

24 Основные операции ковки.
Основные операции свободной ковки
В зависимости от формы и размеров изготавливаемой поковки могут применяться различные ковочные операции. Наиболее характерными являются: осадка, протяжка, гибка, прошивка, рубка, кузнечная сварка.
При осадке уменьшается высота заготовки и за счет этого увеличивается поперечное сечение. При этом возможна полная осадка всей заготовки и неполная, когда осаживается только одно место заготовки (например, головка болта). Неполная осадка обычно называется высадкой.
Протяжка предназначена для увеличения длины заготовки за счет уменьшения ее поперечного сечения, ина выполняется путем многократного обжатия заготовки от ее середины к краям ударами молота по подбойке или между бойками ковочного молота. При этом после каждогообжатия заготовка поворачивается вокруг своей оси на 90 и IW.
При протяжке механические свойства поковки повышаются в продольном направлении. Если требуется, чтобы поковка имела высокие качества во всех направлениях, то она сперва осаживается, а затем протягивается.
Гибка предназначена для придания заготовке изогнутой формы по заданному контуру. Приемы выполнения операции зависят от формы и размеров заготовки. Загибание малой поковки производится на роге наковальни. Полосовая заготовка небольшого сечения укладывается между верхним и нижним 2 бойками молота и загибается с помощью ударов кувалды, а заготовка большого сечения — в подкладном штампе 4 с помощью раскатки 3.
Для получения отверстия в поковке последнюю нагревают, укладывают над отверстием в наковальне и по установленному сверху пробойнику наносят удары. Операция называется прошивкой. Отверстие пробивается сначала с одной стороны заготовки; затем окончательно с другой. Большое отверстие в толстой заготовке получают в два приема: сначала его пробивают малым пробойником, затем расширяют большим.
Рубка служит для разделения заготовки яа части. Заготовка надрубается зубилом (топором) с одной стороны, затем поворачивается на 180° и отрубается.
Кузнечная сварка применяется для соединения металлических частей. Местасварки нагреваются до определенной температуры я затем свариваются частыми и несильными ударами кувалдой либо ковочными молотами или прессами. В зависимости от формы свариваемых частей различают сварку встык, в паз и внахлестку.
25 Режущий инструмент при обработке на сверлильных станках.. Фрезерный станок
О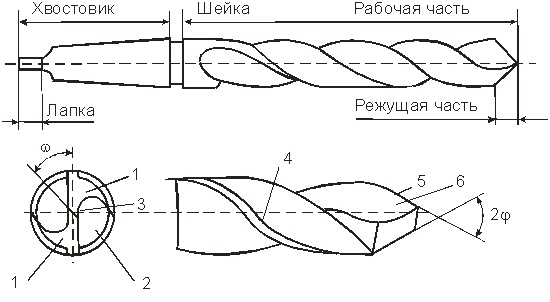 сновным
режущим инструментом являются спиральные
сверла, которые изготовляются либо из
инструментальной углеродистой стали
марки У12А, либо из быстрорежущей стали,
либо оснащаются пластинками из твердых
сплавов. Спиральное сверло (рис. 5)
состоит из рабочей части, шейки и
хвостовика.
сновным
режущим инструментом являются спиральные
сверла, которые изготовляются либо из
инструментальной углеродистой стали
марки У12А, либо из быстрорежущей стали,
либо оснащаются пластинками из твердых
сплавов. Спиральное сверло (рис. 5)
состоит из рабочей части, шейки и
хвостовика.
Режущая часть сверла состоит из двух зубьев 1, образованных двумя канавками для отвода стружки, двух передних поверхностей 6, по которым сходит стружка; двух ленточек 4 - узких полосок по наружному диаметру сверла с наличием на них двух вспомогательных режущих кромок, двух главных режущих кромок 5, выполняющих основную работу резания; поперечной кромки 3 или перемычки. В итоге сверло имеет пять режущих кромок.
Для уменьшения трения сверла у хвостовика диаметр делается меньше на 0,04...0,10 мм на каждые 100 мм длины сверла.
Для обработки цилиндрических отверстий в отливках, поковках, штамповках, а также для улучшения чистоты просверленного отверстия применяют зенкеры. Для окончательной обработки отверстий заданной точности и правильной формы применяют развертки.
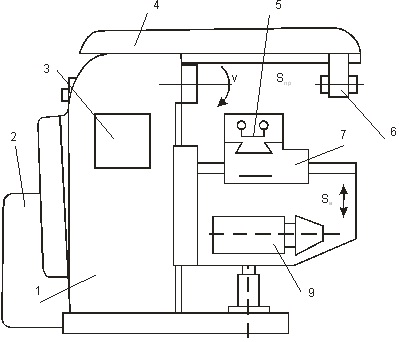
Фрезерованием выполняются обработка различных плоскостей, фасонных поверхностей, выборка пазов, уступов, отрезные работы; нарезаются зубчатые колеса и резьбы. Основным режущим инструментом является фреза. В зависимости от расположения шпинделя консольно-фрезерные станки делятся на горизонтальные и вертикальные. Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех взаимно перпендикулярных движений - продольного, поперечного и вертикального. В универсальных горизонтально-фрезерных станках рабочий стол может еще поворачиваться вокруг вертикальной оси на угол до 45° в каждую сторону. 0сновными частями станка (рис. 6) являются: станина 1, шкаф для электрооборудования 2 , коробка скоростей 3, стол 5, хобот 4, салазки 7, консоль 8 и коробка подач 9. Станина станка служит для крепления всех узлов и механизмов станка. В ней располагается коробка скоростей, которая служит для передачи шпинделю различных частот вращения. Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей.
Хобот служит для поддержания при помощи серьги 6 конца фрезерной оправки с фрезой. Консоль представляет собой отливку коробчатой формы с вертикальными и горизонтальными направляющими. Вертикальными направляющими она соединена со станиной и перемещается по ним. По горизонтальным направляющим перемещаются салазки. В консоли располагается коробка подач, которая обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.
Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок стол перемещается в продольном
направлении, а нижняя часть салазок вместе со столом перемещается в поперечном направлении по верхним направляющим консоли.
В вертикально-фрезерных станках вместо хобота имеются поворотная головка, которая крепится к горловине станины и может поворачиваться в вертикальной плоскости на угол от 0 до 45° в обе стороны.
Для установки и закрепления заготовок применяют универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски и другие).