38 Назначение припусков и допусков. Определение исходного индекса поковки.
Основные припуски на механическую обработку поковок находят в зависимости от исходного индекса, линейных размеров и шероховатости поверхности детали по таблице 5.8. [1]. Исходный индекс определяется по рисунку 4.31, на котором штрихпунктирной линией показан пример определения исходного индекса для поковки массой 1,5 кг, группа стали М3, степень сложности С2, класс точности Т1. Если заготовка подвергается пламенному нагреву или проходит дополнительные технологические операции (двойная термическая обработка, сварка, калибровка и т. п.), допускается по согласованию с потребителем увеличить припуск на сторону на 0,5...0,1 мм.
Допуски и допускаемые отклонения линейных размеров поковок назначают в зависимости от исходного индекса и размера поковки по таблице 5.9. [1] Допускаемые отклонения внутренних размеров устанавливаются с обратными знаками. Допуск размеров, не указанный на чертеже поковки, принимается равным 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями.
39 Установление штамповочных уклонов и радиусов закруглений.
Они должны устанавливаться на поверхностях, располагающихся параллельно движению бабы молота или ползуна пресса. Уклоны служат для облегчения заполнения полости штампа и удаления из нее поковки.
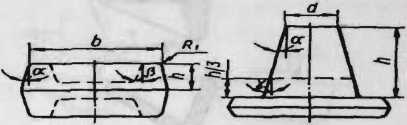
Штамповочные уклоны делятся на внешние, относящиеся к поверхностям, по которым между поковкой и стенкой штампа образуются зазоры вследствие тепловой усадки при остывании поковки, и внутренние, относящиеся к поверхностям, которые при остывании поковки оказываются плотно посаженными на высоту штампа. При сложной конфигурации поковки один и тот же уклон неоднократно переходить из наружного во внутренний и обратно. На поковках, имеющих форму тел вращения, с целью экономии металла делают двойные уклоны: входной у и основной а (рисунок 4.36, б). Штамповочные уклоны зависят от формы и размеров полости штампа в плане, ее глубины, материала поковки, способа штамповки, наличия выталкивателей и т. п. Рекомендуемые значения уклонов приведены в таблице 4.1. Меньшие значения принимают при малом отношении глубины к ширине полости штампа. После назначения штамповочные уклоны корректируют таким образом, чтобы линия разъема в верхнем и нижнем штампах была одинаковой (рисунок 4.37). После этого на все пересечения поверхностей поковки назначают радиусы закруглений, которые уменьшают концентрацию напряжения в углах ручьев штампа, улучшают заполнение полости штампа и уменьшают износ острых углов и кромок штампов.
Различают два вида радиусов закругления штампов: внутренние гвн и наружные, или внешние, гн (рисунок 4.38, б). У поковок буквенные обозначения радиусов расположены в обратном порядке (рисунок 4.38, а). Радиусы закруглений должны иметь достаточную величину. Наружный радиус R„ у поковок трудно выполнить небольшим: металл затекает в угол штампа с малым радиусом в последнюю очередь.
б