

Глава 5. Основные этапы изготовления печатных плат
Одношпиндельный Двухшпиндельный Четырехшпиндельный станок станок станок
Рис. 5.24. Автоматическая система загрузки-разгрузки: / — накопитель непросверленных ПП; 2 — транспортер; 3 — накопитель просверленных ПП
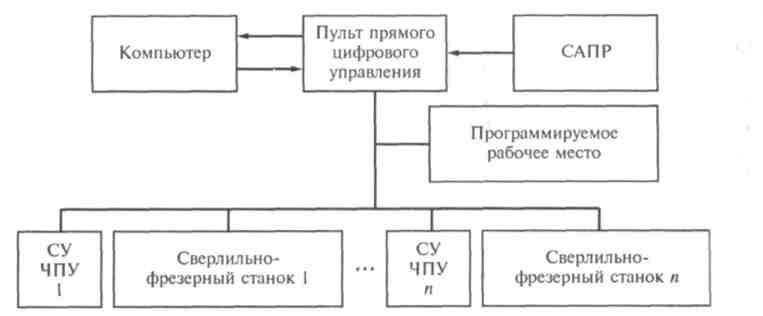
Рис. 5.25. Система прямого цифрового управления (ПЦУ)
Микросверла (0 0,1...0,5 мм) с большой длиной рабочей части (d/l= 20) для сверления глубоких отверстий изготавливают из карбидных сплавов. К микросверлам предъявляют следующие требования:
материал — карбидные сплавы (карбид вольфрама: вольфрам и кобальт);
малая зернистость (0,3; 0,4; 0,5 мкм);
высокая твердость по Виккерсу порядка 1650—1850 HV30;
жесткие допуски;
определенный процент кобальта;
устойчивость к износу;
высокое сопротивление поперечному разрушению порядка 3500 Н/мм2;
высокое качество обработки поверхности;
усталостная прочность при изгибе порядка 600 Н/мм2;
рабочая часть сверла L должна быть в 1,4 раза больше толщины Н просверливаемого изделия, т. е. Н= 0,7L;
мощная система отсоса стружки;
измерение сверл оптическое и лазерное, но не механическое;
использование пошаговой подачи сверла.
Получение монтажных и переходных отверстий
5.3.2. Лазерное сверление отверстий
Сущность лазерного сверления заключается в воздействии излучения на обрабатываемую заготовку ПП, в результате которого происходит исп; -ние или взрывное разрушение материала. Лазерное сверление отверстии в ПП применяется для получения: сквозных отверстий диаметром 40...50 мкм и более в фольгированных и нефольгированных заготовках ПП; глухих отверстий диаметром до 25 мкм, глубиной менее 50 мкм в слоях МПП в одностороннем фольгированном и нефольгированном диэлектрике.
Основными составными частями лазерного оборудования являются:
лазер твердотельный или газовый (С02-лазер);
оптический канал для юстировки и фокусирования излучения;
двухкоординатный стол, на котором базируются заготовки;
система управления;
система контроля и др.
Лазерное сверление отверстий ПП может осуществляться двумя способами.
С использованием специальной металлической маски с отверстиями, после совмещения которой с заготовкой ПП и воздействия лазерного излучения, происходит испарение материала основания ПП в местах расположения отверстий на маске. Достоинством способа является высокая производительность, недостатком — необходимость изготовления металлической маски с высокой точностью расположения и изготовления отверстий малого диаметра.
Путем подачи дозированного лазерного излучения импульсами малой длительности в зону формирования отверстий при обходе этих зон по программе.
Чаще всего для лазерной обработки прецизионных отверстий используется мощный С02-лазер, работающий в инфракрасном спектральном диапазоне, но так как излучение инфракрасного лазера хорошо поглощается диэлектриком, но не поглощается медным покрытием ПП и не проникает через него, то перед сверлением требуется вскрытие медного покрытия химическим или механическим способами. Кроме того, диаметр пятна фокусировки С02-лазера составляет порядка 70 мкм, что требует обязательного использования специальных масок для получения луча нужного диаметра.
Использование ультрафиолетового лазера с длиной волны 250...350 нм позволяет формировать проводники в металлическом покрытии ПП (для чего необходима плотность энергии излучения более 4 Дж/см2) и обрабатывать отверстия в диэлектрическом основании ПП (при плотности энергии излучения порядка 100 мДж/см2). При этом происходит удаление диэлектрика не только за счет его испарения, но и за счет процесса фотохимического разрушения.
К преимуществам сверления ультрафиолетовым лазером относятся:
использование одного и того же источника излучения при формировании рисунка проводников и обработке отверстий благодаря применению разной плотности энергии излучения;
малый диаметр сфокусированного луча (около 20 мкм), что позволяет получать переходные отверстия диаметром менее 50 мкм;