

Действия
После вынесения оценки процесс контроля переходит на третий этап. Менеджер должен выбрать одну из трех линий поведения: ничего не предпринимать, устранить отклонение или пересмотреть стандарт (рис. 6.4).
Если сопоставление фактических результатов со стандартами говорит о том, что установленные цели достигаются, лучше всего ничего не предпринимать. Однако, если система контроля показала, что в каком-то элементе организации все идет хорошо, необходимо продолжать измерять результаты, повторяя цикл контроля.
Система контроля, которая не позволяет устранить серьезные отклонения прежде, чем они перерастут в крупные проблемы, бессмысленна. Смысл корректировки во всех случаях состоит в том, чтобы понять причины отклонения и добиться возвращения организации к правильному образу действий.
Важно подчеркнуть, что причиной возникающих проблем может быть любая переменная величина и что вклад в отклонение полученных результатов от желаемых может давать сочетание различных факторов. Естественно поэтому менеджер не может выбрать какое-то одно корректирующее действие только потому, что оно решает только что возникшую проблему. Прежде, чем выбирать корректирующее действие, необходимо взвесить все имеющие отношения к данной проблеме, внутренние переменные и их взаимосвязи. Поскольку все подразделения организации так или иначе связаны между собой, любое крупное изменение в одном из них затронет всю организацию. Вот почему менеджер должен вначале убедиться, что предпринимаемое им корректирующее действие не создаст дополнительных трудностей, но поможет их разрешить.
Не все заметные отклонения от стандартов следует устранять. Иногда сами стандарты могут оказаться нереальными, потому что они основываются на планах, а планы — это лишь прогнозы будущего. При пересмотре планов должны пересматриваться и стандарты.
Успешно действующие организации зачастую вынуждены пересматривать свои стандарты в сторону повышения. Кроме того, временами оказывается, хотя это и не должно происходить слишком часто, — что планы составлены чересчур оптимистично. Поэтому стандарты подчас надо пересматривать и в сторону понижения. Стандарты, требования которых выполнить очень трудно, фактически, делают тщетными стремления рабочих и менеджеров достичь сформулированных целей и сводят на нет всю мотивацию. Как и в случае с корректирующими действиями различного типа, необходимость радикального пересмотра стандартов (в сторону повышения или понижения) может служить симптомом проблем, возникших либо в процессе собственно контроля, либо в процессе планирования.
7.4. Семь японских методов контроля качества
В современном мире отводится огромное влияние контролю качества, одним из лидеров в области которого является Япония.
Более половины проблем в области качества продукции может быть успешно решено с помощью так называемых семи простых методов, разработанных под руководством известного японского специалиста К. Исикавы и предназначенных для осуществления статистического контроля качества продукции непосредственно производственным персоналом [Кукин, Котельников].
Эти методы могут применяться в любой последовательности и в любом сочетании. Необходимо отметить, что область их применения не ограничивается производством – их применяют и в проектировании, в маркетинге, в материально-техническом снабжении и т.д.
Следуя К. Исикаве [3], можно выделить следующие методы:
контрольные листки;
диаграммы Парето;
причинно-следственные диаграммы;
гистограммы;
диаграммы разброса;
стратификация данных;
контрольные карты.
Контрольные листки
Контрольный листок представляет собой бумажную форму, предназначенную для сбора и упорядочивания первичных данных. Число различных контрольных листков исчисляется сотнями и, в принципе, для каждой проблемы может быть разработан свой. В качестве иллюстрации на рисунке 6.5 показано, как мог бы выглядеть контрольный листок для отказавших деталей телевизоров.
Компоненты, замененные в лаборатории О |
|||
Работник: |
Иванов И. И. |
||
Дата: |
22.02.98 – 27.02.98 |
||
Модель |
1014 |
||
Микросхемы |
IIII |
|
4 |
Конденсаторы |
I III IIII IIII IIII IIII II |
|
27 |
Резисторы |
II |
|
2 |
Транзисторы |
IIII |
|
4 |
Переключатели |
|
|
0 |
Кинескопы |
I |
|
1 |
|
|
Итого |
38 |
 тмечайте
так: I
II
III
IIII
IIII
тмечайте
так: I
II
III
IIII
IIII
Рис. 6.5. Контрольный листок
Диаграмма Парето
П оиск
решения этих проблем начинают с их
классификации по отдельным факторам
(проблемы, связанные с финансами;
проблемы, относящиеся к работе
оборудования, и т. д.), сбора и анализа
данных по каждой из проблем. Чтобы
выяснить, какие из этих факторов являются
основными, строят диаграмму Парето
(рис. 6.6).
оиск
решения этих проблем начинают с их
классификации по отдельным факторам
(проблемы, связанные с финансами;
проблемы, относящиеся к работе
оборудования, и т. д.), сбора и анализа
данных по каждой из проблем. Чтобы
выяснить, какие из этих факторов являются
основными, строят диаграмму Парето
(рис. 6.6).
Рис. 6.6. Диаграмма Парето.
Построение диаграмм Парето основано на одноименном принципе, который может быть сформулирован так: большая часть следствий вызывается относительно немногочисленными причинами.
В западной литературе этот принцип часто называется правилом 80/20 – 80% благосостояния общества сосредоточено у 20% населения или 80% рыбы вылавливают 20% рыбаков.
Диаграмма «рыбий скелет»
В 1943 г. К. Исикавой была предложена причинно-следственная диаграмма – метод анализа, в результате которого устанавливается, какие следствия какими причинами вызываются. Внешнее сходство с рыбьим скелетом дало одно из названия этой диаграмме. К. Исикава предложил правило, удобное для составления исходной диаграммы, которое применимо в большинстве случаев, – правило «пяти М». Оно состоит в том, что существуют как минимум пять основных причин тех или иных результатов, английские названия которых начинаются с буквы «М»:
материалы (materials);
оборудование (machines);
технология (methods);
измерения (measurement);
человек (man).
Иногда к этим пяти «М» добавляют еще два – финансы (money) и управление (management) (рис. 6.7).

Рис.6.7. Причинно-следственная диаграмма.
Как правило, причинно-следственная диаграмма используется совместно с диаграммой Парето. Сначала проводится довольно сложный анализ, связанный с выявлением возможных причин, влияющих на качество продукции. После этого путем ранжирования их по тому или иному принципу и построения диаграммы Парето выявляются наиболее важные.
Гистограмма
Гистограмма представляет собой способ наглядного графического представления того, как часто встречаются те или иные значения показателей качества. Даже если все значения некоторого показателя лежат в пределах, заданных в технических условиях, с помощью гистограммы можно выявить негативные тенденции. Так, на рис. 6.8 в качестве примера приведены значения диаметра вала, измеренные на рабочем участке. Сопоставление их с заложенными в документации значениями (номинальным и предельными) показывает, что большинство валов имеют диаметр больше номинала, хотя и остаются в пределах нормы. Это, в свою очередь, дает импульс специалистам для дальнейшего анализа.
Р ис.7.8.
Распределение диаметра вала
ис.7.8.
Распределение диаметра вала
Диаграмма разброса
В процессе контроля качества может
возникнуть необходимость проверить
наличие связи между отдельными
показателями качества или факторами,
влияющими на качество товаров и услуг.
процессе контроля качества может
возникнуть необходимость проверить
наличие связи между отдельными
показателями качества или факторами,
влияющими на качество товаров и услуг.
Рис. 6.9. Разброс параметров
Для выявления такой связи надо собрать исходные данные – пары значений (xi, yi). Затем эти данные заносятся на график в виде точек с соответствующими координатами. В качестве примера на рис. 6.9 представлено несколько возможных диаграмм разброса.
По полученным диаграммам можно сделать вывод о характере зависимости между интересующими нас параметрами. Так, на рис.6.9, а показан случай положительной корреляции, на рис.6.9, б – отрицательной, а на рис. 6.9, в наблюдается отсутствие видимой связи.
Стратификация данных
Одним из наиболее простых статистических методов качества является стратификация данных. Стратификация (расслоение) данных – это разбиение общей массы данных на группы по каким-либо дополнительным признакам. Такое разбиение может быть полезным для выявления скрытых связей между различными факторами и показателями качества.
На практике метод стратификации используют многократно, расслаивая данные по различным признакам и анализируя возникающие изменения в диаграммах Парето, гистограммах, диаграммах разброса. Японские кружки качества выполняют эту операцию в среднем до 100 раз при анализе проблемы.
Контрольные карты
Все ранее рассмотренные методы позволяют зафиксировать состояние процесса в определенный момент времени. В отличие от них метод контрольных карт помогает следить за состоянием процесса во времени и воздействовать на процесс до того, как он выйдет из-под контроля.
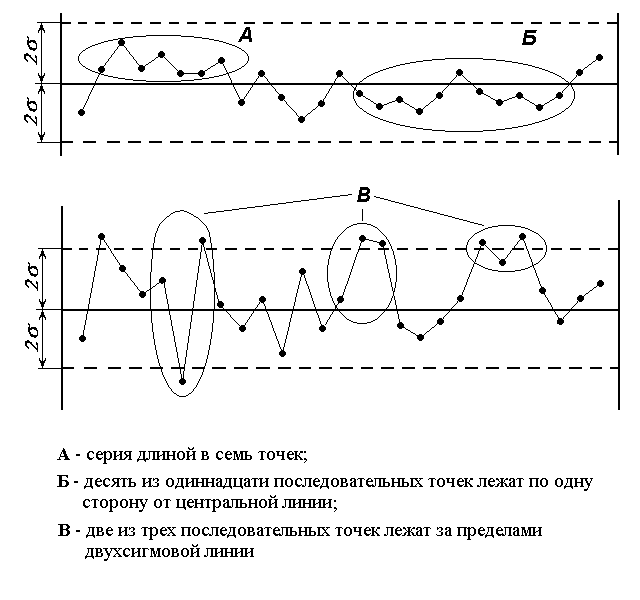
Рис. 6.10. Примеры контрольных карт:
А – серия длиной в семь точек; Б – десять из одиннадцати последовательных точек лежат по одну сторону от центральной линии; В – две из трех последовательных точек лежат за пределами двухсигмовой линии
Существует несколько сотен различных типов контрольных карт. Все они отражают текущее состояние процесса, но не показывают, к чему он стремится. Тем не менее, в рамках семи простых методов разработано много правил, позволяющих на их основе выявлять тенденции процесса. Так, фрагменты А и Б на рис. 6.10 свидетельствуют о стабильном отклонении процесса от нормального состояния, фрагменты В – о потере стабильности.
Литература:
Мескон А., Альберт М., Хедоури Ф. Основы менеджмента.- М.: Дело, 2003. –701 с.
Орлов А.И. Эконометрика. Учебник. М.: Издательство "Экзамен", 2002.
Управление качеством. Основные концепции и инструменты: Учебное пособие/В.Г.Котельников, Н.К.Румянцев, М.Ю.Кукин, О.А.Мардас; Под ред. В.Г.Котельникова. -СПб:Петербургский гос.ун-т путей сообщения, 2003.-140с.