

2.2. Расчет коэффициента загрузки оборудования.
Аналогично рассчитаем Коэффициент загрузки оборудования для каждого вида оборудования, результат занесем в таблицу 2.
Найдем коэффициент загрузки оборудования средний:

График
загрузки оборудования: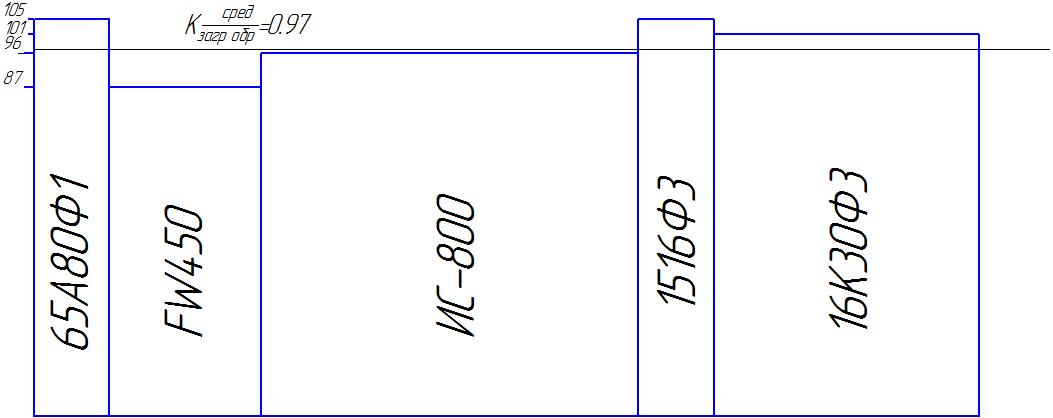
2.3. Расчет амортизации отчислений.
В процессе эксплуатации оборудование изнашивается физически и морально. Возмещается износ при помощи амортизации.
 (5)
[Миронов М.Г.]
(5)
[Миронов М.Г.]
Амортизация включается в себестоимость продукции.
Таблица 2 Сводная ведомость оборудования.
вид оборудования |
tшк, мин |
К обор. |
К загр. обор. |
балансовая стоимость, т.р. |
На, % |
А год т.р. |
||
расч. |
прин. |
одного |
всех |
|||||
65А80Ф1 |
5,4 |
2.1 |
2 |
1.05 |
700 |
1400 |
10 |
140 |
FW450 |
8.9 |
3,5 |
4 |
0,87 |
500 |
2000 |
13 |
260 |
ИС-800 |
24.5 |
9.6 |
10 |
0,96 |
970 |
8730 |
16 |
1396 |
1516Ф3 |
5.6 |
2.1 |
2 |
1.05 |
650 |
1300 |
10 |
130 |
16К30Ф3 |
18.1 |
7.1 |
7 |
1.01 |
1000 |
7000 |
18 |
1260 |
Итого |
62.5 |
24.4 |
25 |
0.97 |
- |
20430 |
- |
3186 |
Стоимость оборудования указана без учета изменяющихся экономических условий. Норма амортизации от 10 до 18

Аналогично рассчитываем амортизацию для всех видов оборудования, полученные результаты заносим в таблицу 2.
От правильной эксплуатации оборудования, его технического состояния в значительной мере зависит качество, количество и себестоимость производимой продукции.
3. Передовые формы организации труда.
В настоящее время широко применяются передовые формы организации труда: совмещение профессий, бригадный подряд, многоагрегатное обслуживание оборудования и т.д. Многостаночное обслуживание основано на использовании свободного машинного времени, в течении которого не применяется ручной труд и не ведется наблюдение за ходом технологического процесса.
Эффективность многостаночного обслуживания в значительной мере зависит от планировки рабочих мест.
Количество мест, которое может обслужить один рабочий:
 (6)
[Миронов М.Г.]
(6)
[Миронов М.Г.]
 -
коэффициент, учитывающий занятость
рабочего при многостаночном обслуживании.
Для серийного производства принимаем
0,75.
-
коэффициент, учитывающий занятость
рабочего при многостаночном обслуживании.
Для серийного производства принимаем
0,75.
24.5=14.9+9.6
Принимаем 2 станка.
Учитывая, что станков 10 единиц схема обслуживания будет следующая:
1й рабочий=2
2й рабочий=2
3й рабочий=2
4й рабочий=2
5й рабочий=2
5 рабочих-10 станков.
Найдем необходимое количество рабочих многостаночников:

Сравним результат с количеством рабочих мест, принимаю 10 человек.