

Виды измерения геометрических параметров изделий (гост 16263-70)
Измерения подразделяются на 6 видов:
Прямые – искомое значение находят непосредственно из опытных данных (ИЩ, МК)
Косвенные – на основание зависимости между искомой и полученной при прямом измерение величинами
![]() или
или
![]() (объем параллепипеда)
(объем параллепипеда)
Совокупные – одновременные измерения одноименных величин, среди которых есть известные.
Совместные – одновременные измерения неодноименных величин для нахождения зависимости между ними.
Например: измерения объема тела с измерениями различных температуры, которая изменяет объем тела.
Абсолютные – прямые измерения, основных величин и с использованием физических констант.
Относительные – по отношению к одноименной величине, применяемой за исходную.
Методы измерения
(РМГ 29-99)
Рекомендация о межгосударственной стандартизации.
Основные методы измерений:
Метод непосредственной оценки – это метод измерений, в котором значение величины определяют непосредственно по отсчетному устройству измерительного прибора прямого действия.
Например: измерение вала МК
Метод сравнения с мерой – метод, при котором измеряемая величина сравнивается с величиной воспроизводимой мерой.
а) дифференцированный характеризуется измерением разности двух напряжений между измеряемой и известной. (вольтметром разность двух
б) пулевой метод – разность между измеряемой величиной и мерой сводится к нулю.
в) Метод замещения – метод сравнения с мерой в котором измеренную величину замещают известной.
г) метод совпадений – метод сравнения с мерой, где разность между измеряемой величиной и величиной, воспроизводимой мерой, измеряют, используя совпадение отметок шкал или сигналов (штангенциркуль с нониусом; измерение, когда массу и гири помещают на одну чашу).
Погрешности измерений
Точность – это степень соответствия действительных значений геометрических параметров их заданным значениям точности является погрешность
Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. По характеру погрешности подразделяются на:
1)систематические
2)случайные
3)грубые
Систематически – когда при повторных измерениях погрешности остаются
постоянными или измеряются по какому-либо закону.
Случайны – погрешности, принимающие при повторных измерениях различные значения, не подчиняющихся какой – либо закономерности.
Грубые – погрешности не характерные для технологического процесса или результата, приводящие к исключениям результатов измерения (неквалифицированных работников).
Средства измерения.
Квалификация средства измерения
Средства измерения принято квалифицировать
по виду
по принципу действия
по метрологическому назначению
Различают следующие виды системы измерения:
1)мера
2)измерительные устройства
а) измерительные приборы
б) измерительные преобразователи
в) измерительные установки
г) измерительные системы
Мера – это система измерения, предназначена для воспроизведения физической величины заданного параметра.
Измерительные приборы - система измерения, предназначена для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем.
Измерительный преобразователь - система измерения, предназначена для выработки сигнала измерительной информации в форме, удобной для передачи дальнейшего преобразования, обработки или хранения, но не поддающейся непосредственному восприятию наблюдателем.
Измерительная система – совокупность С. И. и вспомогательных устройств, соединённых между собой каналами связи, предназначенная для сигналов автоматической обработки.
2) По назначению:
А) Универсальные (для всех видов производств)
Б) Специальные (для контроля одного или нескольких параметров детали)ъ
В) для контроля геометрических параметров.
Метрологические характеристики средств измерения.
Основные характеристики:
Диапазон измерений – область значений измеряемой величины для которой нормированы пределы погрешности прибора.
Диапазон показаний – область значений шкалы, ограниченная её начальным и конченым значениями.
Пределы измерения – наибольший и наименьший значения диапазона измерения.
Цена деления шкалы – разность значений величины…
Длина (интервал) деления шкалы – расстояние между осями двух соседних отметок шкалы.
Чувствительность – свойство, отражающее способность реагировать на изменение измеряемой величины.
Стабильность – свойство, отражающих постоянство во времени метрологических показателей.
Выбор средств измерения зависит от:
принятых организационно – технических форм контроля
масштабов производства
особенности детали
точности изготовления
экономических факторов
и др.
При выборе необходимо оценивать допускаемую погрешность измерения а также определить значения размеров деталей, по которым производят их приёмку.
Допускаемая погрешность измерения зависит от допуска на изготовление деталей, который связан с номинальным размером.
Плоскопараллельные концевые меры длины
П.К.М.Д. – стальные закалённые параллепипеды, у которых две противоположные измерительные грани расположены на точном расстояние, шероховатость обработки высокая. Рабочий размер плитки их середина.
Выпускают 21 набор: от 4 до 112 шт.
Существует: 1) 4 класса по точности изготовления 0, 1, 2, 3 (в порядке убывания точности)
2) по точности аттестации – 5 разрядов 1, 2, 3, 4, 5 (в порядке убывания точности)
К наборам прилагают аттестаты П.К.М.Д. является основным средством обеспечения единства мер в машиностроении.
Они служат для передачи линейного размера от эталона до изделия в производстве и обеспечивают хранение единицы длины на предприятии.
Применяют при градуировки С.И., для расточных работ, наладки станков и т.д.
Для измерения составляют блоки из П.К.М.Д. по определённому правилу например блок (7,105 1,005 1,1 5+10 количество мер в блоке не более 4-5 шт.
Штангенинструменты.
К штанген инструментам относятся: ШЦ, ШГ (глубиномер), ШГ (рейсмус)
Они предназначены для абсолютных измерений линейных размеров и для воспроизведения размеров принадлежащих разметке деталей.
Основные части:
Шкалы – линейка с ценой деления 1 мм.
Вспомогательная шкала – нониус (для отсчёта десятых и сотых долей миллиметра)
Наиболее распространенны нониусы с точностью 0,1 , 0,05 , 0,02 мм.
ШЦ: ШЦ – I c ценой деления 0,1
ШЦ – II ---||--- 0,05
ШЦ – III ---||--- 0,05 и 0,1
По основной линейке штанге с неподвижными губками перемещается рамка с неподвижными измерительными губками. На подвижной рамке установлен корпус. Для плавного перемещения рамки по линейке – штанге предусмотрено микрометрической подачей.
Наружные размеры можно замерять верхними и нижними губками. Для внутренних – нижние губки, для разметки – верхние.
Микрометрические инструменты:
Гладкие микрометры, микрометрические нутрометры, микрометрические глубиномеры, рычажные микрометры.
Принцип действия: основан на использовании винтовой пары (винт-гайка), для преобразования вращательного движения микрометра в поступательное. Цена деления 0,01.
Отсчетное устройство состоит из двух шкал: продольной и круговой.
Продольная имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых относительно друг друга на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,6 мм или 1 мм.
Круговая шкала имеет 50 или сто делений. По продольной шкале отсчитывают целые миллиметры и 0,5 мм.
По круговой – десятые и соты доли миллиметра
Примеры отсчета:
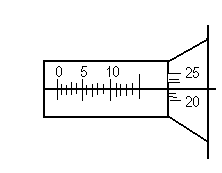
12 + 0,5 +22
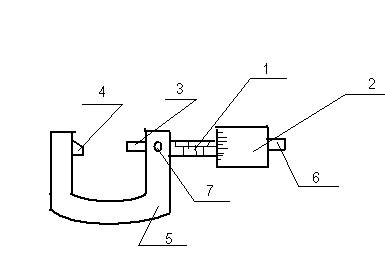
1 – стебель
2 – барабанчик
3 – микрометр. винт
4 – неподвижная пятка
5 – скоба
6 – трещотка
7 – стопор – винт
Микрометрический нутромер (штихмасс)
Стебель (5) + микрометрический винт (3), соединенный с корпусом барабана гайкой. Один конец – измерительный наконечник.
Микровинт закрепляется стопором, вращающийся в корпусе гильзы.
Выпускаются с пределами измерения 50 – 75, 75 – 175, 75 – 600, 150 – 1250, 800 – 2500, 1250 – 4000, 2500 – 6000, 4000 – 10000.
При необходимости используются удлинители.
МГ – пределы измерений 0 – 100; 100 – 200 мм.