформации) и распускании у образца будет наблюдаться остаточная деформация ОО1. Если затем вновь подвергнуть образец нагрузке, то на диаграмме жесткости кривые расслабления GO1 и напряжения O1G образуют петлю гистерезиса.
Явление гистерезиса можно определить как необратимую потерю энергии деформации в результате несовпадения кривой нагружения с кривой разгрузки. При свободных колебаниях гистерезис является причиной постепенного затухания колебательного процесса.
№11
Количественный и сравнительный методы оценки шероховатости поверхности.
Для количественной оценки шероховатости используют щуповые или оптические приборы, значения высоты неровностей определяется по шкалам приборов (профилометр) или по увеличенному изображению профиля (профилограф).
Косвенная оценка проводится с помощью эталонов шероховатости и интегрального метода, который заключается в измерении расхода воздуха, прошедшего между соплом прибора и измеряемой поверхностью. Эти приборы калибруются так же по эталонам.
Влияние погрешности направляющих станка на точность формы детали.
Геометрическая погрешность изготовления станка вызывает отклонения значений размеров, формы и расположения обработанных поверхностей. Например, отклонение от паралельности оси шпинделя токарного станка по отношению к направляющим станины характеризуется конусностью:
кон=д*Lз/Lр,
где д – допустимое отклонение параллельности оси шпинделя к направляющим на длине Lр, Lз – длина заготовки.
Например, отклонение плоскостности, параллельности и линейности направляющих не должно превышать 0,02 мм на 1000 мм длины, допуск радиального биения шпинделей 0,01…0,05 мм, а торцового – 0,01…0,02 мм.
Понятия «операция», «позиция», «переход» применительно к поточной линии и к автоматической линии.
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте или в одном автомате. Это основной элемент производственного планирования и учета, на нее выписывается вся технологическая документация.
Позиция – фиксированное положение, занимаемое неизменно закрепленной заготовкой или сборочной единицей относительно неподвижной части оборудования при выполнении определенной части операции. Каждая новая позиция достигается перемещением инструмента относительно установочного приспособления и заготовки или поворота приспособления вместе с заготовкой.
Переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при неизменных технологических режимах и установке.
№12