

1.5 Знаки, зазоры стержня
Зазоры стержня необходимы для обеспечения оптимальной установки стержней при сборке формы. Величина зазора выбирается по ГОСТ 3212-92 «Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров»
Таблица 2
Диаметр стержня, мм |
Длина стержня, мм |
Длина знака,мм |
60 |
160 |
40 |
80 |
45 |
Таблица 3
Длина знака, мм |
Длина стержня, мм |
Зазор S1, мм |
Зазор S2, мм |
40 - 60 |
160 |
0,5 |
0,5 |
1.6 Выбор габаритов, конструкции опок.
Формы в литейном производстве изготовляют в основном в опоках. Опоки изготовляют из чугуна марок СЧ15, СЧ20 и стали марок 20Л, 25Л и ЗОЛ. Наиболее совершенными считаются литые или сварные опоки. Обычно форму получают в двух опоках верхней и нижней. Для транспортирования и кантовки на малых опоках предусмотрены рачки, а на больших (крановых) цапфы.
Опоки для автоматической формовки должны обладать большой жесткостью, точностью и быть взаимозаменяемыми. Для сборки форм применяются под опочные плиты. Для удаления газов в плите предусматривают отверстия. Определяют точность сборки штыри и втулки. На машинной формовке крепление полуформ осуществляется грузами, скобами.
В соответствии со свыше перечисленными данными было принято решние
взять опоки 700*600* 200/200.
1.7 Расположение отливок в форме
При определении количества деталей в форме соблюдал рекомендуемую толщину слоев формовочной смеси на различных её участках, в зависимости от массы отливки:
минимально допустимая толщина слоя от модели до стенки опоки 40 мм;
толщина слоя между моделью и шлакоуловителем не менее 40 мм;
толщина слоя между моделями не менее 40 мм;
Необходимо выбрать оптимальные размеры опок, так как применение размеров опок больших, чем рекомендуемые влечет увеличение затрат труда на уплотнение формовочной смеси, нецелесообразный расход смеси, а применение меньшей толщины может вызвать брак отливок вследствие разрушения металлом формы.
Соблюдая все размеры, в форме 700х600х200/200 помещается 4 отливки.
1.8 Расчет элементов литниковой системы
При расчете литниковых систем всегда надо подразумевать, что расплав, из которого изготавливается отливка, находится в жидком состоянии, в котором всегда присутствуют различные включения. Однако при расчете литниковых систем применяют формулы, которые используют для расчета идеально чистых жидкостей. В практике существует несколько методов расчета:
по гидравлической формуле Озанна-Диттерта;
графический метод по номограмме Соболева;
по удельной скорости заливки.
Из трех методов самые точные результаты получаются при использовании гидравлической формулы Озанна-Диттерта. Произвожу расчет литниковой системы для отливки « Стакан »:
Расчетным местом литниковой системы является суммарная площадь сечения питателей, см2:
![]()
где G - масса жидкого металла в форме, кг;
μ – коэффициент, учитывающий сопротивление каналов литниковой системы;
τ - продолжительность заполнения (заливки) формы, с;
НР - расчетный металлостатический напор металла, м;
ρ – плотность жидкого металла, кг/м3;
g – ускорение свободного падения, м/с2.
Масса заливаемого в форму жидкого металла в данном случае определяется из равенства G = 4Q (в форме расположено 4 отливки).
Расчетный металлостатический напор зависит от высоты отливки, а также от ее положения в форме и определяется из следующего уравнения:
![]()
где Н – напор металла над питателями, мм;
Р – высота отливки над уровнем подвода металла в форму, мм;
С – максимальный размер отливки по высоте, мм.
Продолжительность заливки определяют по формуле:
![]()
где S – коэффициент, учитывающий толщину стенки отливки.
Определив ΣFП, найдем площади сечений остальных элементов литниковой системы: шлакоуловителя ΣFШ и стояка ΣFСТ.
ΣFП : ΣFШ : ΣFСТ = 1 : 1,1 : 1,2
G = 5,2*4+30% = 27 кг;
μ = 0,5;
ρ = 7000 кг/м3;
g = 9,8 м/с2;
Н = 200 мм;
S = 2;
δ = 10 мм;
![]() с;
с;
![]() с;
с;
Принимаем 10 сек.
Нср = Нст – hВ2/2* h0 = 200-952/2*190 = 176 мм
ΣFП
=
![]() =
0,00042=4,2 см2
;
=
0,00042=4,2 см2
;
ΣFШЛ = 4,2 * 1,1 = 4,62 см2;
ΣFСТ = 4,2 * 1,2 = 5,04 см2;
Рассчитываем размеры сечений элементов литниковой системы. Так как шлакоуловитель разделяется на две ветви, площадь сечения каждой ветви FШ = ΣFШ / 2 = 2,6 / 2 = 1,3 см2. Принимаем трапецеидальное сечение шлакоуловителя. Размеры сечения определяем из следующих соотношений: высота шлакоуловителя hШ = 1,25aШ, нижнее основание сечения аШ = 1,3bШ (где bШ - верхнее основание сечения шлакоуловителя).
½ * hШ * ( aШ + bШ )=1,6;
½ * 1,625 * bШ * ( 1,3 * bШ + bШ )=1,6 ;
3,74 * bШ 2 = 2,31*2 ;
bШ = 1,1 см ;
аШ =1,43 см ;
hШ =1,8 см ;
Питателей в форме всего четыре. Площадь сечения одного питателя
FП = ΣFП / 4 = 4,2/4 = 1,05 см2. Принимаем трапецеидальное сечение питателя. Размеры сечения определяем из следующих соотношений: высота питателя hП = 0,25 * hШ, нижнее основание сечения aП = bП + 3 (где bП - верхнее основание сечения питателя).
0,45 * ½ * (bП + bП + 0,3 )=1,05 ;
bП = 1,5 см;
aП = 1,2 см;
hП = 0,8 см;
Принимаем стояк круглого сечения диаметром у основания :
![]()
![]() ;
;
Определяем Lmin – минимальное расстояние от стояка до первого питателя:
Lmin
=
![]() = 18,5 см ;
= 18,5 см ;
G
ср
=
![]() ;
;
G н.расх = К * Gсред = 1,1 * 2,7 = 2,97 ;
К = 1,1 ;
Выбор литниковой воронки осуществляется опытным путём, исходя из рекомендаций. Выбираю следующую воронку :
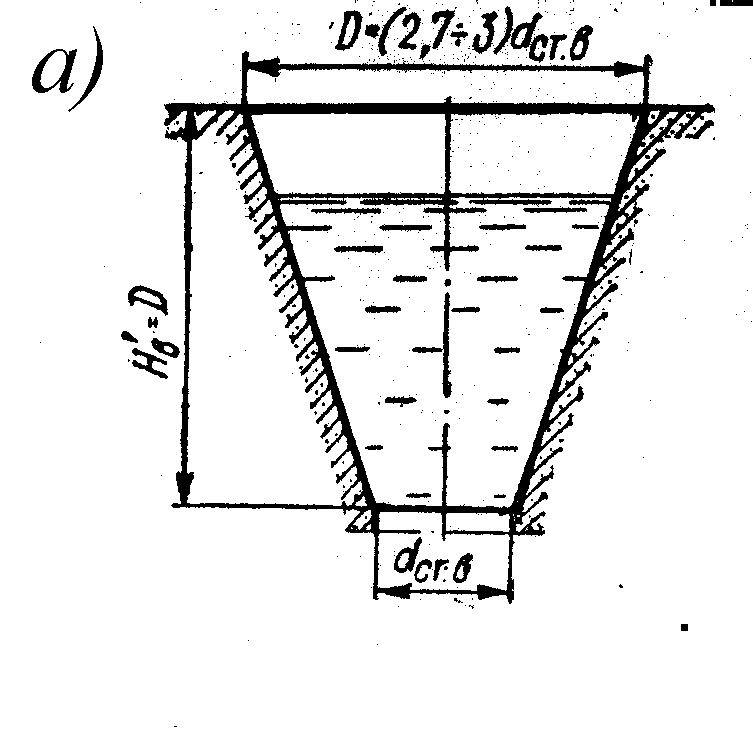
-
dст.в
(калибр)
D
Hв
Масса металла в воронке, кг
23
68
68
0,7