

67 Ремонт деталей добавочными деталями, давлением
Пользуясь этим способом ремонта, при износе концевой шейки вала, если позволяет механическая прочность, обрабатывают шейку до меньшего размера с последующим напрессовыванием добавочной втулки, толщина стенок которой не должна быть меньше 2—2,5 мм. При этом возможно дополнительное крепление втулки на валу с помощью точечной электросварки. При износе внутренней шейки используют для восстановления две полувтулки, которые устанавливают на предварительно обработанную шейку, а затем крепят штивтом или сваркой. Втулки можно подвергать термической обработке либо перед их посадкой на шейке вала, либо после установки с помощью токов высокой частоты.
Аналогично проводится ремонт гладкого изношенного отверстия, которое растачивается под большой размер с последующим запрессовыванием ремонтной втулки и обработкой ее внутреннего размера под номинальный размер отверстия детали. Рекомендуемая толщина стенок подобных втулок не менее 2— 2,5 мм для стальных и 4—4,5 мм для чугунных втулок.
Недостатками рассматриваемого способа ремонта являются некоторая сложность использования полувтулок и возможность ограниченного использования этого способа из-за уменьшения механической прочности ремонтируемых деталей вследствие предварительной механической обработки.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ДАВЛЕНИЕМ
Этот метод основан на использовании пластических свойств нагретого или холодного металла, изменяющего под действием приложенных сил свою геометрическую форму, при постоянстве объема.
Преимуществами этого метода являются высокое качество восстановления деталей, возможность использования стандартного оборудования, отсутствие потребности в дополнительном металле.
Недостатки — ограниченная номенклатура деталей, которые могут быть восстановлены этим методом, а также то, что может возникнуть необходимость в повторении термообработки.
Известны следующие виды восстановления деталей машин давлением.
1. Осадка (рис. 58), при которой направление действующей по вертикальной оси силы Р перпендикулярно направлению желаемой деформации 6. В результате осадки вследствие уменьшения высоты детали увеличивается площадь поперечного сечения детали.
2. Раздача (рис. 59), при которой направление действующей силы Р совпадает с направлением требуемой деформации металла 6. 13 этом случае металл перемещается от центра к периферии. Этот способ применяется для увеличения наружных размеров детали при. сохранении или очень незначительном изменении ее высоты.
3. Обжатие (рис. 60), при котором направление действующей силы Р совпадает с направлением требуемой деформации металла 6.
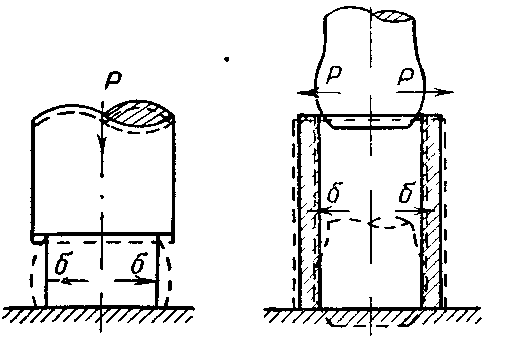

Рис. Схема осадки Рис. Схема обжатия
Схема Раздача
В этом случае происходят перемещение металла от периферии к центру и уменьшение наружного и внутреннего диаметров отверстия детали.
4. Правка (рис. 61), при которой направление действующей силы Р совпадает с направлением требуемой деформации бив большинстве случаев перпендикулярно вертикальной оси детали. После правки обязательна проверка восстановленной детали на отсутствие трещин.


.
Рис. Схема правки Рис. 62. Схема накатки.
5. Вытяжка, при которой направление действующей силы Р перпендикулярно направлению желаемой деформации б, является частным случаем осадки. После вытяжки вследствие местного утонения детали возрастает длина восстанавливаемой детали.
6. Накатка (рис. 62), при которой направление действующей силы Р противоположно направлению требуемой деформации Ь. В этом случае увеличивается наружный размер накатываемых поверхностей.
Метод восстановления деталей давлением может быть использован при восстановлении бронзовых втулок, шестерен (осадка), полых деталей (раздачи и обжатие), изогнутых и скрученных деталей (правка) и при восстановлении шеек валов под кольца подшипников качения (накатка).
Термообработанные детали, восстанавливаемые давлением, должны подвергаться предварительно отжигу.