Применение материалов в основных химических производствах
Основные отрасли химии |
Типичная аппаратура |
Материалы, нашедшие наибольшее применение |
Сернокислотное производство |
Абсорбционные башни, отстойники, сборкики, хранилища, холодильники, промывные и сушильные башни
|
Углеродистые стали, ферросилид, кислотостойкие стали, бетон, диабаз, графит, керамика, андезит, свинец, полиизобутилен |
Производство азотной кислоты |
Колонны синтеза, теплообменники высокого давления, абсорберы |
Нержавеющая сталь, алюминий , никель, винипласт |
Получение соляной кислоты |
Колонны, емкости, теплообменники |
Легированные стали, графит винипласт, титан, керамика |
Производство солей и удобрений |
Выпарные аппараты, смесители, отстойники, кристаллизаторы, сушилки |
Углеродистые стали, чугун, керамика, никель, алюминий |
Получение инертных газов из воздуха |
Ректификационные колонны, теплообменники, абсорберы, фильтры, регенераторы, скрубберы, блоки осушки, емкости |
Медь, латунь, алюминий, углеродистая сталь, олово, свинец |
Производство органических кислот и растворителей |
Реакторы, абсорберы, ректификационные колонны, адсорберы, экстракционные колонны |
Медь и ее сплавы, алюминий, нержавеющие, хромоникелемолибденовые стали, стекло, керамика, винипласт |
Получение спиртов |
Реакторы, ректификационные аппараты, абсорберы, теплообменники |
Медь, латунь, углеродистые стали |
Нефтехимическая промышленность |
Ректификационные аппараты, абсорберы, экстракторы, теплообменники, емкости |
Углеродистые стали, двуслойные стали |
Коксохимическая промышленность |
Абсорберы, адсорберы, ректификационные колонны, теплообменники, скрубберы, емкости |
Углеродистые стали, чугун, керамика |
Лесохимическая промышленность |
Экстракторы, ректификационные колонны, теплообменники |
Медь и ее сплавы, алюминий, керамика, кварцевое стекло |
Из непластических органических материалов необходимо отметить: дерево, из которого изготовляются трубы больших диаметров для транспортировки агрессивных жидкостей, а также чаны и градирни; графит, широко используемый для теплообменной аппаратуры.
Области применения материалов в основных химических производствах указаны в табл. 3.
Детали аппаратов. Унификация, нормализация и классификация деталей
Химические аппараты чрезвычайно разнообразны как по конструктивному исполнению, так и по габаритам. Потребность же в аппаратах одного типа невелика. На одном и том же заводе в течение года изготовляют обычно не более двух-трех десятков однотипных конструкций, хотя номенклатура предприятия исчисляется сотнями.
Химическое аппаратостроение является типичным единичным про- изводством, однако анализ конструкций аппаратов показывает, что все они состоят из небольшого ряда сочетаний: оболочек вращения (цилиндр, сфера, конус), опорных, соединительных и крепежных деталей. Это позволяет в единичном производстве создать условия, характерные для серийного производства, всемерно проводя унификацию и нормализацию деталей и отдельных узлов.
Унификация и нормализация деталей. Унификация и нормализация деталей химических аппаратов, как правило, проводится на основе опыта заводов с учетом конструктивных, технологических и прочностных факторов. Из большого числа оборудования выбирается несколько технически оправданных конструкций и на их основе создаются нормализованные типоразмеры деталей.
Ввиду однотипности большого числа деталей, принадлежащих различным по своему назначению изделиям, можно аппараты любого типа изготовлять из одних и тех же деталей, как это наглядно показано на фиг. 2.
Для химического аппаратостроения основные нормали разрабатывает Научно-исследовательский институт химического машиностроения (НИИХИММАШ).
При конструировании и изготовлении деталей из цветных металлов рекомендуется пользоваться нормалями Всесоюзного научно-исследовательского института кислородного машиностроения (ВНИИКИМАШ).
В основу нормализации химических аппаратов положены следующие принципы:
б) конструирование деталей с минимально возможным весом;
в) применение менее дефицитных материалов;
г) рациональный раскрой;
д) учет технологичности конструкций (простота обработки, удобство сборки и разборки, доступность при эксплуатации и ремонте).
Фиг. 2. Конструктивные
схемы аппаратов:
а
—
насадочный абсорбер; б
—
теплообменник; в
— сосуд; г
—
тарельчатая ректификационная колонна;
д
—
выпарной аппарат; е
—
реактор с
паровой рубашкой; ж—
автоклав с мешалкой; э
— циклон.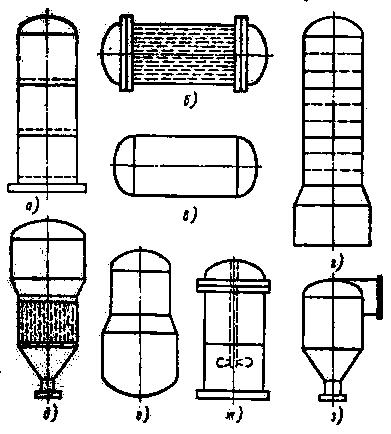
При проведении нормализации могут быть использованы три метода:
а) выборочно-статистический;
б) расчетно-аналитический;
в) научно-исследовательский.
При выборочно-статистическом методе из всех применяющихся в производстве деталей и узлов отбирают наилучшие и их нормализуют. Все остальные узлы и детали с производства снимают.
При расчетно-аналитическом методе производится конструктивный анализ деталей и узлов, исключенных из производства, с учетом нагрузок и взаимосвязей.
Расчетно-аналитический метод позволяет создать конструкции с наименьшим расходом материала и без излишних неоправданных запасов прочности. Этот метод дает возможность проведения размерной нормализации, т. е. создания размерных рядов для сходных по конструкции деталей.
Научно-исследовательский метод дает возможность связать выбор формы и размеров деталей с интенсивностью проведения процесса.
НИИХИММАШем нормализованы почти все основные детали и узлы, применяемые в конструкциях аппаратов, изготовляемых из углеродистых и кислотостойких сталей: днища, крышки, обечайки, фланцы, бобышки, детали из труб, прокладки, штуцеры; лапы, сальники, колпачки колонных аппаратов, люки и лазы, окна смотровые, указатели уровня жидкости, трубчатки теплообменников, тарелки ректификационных колонн, перемешивающие устройства.
План обработки деталей. Прежде чем направить чертеж сконструированной детали в цехи для изготовления, необходимо наметить план ее обработки. Очень часто одна и та же деталь может быть изготовлена по различным планам. Для выбора того или иного плана обработки существенную роль играют размеры и конструктивные формы окончательно обработанных деталей, вид заготовки, стоимость материала, наличие оборудования, степень освоенности на предприятии различных способов обработки.
Начальной стадией изготовления любой детали является получение заготовки. В качестве заготовки могут быть использованы отливки, поковки или прокат, В аппаратостроении преимущественно применяется листовой, профильный или трубный прокат. Если детали возможно изготовлять из разных видов заготовок, то следует всегда стремиться к тому, чтобы заготовка имела наименьшие отклонения от размеров готовой детали с целью сокращения механической обработки; однако в каждом отдельном случае рациональность применения того или иного технологического процесса должна быть обоснована экономическими расчетами.
Несмотря на большое разнообразие конструктивных типоразмеров деталей, все они в той или иной последовательности обрабатываются ограниченным числом способов. Это дает возможность классифицировать детали, положив в основу классификации вид заготовки и наиболее рациональные планы обработки.
Классификация деталей. Классификацию удобнее всего провести, объединив детали в группы по принципу общности процессов их изготовления.
Группа I. Детали, в которых основной формообразующей операцией является резка или вырубка.
Группа II. Детали, приобретающие окончательную форму при гибочных операциях.
Группа III. Вальцованные детали.
Группа IV. Штампованные детали.
Группа V. Детали, в которых основной формообразующей операцией является механическая обработка (фланцы, трубные решетки и т. п.).
Группа VI. Детали, изготовляемые из пластических материалов.
Группа VII. Керамичееские детали.
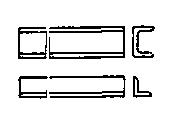
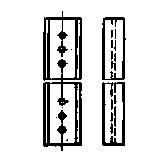
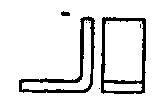
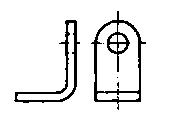
В табл. 4 приведены операции, характерные для котельно-медницкого производства (группы I—V), указана их типовая последовательность, а также даны в качестве примеров эскизы наиболее распространенных деталей. Указанная в таблице последовательность операций является характерной, но не всегда обязательной, так как в зависимости от местных условий производства, применяемой марки и толщины материала, а также требований к качеству изделий может быть выбран и другой, более удачный план обработки.
Детали котельно-медницкого производства Таблица 4
группа |
Вид заготовки |
План обработки |
Наименование детали |
Эскизы деталей |
Нормали |
1-А |
Листовой прокат |
Разметка, резка (вырубка), обработка кромок |
Прокладки плоские |
|
НМХ 104-56 |
Таблички
|
|
МХ 64-56 |
|||
Косынки
|
|
||||
Детали сварных лап
|
|
||||
Воротники
|
|
||||
Разметка, резьба, обработка кромок, сверление отверстий |
Крышки плоские |
|
МХ 43-56 |
||
Профильный прокат |
Разметка, резьба, обработка кромок |
Кронштейны
|
|
||
Ребра жесткости
|
|
||||
Разметка, резьба, обработка кромок, сверление отверстий |
Стойки
|
|
|||
группа |
Вид заготовки |
План обработки |
Наименование детали |
Эскизы деталей |
Нормали |
1-В |
Трубы, прутки |
Разметка, резьба, обработка кромок |
Патрубки
|
|
МХ 45-56 МХ 52-56 |
Кольца сальников
|
|
||||
Элементы сварных колен
|
|
||||
Трубы теплооб менников |
|
||||
Разметка, резьба, обработка кромок, слесарная обработка |
Штуцера
|
|
|||
Стержни
|
|
||||
II-А |
Листовой прокат |
Разметка, резьба (вырубка), гибка. обработка кромок |
Угольники
|
|
МХ 43-56 |
Кронштейны
|
|
||||
Скобы
|
|
||||
Ушки
|
|
||||
Ящики
|
|
||||
Короба
|
|






Продолжение таб. 4
группа |
Вид заготовки |
План обработки |
Наименование детали |
Эскизы деталей |
Нормали |
II-б |
Профильный прокат |
Разметка, резка, гибка, обработка кромок |
Ребра
|
|
|
Опоры
|
|
||||
Рамы
|
|
||||
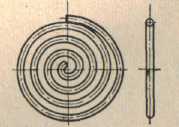
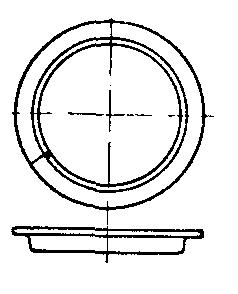
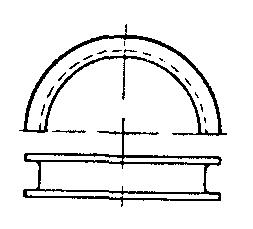
II-в |
Трубы, пруток |
Разметка, резка, гибка, обработка кромок |
Ручки |
|
|
Хомуты |
|
||||
Звенья |
|
||||
Колена |
|
||||
Змеевики |
|
||||
Спиральные тарелки |
|
||||
группа |
Вид заготовки |
План обработки |
Наименование детали |
Эскизы деталей |
Нормали |
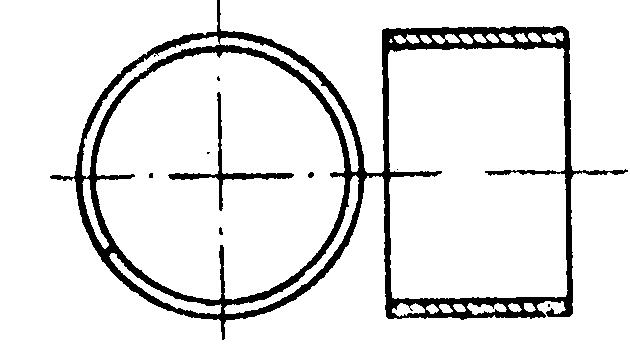
III-a |
Листовой прокат |
Разметка, раскрой, резка, обработка кромок, вальцовка, сварка (пайка) |
Обечайки |
|
НМХ 93-56 НМХ 96-56 |
Кольца, Бандажи |
|
||||
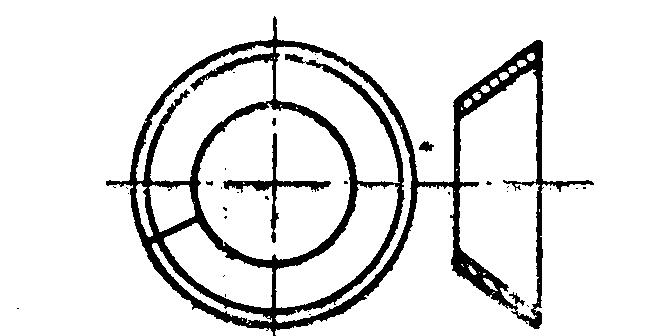
Днища конические |
|
||||
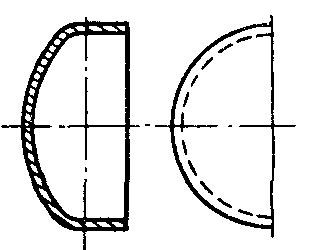
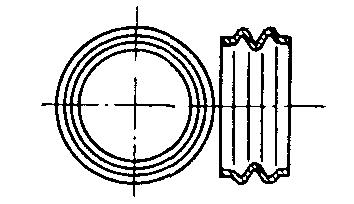
Разметка, раскрой, резка, обработка кромок, вальцовка, сварка (пайка), обкатка (отбортовка), обрезка торцов |
Зтгованные обечайки |
|
НМХ 97-56 НМХ 100-56 |
||
Компенсаторы |
|
||||
Днища конические отбортованные |
|
||||
III-в |
Профильный прокат |
Разметка, резка, обработка кромок, вальцовка, сварка |
Кольца жесткости
|
|
|
Дуги
|
|
||||
Заготовки для фланцев
|
|



Продолжение таб. 4
группа |
Вид заготовки |
План обработки |
Наименование детали |
Эскизы деталей |
Нормали |
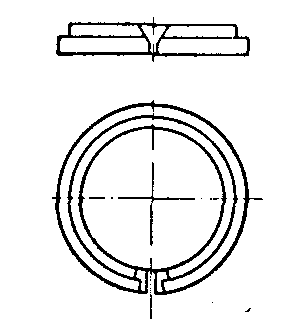
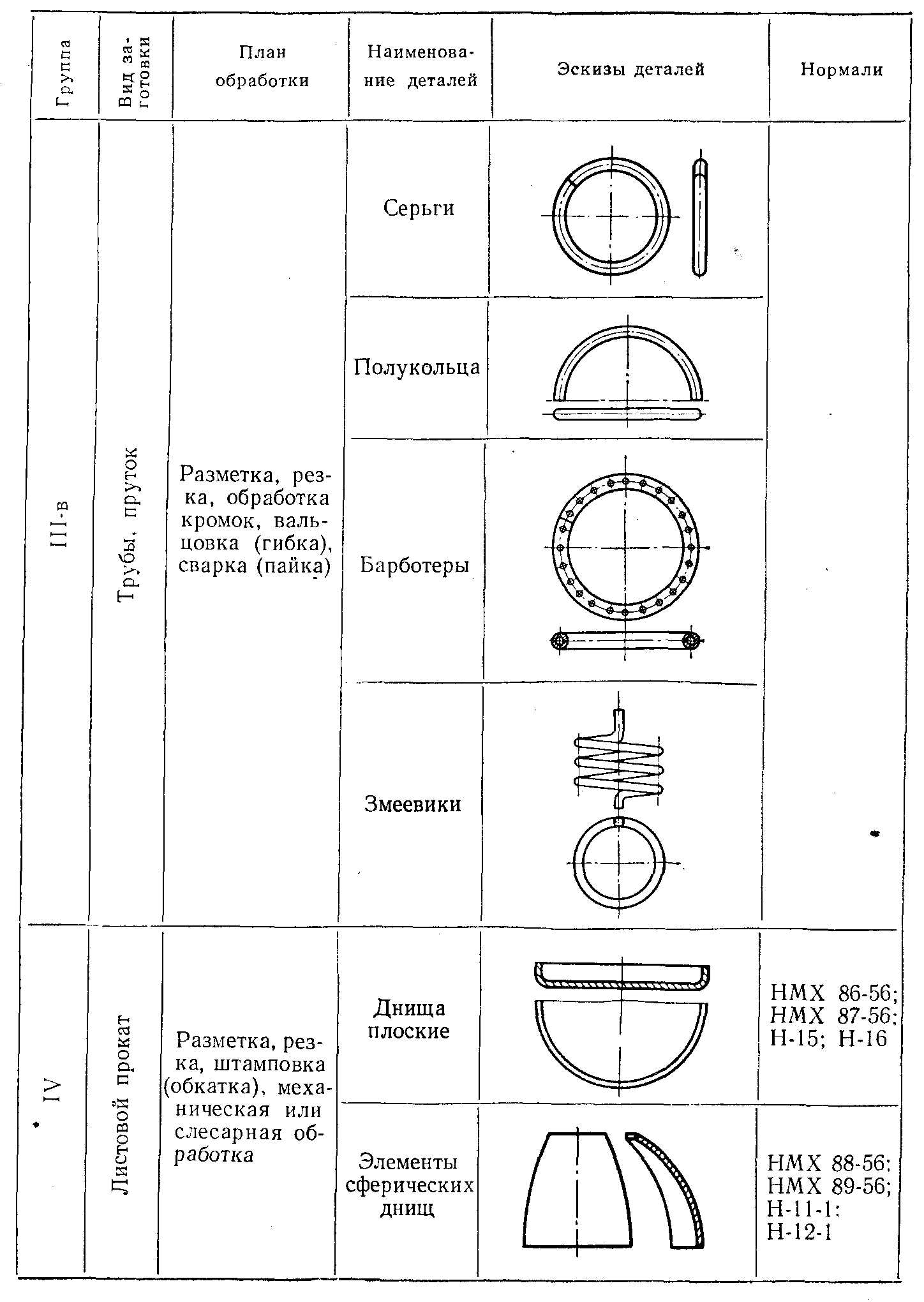
IV |
Листовой прокат |
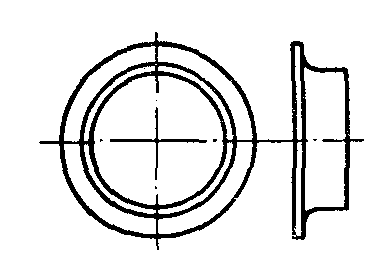
Разметка, резка, штамповка (обкатка), механическая или слесарная обработка |
Днища эллиптические |
|
НМХ 90-56 НМХ 91-56 НМХ 92-56 |
Бортшайбы
|
|
||||
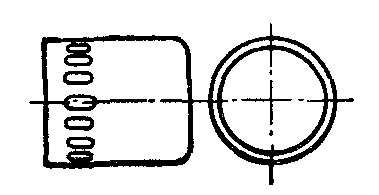
Колпачки ректификационных колонн |
|
||||
V |
Листовой прокат |
Разметка, резка, механическая, слесарная обработка |
Фланцы накидные |
|
|
Фланцы приварные |
|
||||
Трубные решетки |
|
||||
Профильный прокат |
Разметка, резка, вальцовка, сварка, механическая, слесарная обработка |
Фланцы |
|
|
|
Бортшайбы сварные |
|