

Глава 4. Примеры реализации аспу для различных областей использования
4.1. Программный комплекс обработки и сбора учетно-производственной информации
Описанные выше объектно-структурные модели реализованы на базе программного комплекса, предназначенного для автоматизации обработки и сбора учетно-производственной информации в МПП.
В качестве шаблона для логического моделирования использована описанная в разделе 2.3 объектная модель АСПУ.
Программный комплекс обработки и сбора учетно-производственной информации для МПП (далее – программный комплекс) разработан по техническому заданию, согласованному с ведущими специалистами предприятий текстильной и деревообрабатывающих отраслей промышленности.
В процессе разработки программного комплекса приняты во внимание специфика ведения производственного учета на предприятиях с МПП и современные тенденции в области проектирования систем данного типа.
Перечислим ряд обязательных требований, которые необходимо было учесть при разработке программного комплекса:
ведение производственного учета по принятым российским стандартам;
возможность формирования произвольной отчетности;
ведение журналов операций и спецификаций;
организация единой информационной базы данных;
экспорт данных из информационной базы данных в форматы файлов популярных пакетов офисной автоматизации;
автоматизация и контроль доступа в систему на уровне групп пользователей;
возможность настройки под конкретных пользователей;
возможность интеграции с существующей КИС предприятия.
С учетом функций, выполняемых конкретными исполнителями в реальных условиях, диаграмма вариантов использования программного комплекса имеет вид, представленный на рис. 4.1.
Как следует из диаграммы, в качестве актеров выступают актеры (пользователи): Технолог, Учетчик и Кладовщик.
Актер Кладовщик обращается к прецеденту расхода сырья и готовой продукции в производство, который при участии Учетчика инициирует прецедент оперативного учета незавершенного производства и готовой продукции на выходе технологического процесса.
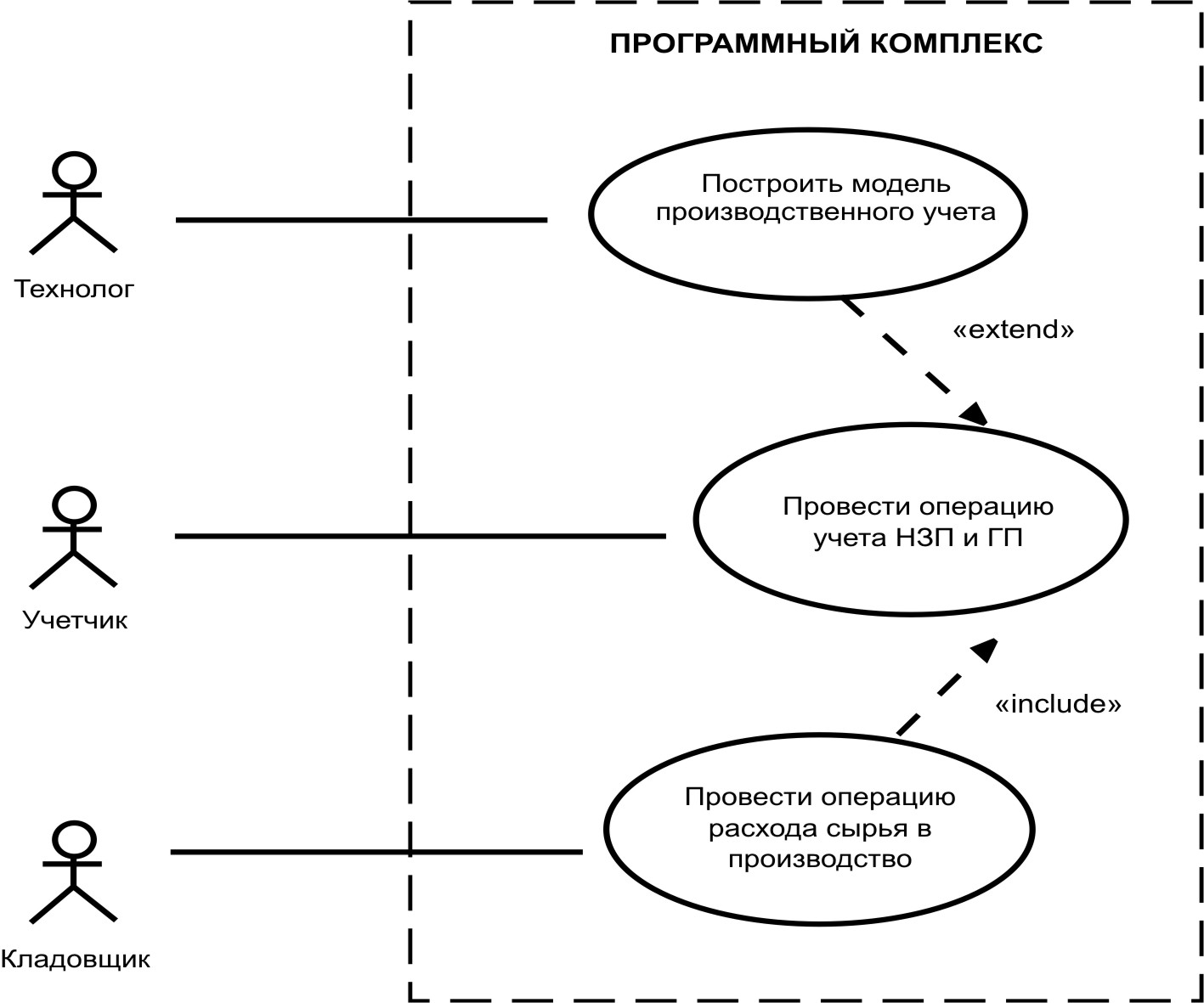
Рис. 4.1. Диаграмма вариантов использования программного комплекса
При отсутствии необходимой модели учета незавершенного производства актер Технолог инициирует соответствующий прецедент по согласованию с Учетчиком.
На рис. 4.2 представлена структурная схема программного комплекса.
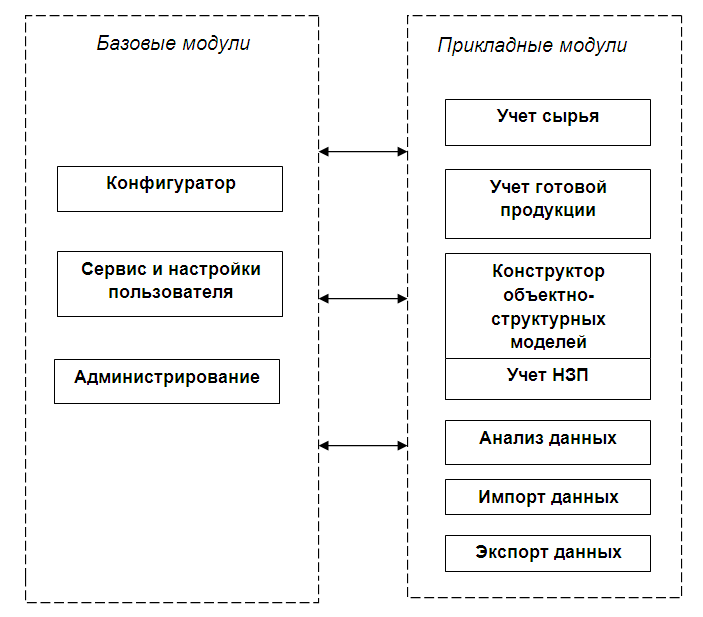
Рис. 4.2. Структурная схема программного комплекса
Условно структуру программного комплекса можно представить в виде двух блоков:
базовые модули (неизменяемый постоянный блок программного комплекса);
прикладные модули (варьируется в зависимости от конфигурации).
Модульная организация программного комплекса (табл. 4.1) упрощает процесс его разработки и тестирования, а также обеспечивает высокую эффективность реализации учетной политики конкретного предприятия.
Таблица 4.1
Модули программного комплекса
Модуль
|
Основные функции, реализуемые модулем |
Базовые компоненты |
|
Конфигуратор |
конфигурирование программного комплекса |
Сервис и настройки |
настройка пользовательского интерфейса (панель инструментов, меню), работа с генератором запросов к информационной базе данных, передача данных по электронной почте. |
Администрирование |
авторизация и назначение прав доступа, резервное копирование базы данных, просмотр журнала аудита, мониторинг пользователей. |
Справка |
полнофункциональная контекстная помощь. |
Прикладные компоненты |
|
Учет сырья |
реализация принятой на предприятии схемы учета сырья, формирование номенклатурных номеров ТМЦ по группе «Сырье», ведение соответствующих журналов операций. |
Конструктор объектно-структурных моделей |
построение и калибровка объектно-структурных моделей учета НЗП в технологическом процессе. |
Продолжение табл. 4.1
Учет НЗП |
реализация принятой на предприятии методики учета незавершенного производства, ведение соответствующих журналов операций. |
Учет готовой продукции |
реализация принятой на предприятии методики учета готовой продукции, формирование номенклатурных номеров ТМЦ по группе «Готовая продукции», ведение соответствующих журналов операций. |
Анализ данных |
модуль анализа данных с графической визуализацией результатов, организованный на базе рабочей книги табличного процессора Excel. Реализует согласованную с заказчиком методику анализа данных. |
Импорт данных |
обеспечивает импорт данных из внешних источников |
Экспорт данных |
обеспечивает экспорт данных в форматы DBF, XLS, XML |
Фрагмент логической модели данных подсистемы учета НЗП представлен на рис. 4.3.
На фрагменте изображены следующие основные сущности, участвующие в учете НЗП:
Технологический процесс (ТП);
Схема ТП;
Склад-модуль;
ТМЦ;
Операция;
Запас ТМЦ.

Рис. 4.3. Фрагмент логической модели данных подсистемы учета НЗП
Связи между выделенными сущностями можно описать следующим образом:
ТП может быть связан только с одной номенклатурной позицией ТМЦ («один к одному»);
ТП должен иметь Схему ТП («один к одному»);
Склад-модуль может быть связан со многими Схемами ТП («один ко многим»);
Операция учета НЗП может проводиться только по одной ТМЦ («один к одному») и одному Складу-модулю («один к одному»);
на Складах-модулях могут храниться Запасы по многим ТМЦ («много ко многим»).
Программный комплекс реализован в двухзвенной архитектуре «клиент-сервер» в среде Visual FoxPro 9.0 [23].
В качестве сервера баз данных используется СУБД MS SQL Server [7].
Интеграция приложения программного комплекса с сервером баз данных осуществляется с помощью интерфейса ODBC (Open Database Connectivity) средствами технологии «сквозных SQL- запросов».
Бизнес-правила обработки данных реализуются непосредственно на сервере баз данных с помощью механизма хранимых процедур (stored procedure), что обеспечивает существенное повышение производительности программного комплекса.
Как следует из функциональной схемы программного комплекса (рис. 4.4), модули, входящие в состав прикладных компонентов, представляют собой совокупности средств моделирования, регистрации и обработки информации, реализованные с помощью отдельных подсистем и обменивающиеся данными в динамике.
Такой подход к построению программного комплекса позволяет каждой подсистеме работать как в автономном, так и в интегрированном с другими подсистемами режимах, что обеспечивает универсальность системы в целом и позволяет реализовать функциональность различных автоматизированных рабочих мест специалистов в рамках единого приложения и единой информационной базы данных.
Учет материальных потоков ведется в разрезе номенклатурных номеров ТМЦ, схем технологических процессов и мест хранения ТМЦ, в роли которых могут выступать как реальные склады, так и переделы технологического процесса, что обусловлено особенностью методики построения модели учета НЗП, положенной в основу разработанного программного комплекса.

Рис. 4.4. Функциональная схема программного комплекса
Главными подсистемами, обеспечивающими автоматизацию учета материального потока по всем направлениям, являются подсистемы «Картотека учета ТМЦ на складах и в технологическом процессе производства», «Журнал спецификаций» и «Журнал операций».
При разработке программного комплекса было принято во внимание, что производственный учет на предприятиях с МПП состоит из трех процедур:
учет сырья;
учет незавершенного производства;
учет готовой продукции.
В процессе проведения операций учета используются следующие документы:
приходный ордер, отражающий факт прихода ТМЦ на склад;
расходная накладная, отражающая факт отпуска ТМЦ с реального склада;
маршрутный лист, отражающий движение незавершенного производства в технологическом процессе (прил. 1, рис. П.1.1);
спецификация, сопровождающая готовую продукцию при ее поступлении на соответствующий склад.
Для работы с программным комплексом были определены следующие роли пользователей (табл. 4.2):
Таблица 4.2
Роли пользователей программного комплекса
Наименование |
Права |
Технолог |
построение и калибровка моделей учета незавершенного производства |
Учетчик |
ведение учета незавершенного производства и готовой продукции на выходе технологического процесса |
Кладовщик |
ведение учета ТМЦ на складах сырья и готовой продукции |
Назначение ролей пользователям осуществляется системным администратором с помощью механизма управления учетными записями.
Блоками функциональной схемы программного комплекса, реализующими функции учета НЗП, являются «Картотека учета ТМЦ», «Справочники» и «Сервис и настройка».
Источниками данных для реализации основных функций программного комплекса являются регистры оперативных данных производственного учета, классификаторы и справочники.
Так, в программном комплексе реализован алгоритм формирования номенклатурных номеров заданной структуры по каждому виду учета в соответствии с принятой на предприятии учетной политикой.
Введение жестко организованной структуры номенклатуры номеров ТМЦ позволяет осуществлять производственный учет на предприятии в разрезе единых аналитических групп.
В структуре номенклатурного номера ТМЦ представлены следующие аналитические группы, для каждой из которых организован свой классификатор (табл. 4.3):
Таблица 4.3
Структура номенклатурного номера ТМЦ
-
Аналитическая группа
Количество знаков в номенклатурном номере ТМЦ
группа ТМЦ
5
вид отделки
3
артикул
7
описание
4
сортность
2
типоразмер
2
резервный знак
1
По каждой единице готовой продукции составляется технологическая инструкция, а в системе справочников указанная единица представляется тремя номенклатурными позициями, выстроенными в порядке иерархии процесса производства и связанными с одним и тем же номером технологического процесса в справочнике технологических процессов (сырье - незавершенное производство - готовая продукция).
В соответствии с особенностями модели учета НЗП справочник складов содержит список реальных складов (используются для хранения данных об остатках сырья и готовой продукции, далее – реальные склады) и переделов (в рассматриваемом решении используются только как виртуальные склады, обеспечивающие хранение данных об остатках ТМЦ на переделах) с описаниями схем размещения ТМЦ для каждого склада (прил. 1, рис. П. 1.2).
С точки зрения организации учета и описания реальные и виртуальные склады не отличаются друг от друга, что позволяет контролировать возникновение ошибок при поступлении на конкретный склад группы ТМЦ, не предусмотренной логикой производственного процесса для хранения на этом складе.
Например, на виртуальных складах могут храниться только группы ТМЦ, относящиеся к незавершенному производству или полуфабрикатам. С другой стороны, склад с признаком «реальный» не может быть использован в качестве передела в схеме технологического процесса.
Кроме того, ввод новой номенклатурной позиции на склад должен сопровождаться открытием соответствующей электронной карточки с указанием остатка на начало отчетного периода.
Использование описанных бизнес-правил в значительной степени сокращают вероятность допущения ошибок в учете материального потока.
Справочник схем технологических процессов содержит список технологических маршрутов, разработанных в соответствии с технологической документацией. При этом один и тот же виртуальный склад, имитирующий передел технологического процесса, может использоваться в различных технологических схемах на различных позициях, причем значения технологических коэффициентов могут устанавливаться для каждого конкретного процесса индивидуально (прил. 1, рис. П.1.3).
Моделирование виртуальной логической цепи АСПУ (прил. 1, рис. П.1.4) производится в соответствии с алгоритмом, представленным на рис. 4.5.

Рис. 4.5. Блок-схема алгоритма моделирования
виртуальной логистической цепи АСПУ для N –передельного производства
Учет НЗП может выполняться в двух режимах, устанавливаемых с помощью подсистемы сервиса и настройки:
режим автодвижения ТМЦ, при котором приходы и расходы ТМЦ на переделах технологического процесса автоматически рассчитываются и проводятся по принципу «цепной реакции».
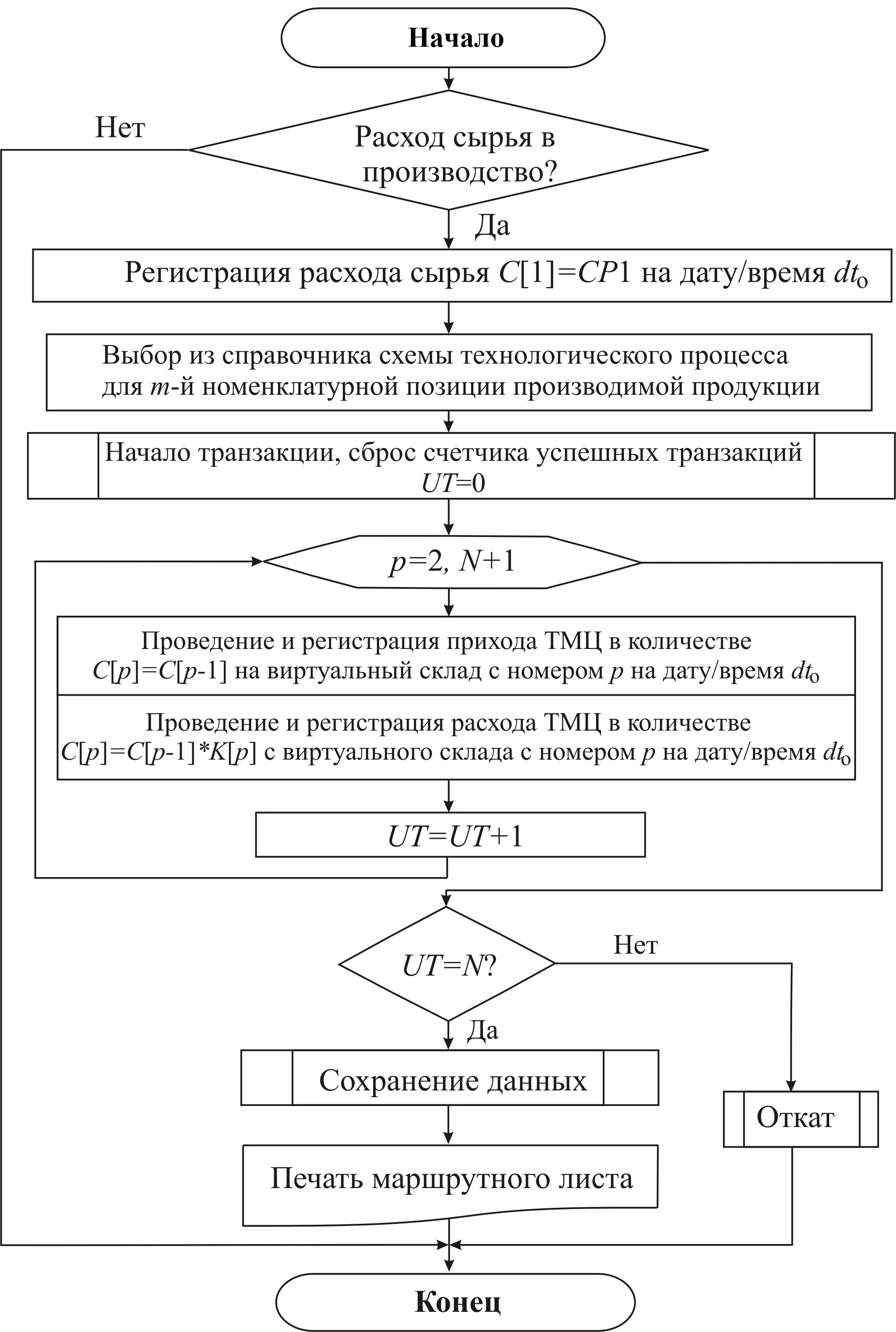
Рис. 4.6. Блок-схема алгоритма функции оперативного учета НЗП
В учете НЗП текстильного производства этот режим инициируется командой на проведение операции расхода сурового полотна по требуемой номенклатурной позиции со склада сырья и выполняется событийной функцией, блок-схема моделирующего алгоритма которой изображена на рис. 4.6.
Входные данные за предыдущие периоды могут быть загружены непосредственно из рабочей базы данных ПК или импортированы из внешнего источника.
Продвижение модельного времени осуществляется с помощью механизма вложенных транзакций, реализуемого на уровне хранимых процедур используемой в программном комплексе СУБД MS SQL Server.
В программе предусмотрена возможность переопределения функций расчета незавершенного производства средствами встроенного интерпретатора макровыражений и скриптов на основе языков программирования xBase и Transact-SQL;
режим стандартного оперативного учета ТМЦ на виртуальных складах.
В этом режиме данные вводятся в систему вручную Кладовщиком в соответствии принятой на предприятии методикой производственного учета.
Так осуществляется ввод оперативных данных учета трикотажного и паркетного производств (прил. 1, рис. П.1.5).
Учет готовой продукции в рулонах на выходе производственного процесса производится Учетчиком и сопровождается внесением соответствующей спецификации в Журнал спецификаций (прил. 1, рис. П.1.6), а также оформлением накладной на внутреннее перемещение готовой продукции на склад.
Механизм блокировки данных СУБД MS SQL Server обеспечивает поддержку их распределенной обработки: пользователи могут независимо друг от друга вводить данные учета ТМЦ для различных моделей и режимов учета, что существенно увеличивает производительность вычислительных экспериментов с моделями учета.
Остатки ТМЦ на всех виртуальных складах на конец отчетного периода формируются с помощью процедуры закрытия отчетного периода.
Валидация выходных данных показателей по конкретной номенклатурной позиции производимой продукции осуществляется путем сравнения их с фактическими данными, полученными на основании результатов инвентаризации в конце отчетного периода (минимальный период- рабочий день).
Если расхождения между фактическими и нормативными показателями (например, из-за сверхнормативных потерь, обусловленных неточными расчетами отходов производства) превосходят допустимые значения, технологами выполняется итерационная процедура калибровки соответствующей модели учета путем подбора нормативных технологических коэффициентов (прил. 1, рис. П.1.7).
В программном комплексе реализованы функции формирования и печати внутренних аналитических отчетов учета материальных потоков, таких как развернутая ведомость остатков и карточка учета движений ТМЦ по складам и переделам.
Для интеграции с другими программными продуктами в программе имеется сервисная функция в виде генератора SQL- запросов с последующим экспортом результатов анализа в DBF- или XLS- файлы. Так, на предприятии, производящем штучный паркет ведется учет и анализ готовой продукции по породе дерева, типоразмеру и виду распила (прил. 1, рис. П.1.8, П.1.9).
Верификация 21 разработанного программного комплекса осуществлялась трассировкой его отдельных модулей с помощью интерактивного отладчика среды Visual FoxPro 9.0 (прил. 1, рис. П.1.10) [22,23]. Интерактивный отладчик позволяет осуществлять остановку прогона программы в момент возникновения планируемого события расхода сырья на производство (breakpoint). При этом на экран выводятся переменные состояния системы, показания счетчиков и другие данные, которые могут быть изменены и пересчитаны вручную.
Применение описанного программного комплекса обработки учетно-производственной информации на предприятиях текстильной и деревообрабатывающей промышленности позволило выработать эффективные меры для снижения сверхнормативных технологических потерь сырья и полуфабрикатов [37,40].