

Измерение дисбаланса
Вызов меню „Измерение“

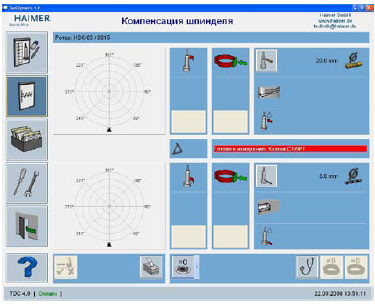
Клавишей F3 переключиться в меню измерений. Появляется картинка 8.
Рекомендуемый метод измерений «Измерение методом индексирования»
сейчас активен.
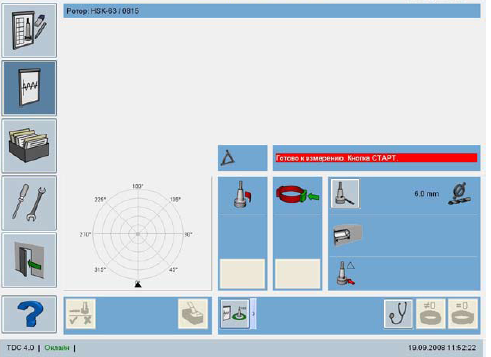
• Поместить ротор в шпиндель
• Нажать клавишу (13) ЗАЖАТЬ ИНСТРУМЕНТ
• Закрыть защитную крышку (3)
• Нажать клавишу ЗАПУСК ИЗМЕРЕНИЯ (6). Измерение автоматически запускается
и прекращается. Показания параметров процесса находятся в окошке «статус
измерения»
• Открыть защитный кожух (3)
• Нажать клавишу «разжать инструмент» (12)
• извлечь ротор (53), шпиндель со шкалой (21) повернуть на 180° и вновь вставить
ротор (53) (измерение методом индексирования).
• Нажать клавишу (13) «зажать инструмент».
• закрыть защитный кожух (3)
• Нажать клавишу «запуск измерения» (6). – Второе «измерение» проводится и
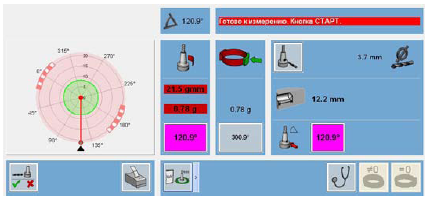
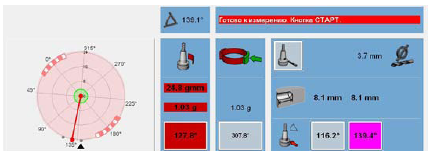
завершается автоматически. Результат измерения показан (рис. 10).
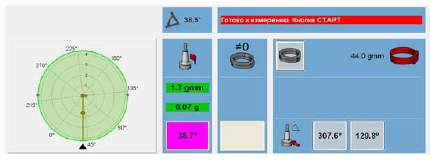
Р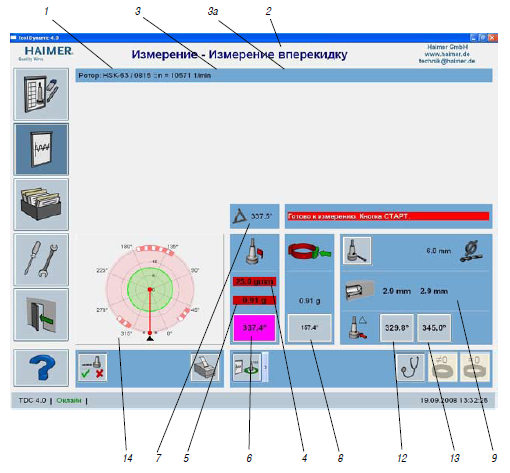 езультат
измерения
езультат
измерения
1 Наименование инструмента
2 Метод измерения
3 Максимально допустимое число рабочих оборотов при заданном качестве
балансировки
3a Достигнутое качество балансировки при заданном количестве оборотов
4 Измеренный дисбаланс в gmm зеленая индикация: достигнут допуск красная
индикация: дисбаланс за пределами допуска
5 Масса дисбаланса в g, относительно диаметра ротора зеленая индикация: достигнут
допуск красная индикация: дисбаланс за пределами допуска
6 Позиция угла дисбаланса зеленая индикация: достигнут допуск
красная индикация: дисбаланс за пределами допуска
7 Актуальный угол поворота балансировочного шпинделя
8 Дополнительная информация по компенсации дисбаланса в зависимости от
выбранного метода компенсации. Здесь: Позиция и размер балансировочной массы
(против позиции дисбаланса).
9 Данные по компенсации дисбаланса, в зависимости от выбранного метода
балансировки.
Здесь: 2 радиальных отверстия с Ø 6.0 мм, 1. отверстие при 329,8°, 2.9 mm,
2. Отверстие при 345,0°, 2,9 мм в глубину. 6,8,12 При опции автоматический наезд шпиндель после измерения вращается по 13 направлению к позиции дисбаланса
10-13 При опции „автоматический наезд“ шпиндель вращается после измерения к позиции
дисбаланса показанные позиции можно автоматически вкрутить. Защитный кожух при
этом должен быть закрыт
14 Графическое изображение дисбаланса
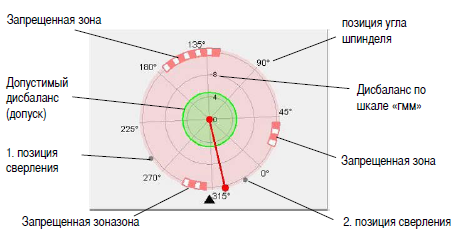
Результат измерения отмечен красным цветом. В графическом изображении дисбаланс
расположен вне зеленого круга. Дисбаланс, таким образом, вне допуска
Точка с линией направления также крутится вместе со шпинделем. Дисбаланс можно
повернуть в желаемую позицию путем вывода на экран. Зеленый круг: допустимый остаточный дисбаланс. Допуск достигнут, если дисбаланс находится внутри зеленого круга.
Автоматическая запись позиции сверления как новой запрещенной зоны
П осле
нажатия этой клавиши показанная позиция
сверления записывается как
осле
нажатия этой клавиши показанная позиция
сверления записывается как
новая запрещенная зона. Это препятствует непреднамеренному сверлению в уже
имеющемся компенсационном отверстии.
Балансировка дисбаланса
Балансировка радиальным сверлением
• Балансировку проводить в соответствии с показаниями на экране:
• Проделать отверстие сверлом диаметром 12.2 мм глубина сверления 3.7 мм (вкл.
вершину угла), при угле 120,9 ° на высоте выбранной балансировочного сечения.
• Автоматический наезд на позицию сверления происходит путем нажатия мышкой на
Угол
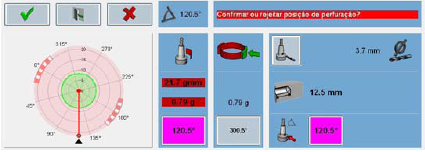
Отклонить позицию балансировку / задать новые позиции балансировки
Если в расчетном месте балансировка невозможна, место можно отклонить и задать

Заново определить позицию балансировки
Появляются три новых поля и текст в красной полосе
![]()
Отклонить актуальную позицию балансировки
Если отклоняется позиция, для замены необходимы две новые позиции, а именно, слева и
справа от исходной позиции.
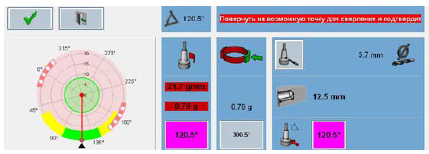
Графика показывает зоны, где можно установить позиции замены
Зелена зона (темная): хорошо подходит
Желтая зона (светлая): подходит меньше, но возможна.
• Поверните шпиндель на возможную позицию сверления в зеленой или желтой
о![]()
![]() бласти.
Новая позиция должна находиться как
можно ближе к исходной позиции
бласти.
Новая позиция должна находиться как
можно ближе к исходной позиции
или
Подтвердить позицию. Прервать процесс.
Теперь появляется требование определить вторую позицию
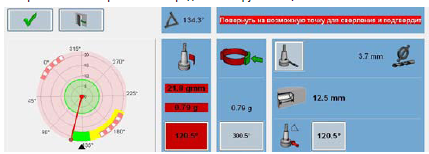
• Поверните шпиндель на возможную позицию сверления в зеленой или желтой
области. Новая позиция должна находиться как можно ближе к исходной позиции.
Или
Подтвердить позицию. Прервать операцию
Новые позиции заданы, программа рассчитала подходящую глубину сверления
Б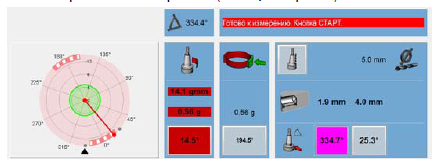 алансировка
осевым сверлением (2 позиции сверления)
алансировка
осевым сверлением (2 позиции сверления)
провести балансировку следующим образом:
• первое отверстие сверлом ø 5.0 мм, глубина сверления 1.9 мм (вкл. вершину сверла)
при угле 334.7° на высоте выбранного балансировочного сечения
• второе отверстие ø 6.0 мм, глубина сверления 4.0 мм при угле 25.3° на той же высоте
Б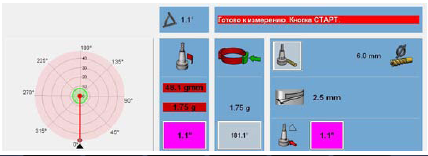 алансировка
фрезерованием
алансировка
фрезерованием
провести балансировку следующим образом:
• начать фрезеровку поверхности поперек оси инструмента, глубина фрезерования 0.5
мм, угол 102° по высоте выбранного балансировочного сечения.
Балансировка при помощи винтов
В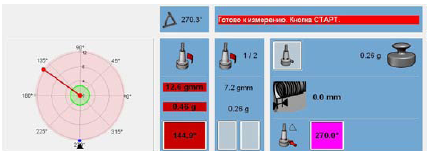 ариант
1: набор винтов разного веса
ариант
1: набор винтов разного веса

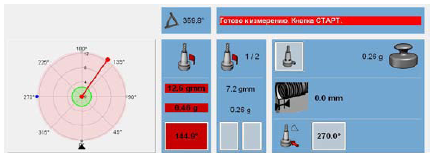
Для устранения дисбаланса балансировку нужно провести в двух точках.
Показанные данные относятся к первой стационарной точке.
Винт
массой 0.26 g полностью вкрутить в резьбу
при 270.0° и затянуть.
Перейти к предыдущей / следующей точке

вторая стационарная точка из 2: винт массой 0.26 g полностью вкрутить
в резьбу при 270.0°
Б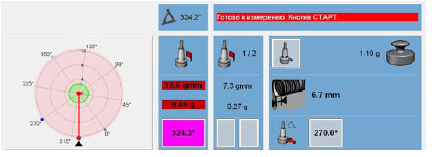 алансировка
винтами, вариант 2 настройка позиции
винтов
алансировка
винтами, вариант 2 настройка позиции
винтов
1. первая стационарная точка из 2: винт массой 1.10 g вкрутить в резьбу при 270.0° глуб-
ж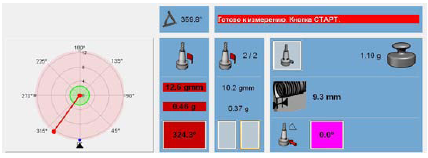 е
на 6,7 мм и зафиксировать
е
на 6,7 мм и зафиксировать
2. вторая стационарная точка из 2: винт массой 1.10 g вкрутить в резьбу при 0° на 9.3 мм глубже
Балансировка с помощью балансировочных колец
Каждое балансировочное кольцо имеет
- Зажимный болт
- Маркировка штриховым кодом (напротив зажимного болта)
- Штамп, включающий в себя
- внутренний диаметр мм
- Nmax, напр. 30000 1/min
- Дисбаланс балансировочного кольца в gmm
Балансировочные кольца (56) применять только попарно!
Перед первым измерением:
• Два идентичных балансировочных кольца (56) надеть на оправку (53).
• Нижнее кольцо (56) завинтить зажимным болтом (57).
• Верхнее кольцо (56) повернуть таким образом, чтобы зажимные болты обоих
балансировочных колец располагались напротив на 1800 – Маркировка верхнего
балансировочного кольца располагается над зажимным болтом нижнего
балансировочного кольца. Кольца находятся теперь в нейтральной позиции.
• На верхнем балансировочном кольце (56) затянуть зажимный болт (57).

• В меню „Обработка данных инструмента» (рис 4) установить метод балансировки
« Балансировочные
кольца»
Балансировочные
кольца»
• Деактивировать эту кнопку, в случае если она включена
Этой кнопкой устанавливается, находятся ли кольца в нейтральной позиции (1.
измерение), или они уже переставлены (коректирующее измерение). Если кнопка
активирована при 1. измерении, это приведет к неправильным расчетам позиции
колец для коректировки дисбаланса.
• провести измерение
После измерения:
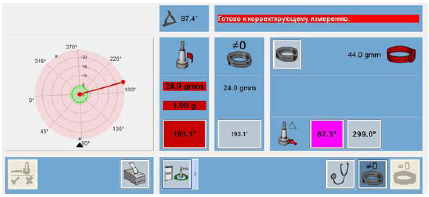
• первое балансировочное кольцо с маркировкой повернуть на 87.3° и зафиксировать
• второе балансировочное кольцо с маркировкой повернуть на 299.0° и зафиксировать.
Контрольное измерение
• Заново
провести измерение
Заново
провести измерение
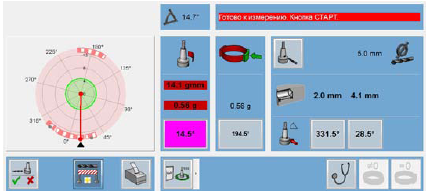
Результаты измерений отмечены зелёным цветом. В графическом исполнении дисбаланс
располагается внутри зеленого круга. Дисбаланс находится, таким образом, в пределах допуска

Кнопка деактиривована.
Так как при предыдущем измерении результат был в допуске, программа исходит из того,
что измерении проводится с новым инструментом. Балансировочные кольца установлены в
нейтральной позиции.
Если, несмотря на то, что результат находится в допуске и должен быть улучшен, тогда
балансировочные кольца необходимо повернуть на новую указанную позицию. Перед

следующим измерением кнопка должна быть активирована вручную.
Если предыдущее измерение было неудачным (дисбаланс вне допуска), тогда позиция колец
должна быть откоректирована. Новая позиция указывается на дисплэйе. В этом случае

кнопка уже активирована.
Балансировка в двух сечениях
Процесс измерения аналогичен процессу измерения в одном сечении. Нужны только
данные для второго сечения, а также метод балансировки в этом сечении

• Провести измерение аналогично измерению в одном сечении

Методы измерения
Измерение дисбаланса подлежит некоторым источникам ошибок
Систематические ошибки:
• Дисбаланс измерительного шпинделя и зажимного адаптера
• Радиальное биение измерительного шпинделя и зажимного адаптера
• Перекос измерительного шпинделя и зажимного адаптера
• Термическое влияние на механику балансировочной машины
Случайные ошибки напр.:
• стабильность повторяемости системы зажима
• незакрепленные детали на роторе
• точность измерения измерительной электроники
Дисбаланс можно измерить различными методами. Методы различаются точностью и
скоростью измерения. В зависимости от выбранного метода некоторые источники ошибок
м ожно
устранить
ожно
устранить
Простое - методом индексирования – с компенсацией шпинделя
Выбранный метод будет показан в шапке меню
Простое измерение
Проводится только один измерительный процесс и измеряется общий дисбаланс шпинделя,
адаптера и ротора. Влияние неточного зажима ротора в системе зажима также измеряется.
Этот метод применим только для проведения грубой балансировки. (U > 50 гмм).
Простое измерение с обнулением
Провести «Простое измерение».
Р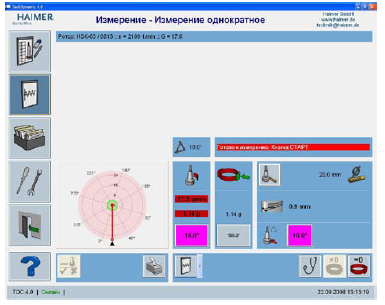 езультат:
езультат:

Обнулить результат измерения
В меню теперь указано „Измерение с обнулением“.
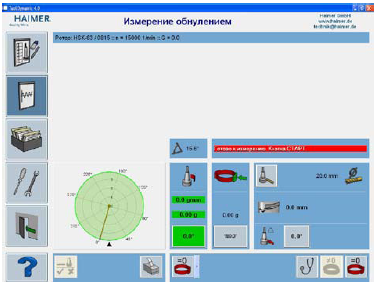
При следующих простых процессах измерения установленный методом «простого измерения» дисбаланс вычитается
Измерение с индексированием
Измерение методом индексирования это самый точный метод измерения. Все систематические ошибки здесь устраняются. При точной балансировке (качество балансировки G ≤ 16) и при балансировке различных роторов нужно применять этот тип измерения. В сомнительных случаях вам также следует выбрать этот метод.
• Измерение состоит из 2 замеров. Между 1. и 2. замерами ротор поворачивается
на 180°. При расшифровке сигналов результаты 1. и 2. измерения сравниваются.
Рассчитывается только та доля дисбаланса, которая изменилась от первого ко
второму измерению, то есть той доли, которая была повернута на 180°. Таким
образом, показывается фактический дисбаланс ротора. В некоторых интерфейсах поворот инструмента на 180° невозможен (напр. Sandvik Capto). В таких случаях можно выбрать другой угол поворота (опция).
Измерение с компенсацией
При измерении методом компенсации сначала проводится измерение путем индексирования.
При этом устанавливаются и сохраняются следующие источники погрешностей:
• Дисбаланс шпинделя + адаптера втулки
• радиальное биение втулки
• Перекос инструмента во втулке
При других простых измерениях „Измерение с компенсацией“ данные источники ошибок компенсируются. Компенсация шпинделя действует только при балансировке схожих роторов (размер, вес). Этот метод идеально подходит для балансировки серийных деталей.

Выбрать „Компенсация шпинделя“
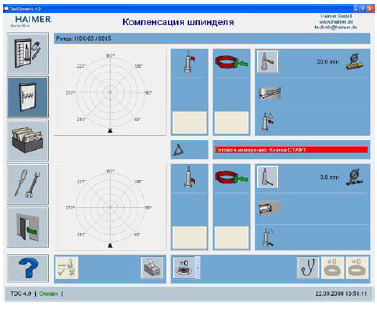
Провести измерение индексированием (2 измерения)
Результат:
Результат измерения с индексированием выводится на экран. Одновременно были рассчитаны и сохранены некоторые источники ошибок (данные компенсации).
Следующие измерения были проведены только простым способом.
После каждого измерения результат корректируется с помощью рассчитанными заранее
данными компенсации.
ВНИМАНИЕ
Компенсация работает только в комбинации с аналогичными роторами (по весу и габаритам).
Как метод компенсации (сверление, фрезерование и т.д.), так и количество и положения
балансировочных сечений могут быть выбраны при каждом измерении заново.
Новую компенсацию можно провести в любое время (клавиша F2 в меню измерения). Данные
компенсации действуют до проведения новой компенсации либо пока не будет выключен
станок. На другие методы измерения (индексирование, простое измерение, измерение с
обнулением) компенсация влияния не имеет.