

Рычажно–механические приборы
К ним относятся: индикаторы, рычажные скобы, индикаторные нутромеры, рычажные микрометры, измерительные головки и т.д.
Эти приборы высокоточные. Они предназначены для относительных измерений, но некоторые используют для абсолютных измерений.
Приборы с зубчатой передачей
К ним относятся: индикаторы, рычажные скобы, индикаторные нутромеры, скобы, миниметры, рычажные микрометры, измерительные головки и т.д.
Эти приборы высокоточные. Они предназначены для относительных измерений, но некоторые используют для абсолютных измерений.
Приборы с зубчатой передачей
К ним относятся: индикаторы или индикаторные измерительные головки предназначены для абсолютных измерений. Индикаторы бывают 2 типов вида
1. Индикаторы часового типа (с зубчатой передачей)
2. Рычажно-зубчатые
Механизм передачи индикатора часового типа состоит из зубчатых пар
На измерительном стержне 1 головки нарезана зубчатая рейка, которая находится в сцеплении з.к. 2. Возвратно-поступательное перемещение измерительного стержня преобразуется в круговое движение стрелки 3 с помощью 3 к 2, 4 и 5. Спиральная пружина 7 устраняет зазор в зубчатых колёсах. Один конец пружины закреплен в 3 к 6, а другой в корпусе индикатора.
Индикатор имеет 2 шкалы: большую, для отсчета долей миллиметра и малую, для отсчета целых миллиметров.
Один оборот стрелки 3 соответствует перемещению измерительного стержня на 1 мм. Большая шкала имеет 100 делений, цена деления индикатора =0,01 мм.
Погрешности индикаторов часового типа значительны от ± 4,5 до 26 мкм выпускают двух классов точности 0,1 в двух модификациях :
1) ИЧ- с применением измерительного стержня параллельно шкале с пределами измерения 0-2,0-5,0-10;
2) ИТ с применением измерительного стержня перпендикулярно шкале с пределами измерения 0-2
Выпускают индикаторы часового типа с цифровым (электронным) отсчетом.
Индикаторные нутромеры
Тема Точность угловых размеров и конических соединений.
Основные понятия:
В машиностроении угловые размеры встречаются довольно часто: фаски, штамповочные и литейные уклоны и т.п.
Угловые размеры определяют положение плоскостей, осей, линий, центров отверстий и т.д.
Угловые размеры бывают: 1) зависимые
2) независимые
Независимые угловые размеры не связанны с другими параметрами проектируемых изделий.
Зависимые угловые размеры определяются основными параметрами изделий, к котором относятся.
Для допусков угловых размеров и углов конусов установлено по СЭВ178-75 17 степеней точности: 1, 2,…..17 (в порядке убывания точности).
Точность изготовления и измерения углов определяется длинами сторон, образующих угол. С уменьшением длинны стороны возрастают трудности изготовления и измерения углов.
Допуски на угловые размеры.
Допуски на угловые размеры в стандарте заданы в зависимости от длины меньшей стороны угла.
Допуски на углы могут задаваться односторонние в “+” (+AT) ,односторонние в “-“ (-AT), а чаще симметрично “±” (± AT/2).
![]() - номинальное значение угла
- номинальное значение угла
![]() - допуск в угловых единицах
- допуск в угловых единицах
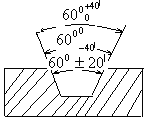
Допуском угла (АТ) называется разность между наибольшим и наименьшим предельными углами.
Допуски углов могут быть выражены в угловых и линейных единицах.
Основные параметры гладких конических соединений (ГОСТ 25 548-82)
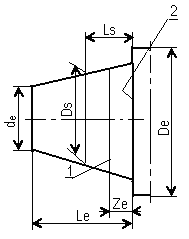
Конус называется наружным, когда деталь или её элемент имеют наружную поверхность.
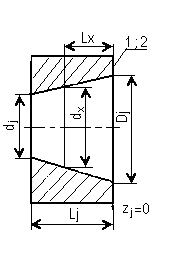
Внутренним – когда коническая поверхность внутренняя.
а) б) в)
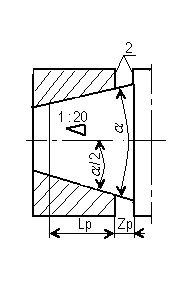
Основная плоскость(1) – плоскость, перпендикулярная к оси конуса, в которой задаётся номинальный диаметр конуса.
Базовая плоскость(2) – плоскость, перпендикулярная к оси конуса, служит для определения осевого положения заданного конуса относительно сопрягаемого с ним конуса.
Базорасстояние конуса(Ze, Zi) – расстояние между основной и базовой плоскостями.
Коническое соединение – соединение наружного и внутреннего конусов, имеющих одинаковые номинальные углы конусов.
К номинальным размерам конусов и их соединений относятся:
D – диаметр большого основания
d – диаметр малого основания
Ds – диаметр в заданном расположении поперечного сечения
dx – диаметр в произвольном расположении поперечного сечения
L – длина конуса
Lp – длина соединения
Ls – осевое расстояние до заданного сечения от большого основания
Lx – осевое расстояние до заданного сечения от произвольно расположенного сечения от малого основания
α – угол конуса, угол между образующими в продольном сечении конуса
α/2 – угол между образующей конуса и его осью
C – конусность – отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними
C=(D-d)/L
Допуски линейных параметров конусов и конических соединений(ГОСТ 25307-82)
TD – допуск диаметра конуса в любом сечении
TDS – допуск диаметра конуса в заданном сечении
Допуски формы:
TFR – круглость поперечного сечения
TFL – допуск прямолинейности образующей конуса
Допуски конусов задаются двумя способами:
совместное нормировании всех видов допусков единым допуском. Этот способ для неответственных конических деталей.
раздельное нормирование каждого вида допуска: TDS, AT, TFR, TFL. Этот способ - при высоких требованиях к точности конических деталей.