

7Литье в песчано-глинистые формы
Этот способ литья экономически целесообразен при любом характере про-изводства, для деталей любых масс, конфигурации, габаритов, для получения отливок практически из всех литейных сплавов. Изменяя способ формовки, используя различные материалы моделей и составы формовочных смесей, можем получить отливки с достаточно точными размерами, чистой поверхностью, не требующие последующей механической обработки по отдельным поверхностям. В общем случае литьем в песчано-глинистые формы можно получить отливки с шероховатостью поверхности Rz= 320/40 мкм и с точностью, соответствующей 14-17-му квалите- там и грубее.
В литейном производстве роль основного инструмента для изготовления отливок выполняет литейная форма. Она представляет собой систему элемен-тов, образующих рабочую полость, при заливке которой расплавленным метал-лом формируется отливка.
Для подвода расплава в рабочую полость формы используют литниковую систему, состоящую из каналов и элементов литниковой формы, обеспечиваю-щих ее заполнение, а также питание отливок при затвердевании.
Литниковые формы изготовляют как из неметаллических материалов (пес-чано-глинистых смесей и др.), так и из металлов (чугунные, стальные, алюминиевые). Многообразие современных литейных форм (при правильном выборе их разновидности для каждого конкретного случая) открывает возмож-ность экономично, в соответствии с требованиями к качеству, изготовить раз-личные по массе, конфигурации, точности и свойствам металла отливки прак-тически из любых сплавов.
Общая схема технологического процесса изготовления отливок в песчаных формах представлена на рисунке 3.1.
В снязи с небольшой программой выпуска чугунной отливки (рисунок 3,3) и целесообразностью применения ручной формовки изготовляют разъемную леревянную модель, проставляют заранее изготовленный в стержневом ящике ( рисунок 3.2) стержень 5 (рисунок 3.3, в), выполняющий в отливке отверстие, после чего по цетрирующим штырям 8 устанавливают верхнюю часть формы (рисунок 3.2, л) и стержневой ящик (рисунок 3.2, б), а также модели элементов литниковой системы (рисунок 3.2, в). По нижней 2 и верхней 1 половинам мо-тели уплотнением песчано-глинистой смеси в металлических опоках 1 и 2 изго-тавливают нижнюю (рисунок 3.3, в), а затем верхнюю (рисунок 3.3, б) части ли-тейной формы В них со стороны торцовой поверхности, противоположной плоскости разъема, накалывают вентялиционные каналы 3 для удаления из по-лости формы образующихся при заливке паров и газов.
Для получения каналов элементов литниковой системы используют моде-ли 7-10 (рисунок 3.2, я), либо прорезают каналы этих элементов вручную (в рассматриваемой схеме так выполнена литниковая чаша 4 после извлечения стояка 6, рисунок 3.3, в).
Готовые формы разъединяют, из них извлекают модели, полученные по-лос? и осматривают и исправляют инструментом, затем в нижнюю часть формы устанавливают стержень.
Стержень изготовляют из специальной песчанной смеси, в разъемном стержневом ящике, состоящем из половин 3 и 4 (рисунок 3.2, б), которые соединяют по втулкам 5 и дюбелям 6. Для повышения прочности, газопроницае-мости стержней их обычно просушивают или отверждают химически. Подготовленная к заливке форма показана на рисунке 3.3, в.
Во избежание подъема верхней части формы расплавом при заливке опоки скрепляют либо на форму устанавливают груз 7. После заливки расплава, затвердевания его и охлаждения отливки песчанную форму разрушают, а отливку выбивают из нее вместе с литниковой системой (рисунок 3.3, г). Далее следуют операции отделения литниковой системы, обрубки, очистки, термической обработки и контроля отливки (рисунок 3.1), после чего заготовка поступает на механическую обработку.
Получаемые заготовки характеризуются низкой точностью, высокими параметрами шероховатости и большими припусками на механическую обработку Стоимость изготовления отливок минимальна, но стоимость их механической обработки больше, чем заготовок, полученных остальными способами литья. Литье в песчаные формы требует наибольших затрат металла. В песчаных формах получают преимущественно отливки из стали, чугуна, реже - из цветных металлов. этот способ чаще всего применяется в единичном и серийном производствах Применение его в массовом производстве возможно только при высокой степени механизации
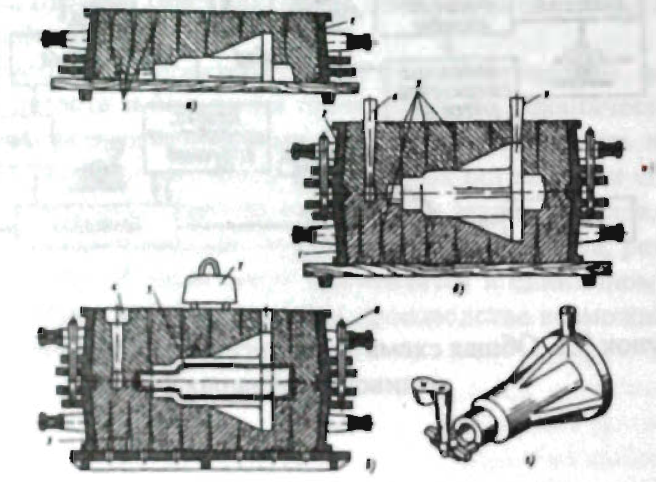
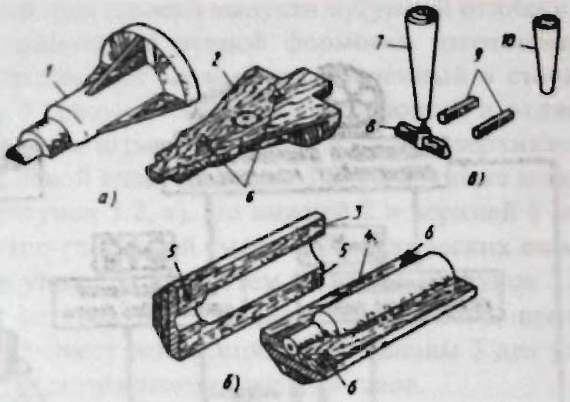
Рисунок 3.2 Разъемная модель [а), стержневой ящик со стержнем . и модеди элементов литниковой системы (в)