

2.2 Выбор вида исходной заготовки, определение ее размеров
Определение веса заготовки.

где
 - вес поковки
- вес поковки

где
 – плотность.
– плотность.

 -
объём стержня.
-
объём стержня.

где
 - радиус поковки;
- радиус поковки;
 -
длина поковки.
-
длина поковки.

где
 - вес отходов с прибыльной части;
- вес отходов с прибыльной части;
 -
вес отходов с данной части;
-
вес отходов с данной части;
 -
вес отходов на выдру;
-
вес отходов на выдру;
 -
вес отхода на обсечки;
-
вес отхода на обсечки;
 – вес
отходов на угар;
– вес
отходов на угар;
 – вес
отходов на пробы.
– вес
отходов на пробы.

 кг
кг
Согласно
нормативным данным потери металла (для
углеродистой стали), в % от массы всего
слитка составляют:
 ;
;
 ;
;
 (за первый вынос),
(за первый вынос),
 (за каждый последующие),
(за каждый последующие),
 ;
;
 кг. При ковке дополнительным отходом
будет один концевой обруб весом
кг. При ковке дополнительным отходом
будет один концевой обруб весом
 кг.
кг.
Процент
использования металла слитка
 составляет:
составляет:

где
100% - принятый условно вес слитка
 .
.
Тогда

Расчетный вес слитка определяется выражением
 кг
кг
По номенклатуре слитков (таблица 2), выпускаемых на Нижегородских машиностроительных заводах, наиболее оптимальным является нормальный слиток весом 1200 кг. Из которого в последующем будет выковываться 3 вала.
Таблица 2 - размеры кузнечного слитка
|
||||||||||||||||
Вес, т |
Вес отходов, кг |
d1 |
d2 |
d3 |
d4 |
L0 |
Lсл |
Lк |
||||||||
прибыль |
дон.часть |
|||||||||||||||
1,2 |
255 |
10 |
325 |
455 |
140 |
409 |
1000 |
1410 |
100 |
|||||||
2 |
450 |
15 |
430 |
550 |
200 |
500 |
1100 |
1640 |
120 |
|||||||
3 |
650 |
25 |
500 |
630 |
200 |
580 |
1300 |
1800 |
140 |
|||||||
4 |
750 |
93 |
535 |
570 |
296 |
610 |
1400 |
1925 |
145 |
|||||||
5 |
1159 |
100 |
593 |
730 |
296 |
570 |
1535 |
2096 |
150 |
|||||||
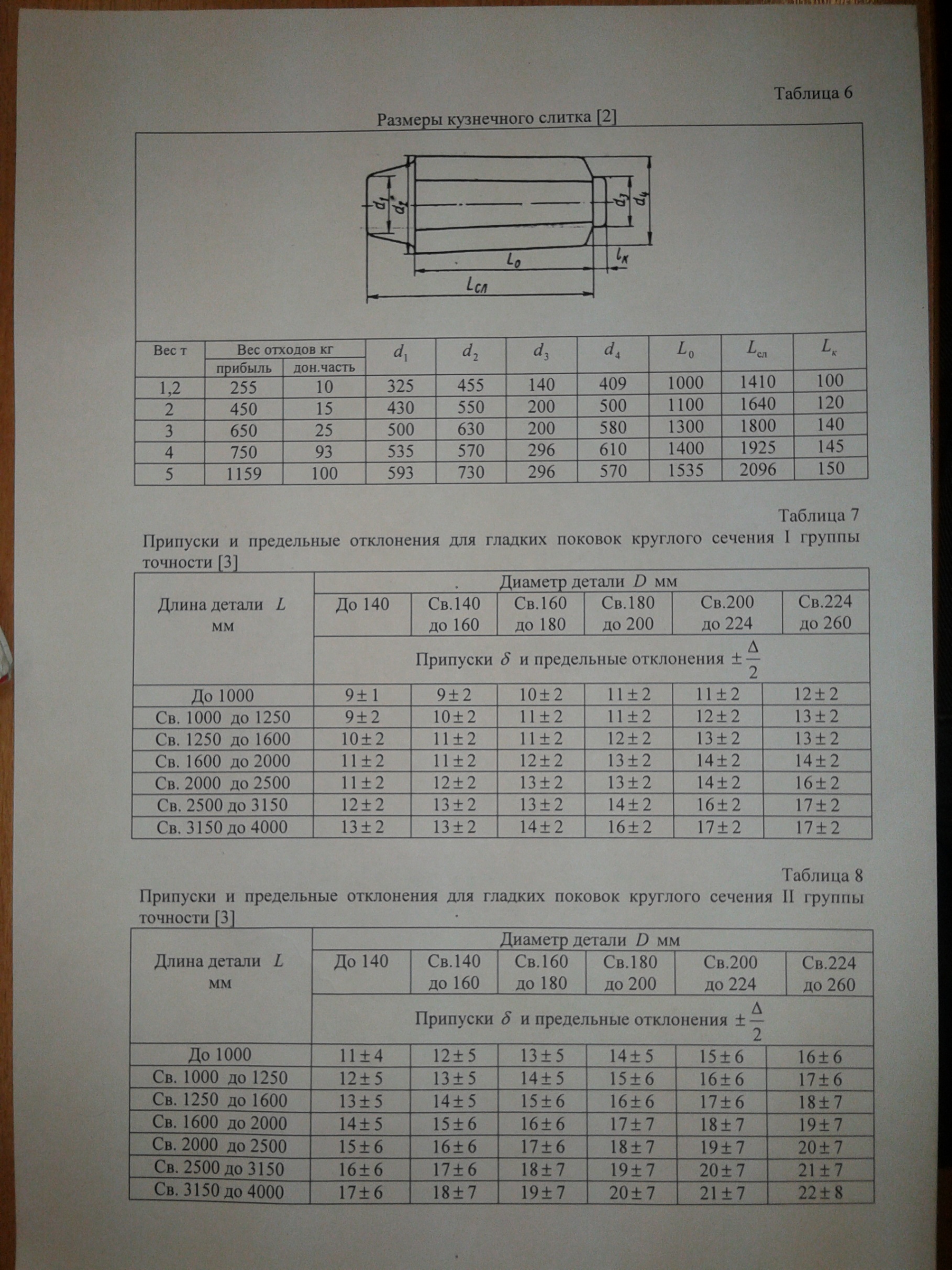
Исходные размеры слитка обеспечивают требуемую величину укова уобщ при протяжке, которая определяется выражением:
уобщ = F0/Fk,
где F0(Fk) – начальная (конечная) площадь поперечного сечения слитка;
F0 = Fк*у = 28040,9*3 = 145146,5 мм2
Fк = (П*D2п)/4 = (П*1892)/4 = 28040,9 мм2
D0 = 1.13√Fк*у = 1,13√28040,9*3 = 327,74 мм2
2.3 Расчет технологических переходов ковки
Заготовительные операции: оттяжка цапфы (хвостовика) слитка под клещи манипулятора и биллетировка.
Ковку слитка начинают с оттяжки его хвостовика (цапфы), необходимого для удержания заготовки патроном или клещами манипулятора. Его размер находится в интервале 0,3÷0,5 среднего диаметра слитка. Оттяжку хвостовика производят из прибыльной части слитка. После этого с целью уплотнения металла и повышения пластичности поверхностного слоя слитка обкатываются его грани (операция биллетировки), с величиной единичного обжатия не более 35÷50 мм за проход и подачей не более половины ширины бойка. Обжатия производятся от донной части слитка к прибыли в вырезных бойках. При этом уничтожается конусность слитка, который приобретает форму заготовки с круглым поперечным сечением, диаметр которой равен размеру донной части по впадинам. Расчетные значения показателей технологических переходов оттяжки хвостовика и биллетировки приведены в таблице 3. По окончании биллетировки отрубают донную часть слитка (рубка поддона).
Основные операции: многопереходная протяжка в комбинированных бойках по схеме круг-пластина-квадрат-круг.
Д ля
ковки длинных массивных заготовок,
таких как вал гребной, применяется
«протяжка от себя», когда место обжима
отодвигается от места удержания заготовки
и ковка начинается с ее середины. В
качестве варианта чередования обжатий
и кантовок применяется протяжка с
кантовкой заготовки в обе стороны
(рис.2). Из возможных вариантов схемы
переходов протяжки выбрана ковка по
схеме круг-пластина-квадрат-круг в
комбинированных бойках.
ля
ковки длинных массивных заготовок,
таких как вал гребной, применяется
«протяжка от себя», когда место обжима
отодвигается от места удержания заготовки
и ковка начинается с ее середины. В
качестве варианта чередования обжатий
и кантовок применяется протяжка с
кантовкой заготовки в обе стороны
(рис.2). Из возможных вариантов схемы
переходов протяжки выбрана ковка по
схеме круг-пластина-квадрат-круг в
комбинированных бойках.
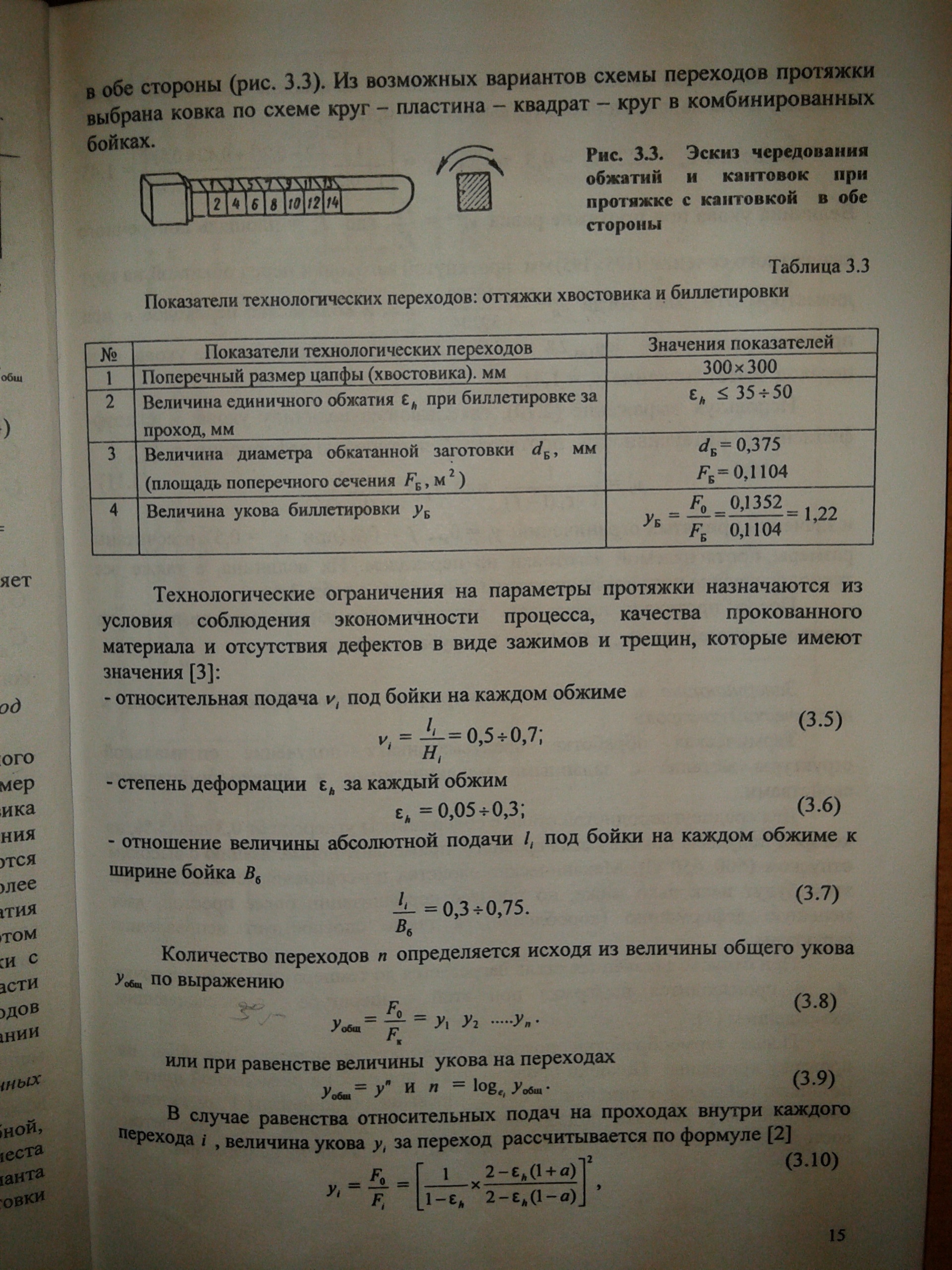
Рисунок 2 – Эскиз чередования обжатий и кантовок при протяжке с кантовкой в обе стороны.
Технологические ограничения на параметры протяжки назначаются из условия соблюдения экономичности процесса, качества прокованного материала и отсутствия дефектов в виде зажимов и трещин, которые имеют значения:
- относительная подача vi под бойки на каждом обжиме
vi = li/Hi = 0.5÷0.7;
- степень деформации εh по высоте за каждый обжим
εh = 0,05÷0,3
В случае равенства относительных подач на проходах внутри каждого перехода i, величина укова yi за переход рассчитывается по формуле:
yi = F0/Fi = [(1/(1- εh))*(2- εh(1+а))/(2- εh(1-а))]2,
где а – отношение объема металла, смещенного на каждом обжиме по ширине к объему металла, смещенного по высоте, а=0,42vi. = 0,7*0,42 = 0,35.
Задаемся εh=0,19, vi.=0,7, тогда
yi = [(1/(1- 0,19))*(2- 0,19(1+0,35))/(2- 0,19(1-0,35))]2=1,35
Количество переходов n определяется исходя из величины общего укова уобщ по выражению
уобщ = F0/Fk = y1 y2….yn
или при равенстве величины укова на переходах
уобщ = уn и n = log yi yобщ = log 1,35 5,17
yi пер= ³√уобщ
Величина укова при протяжке равна уобщП = F0/Fk, где Fk - площадь поперечного квадратного сечения (338х338) мм протянутой заготовки перед обкаткой на круг диаметром 382 мм. Тогда уобщП == 145146,5/28040,9 = 5,17, и количество переходов n при протяжке равно n = log1.35 5.17 = 4.6 ≈5, а уточненная величина укова уi за переход имеет значение уi = 1.36. Уточненная величина укова уi за проход имеет значение уi пр= √1.35 = 1.16.
После протяжки квадратное сечение (380х380) мм перековывают на круглое с диаметром Dпок = 163±2 мм и отрубают хвостовик.
З авершающие
и отделочные операции: термообработка,
правка и технический контроль.
авершающие
и отделочные операции: термообработка,
правка и технический контроль.
Термическая обработка предусматривает получение оптимальной структуры металла с заданными механическими и физико-химическими свойствами.
Для среднеуглеродистой стали с содержанием углерода от 0,3 до 0,5%, из которой получаем поковку вала гребного, принимают нормализацию с высоким отпуском (600…650 0С). Механические свойства по сравнению с закалкой при этом будут несколько ниже, но процесс нормализации более простой, дает меньшую деформацию (коробление), а также способствует исправлению структуры.
При отпуске закаленная сталь нагревается до температуры не выше точки АRi и производится выдержка при этой температуре с последующим охлаждением.
После термообработки поковки проходят технический контроль на проверку кривизны. Поковки проверяются в призмах на разметочной плите с помощью рейсмуса и линейки. В случае превышения кривизны 1 мм на один погонный метр поковка подвергается правке в холодном или подогретом состоянии, а далее термообработке в виде отпуска снятия напряжений.
Температура отпуска должна быть ниже (не менее 200) температуры основного отпуска.